Sorgfältig legt der Maschinenbediener einen circa DIN A4 großen Rohling in den Arbeitsraum der Mikrobearbeitungsmaschine RDX 500. Eine dort angebrachte Vakuumplatte saugt ihn leicht an und fixiert ihn. Das motorisierte Achssystem der Maschine platziert Bauteile mit einer Genauigkeit von 300 Nanometern und mit einer Wiederholgenauigkeit von ±100 Nanometer. Es richtet den Rohling so aus, dass das integrierte Kamerasystem ihn an seiner linken oberen Ecke erfasst.
Der Bediener startet den Software-Assistenten und ab jetzt übernimmt das Programm die Arbeit. Es fährt die Passmarken des Rohlings ab, erkennt seine Orientierung und richtet ihn exakt aus. Bereits winzige Abweichungen haben auf Mikrometerebene große Auswirkungen. Ohne Zutun des Bedieners nimmt der Assistent notwendige Korrekturen vor, bevor der Ultrakurzpulslaser TruMicro 2030 von TRUMPF seine Arbeit aufnimmt.
Komplexität reduzieren
Der praktische Assistent ist der 2013 gegründeten Pulsar Photonics GmbH zu verdanken, einem Spin-off des Fraunhofer-Instituts für Lasertechnik ILT. Das Unternehmen hat sich auf den Anlagenbau für die Lasermikrobearbeitung insbesondere mit Ultrakurzpulslasern spezialisiert. Es entwickelt die passende Systemtechnik und bietet Kunden maßgeschneiderte Applikationsentwicklung sowie Auftragsfertigung. Für die Geschäftsführer und Gründer Joachim Ryll, Stephan Eifel und Jens Holtkamp galt von Anfang an die Devise: „Die Komplexität muss raus, denn sonst wird die Ultrakurzpuls-Technologie keine breite Anwendung finden.“
Die Anfrage eines Herstellers von Hochleistungselektronik bot die Gelegenheit zu beweisen, dass sich mit umfassenden Prozesswissen auch komplexe Herstellverfahren vereinfachen lassen. Ryll erklärt: „In der Fertigung von Bauteilen für die Hochleistungselektronik ist der Maschinenbediener Spezialist bei den einzelnen Fertigungsschritten der Komponenten, er kann nicht Spezialist für jede am Gesamtprozess beteiligte Maschine sein.“
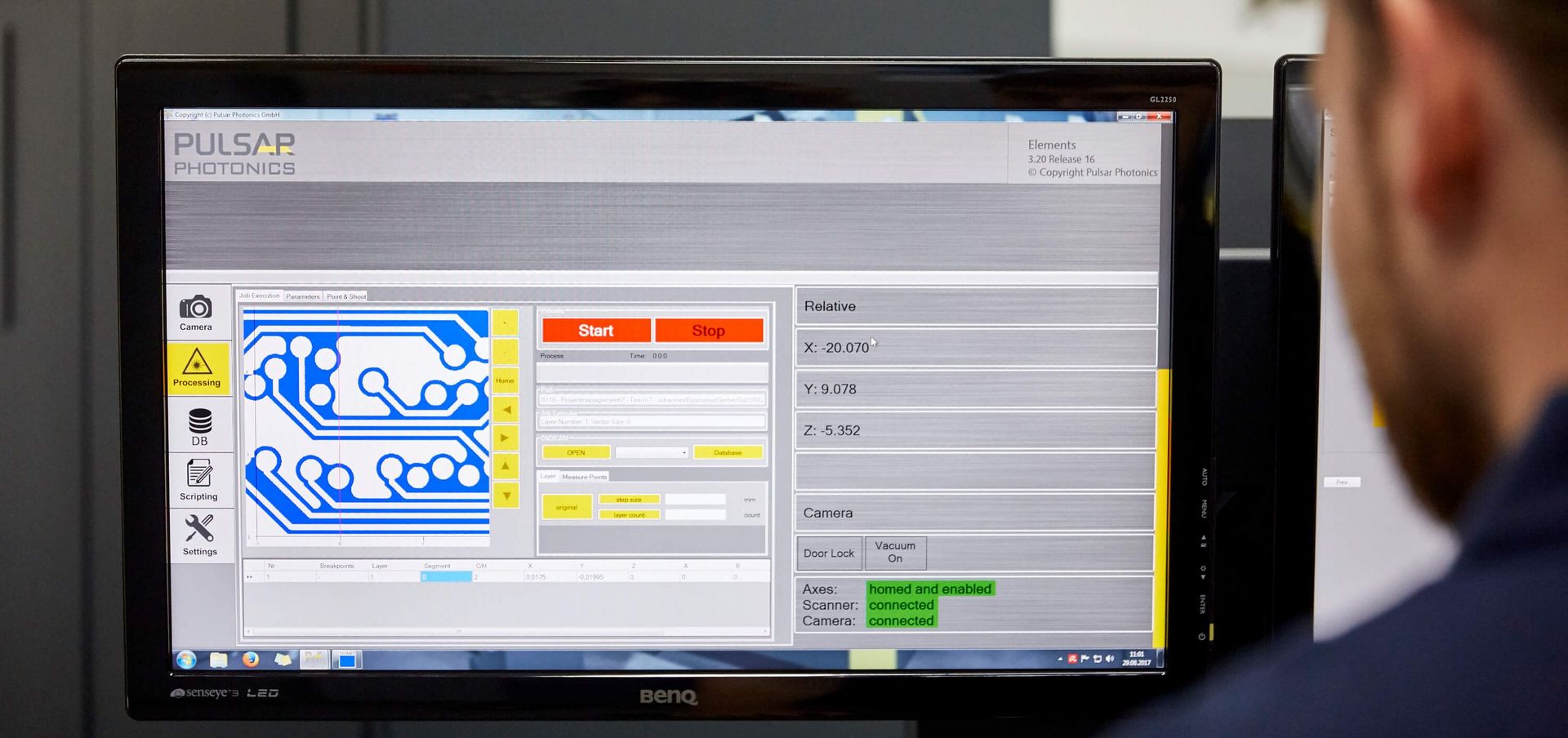
Die Maschinensoftware Photonic Elements zeigt die Abtraggeometrie, die während des Prozesses ausgeführt wird. (Bild: Claus Langer)
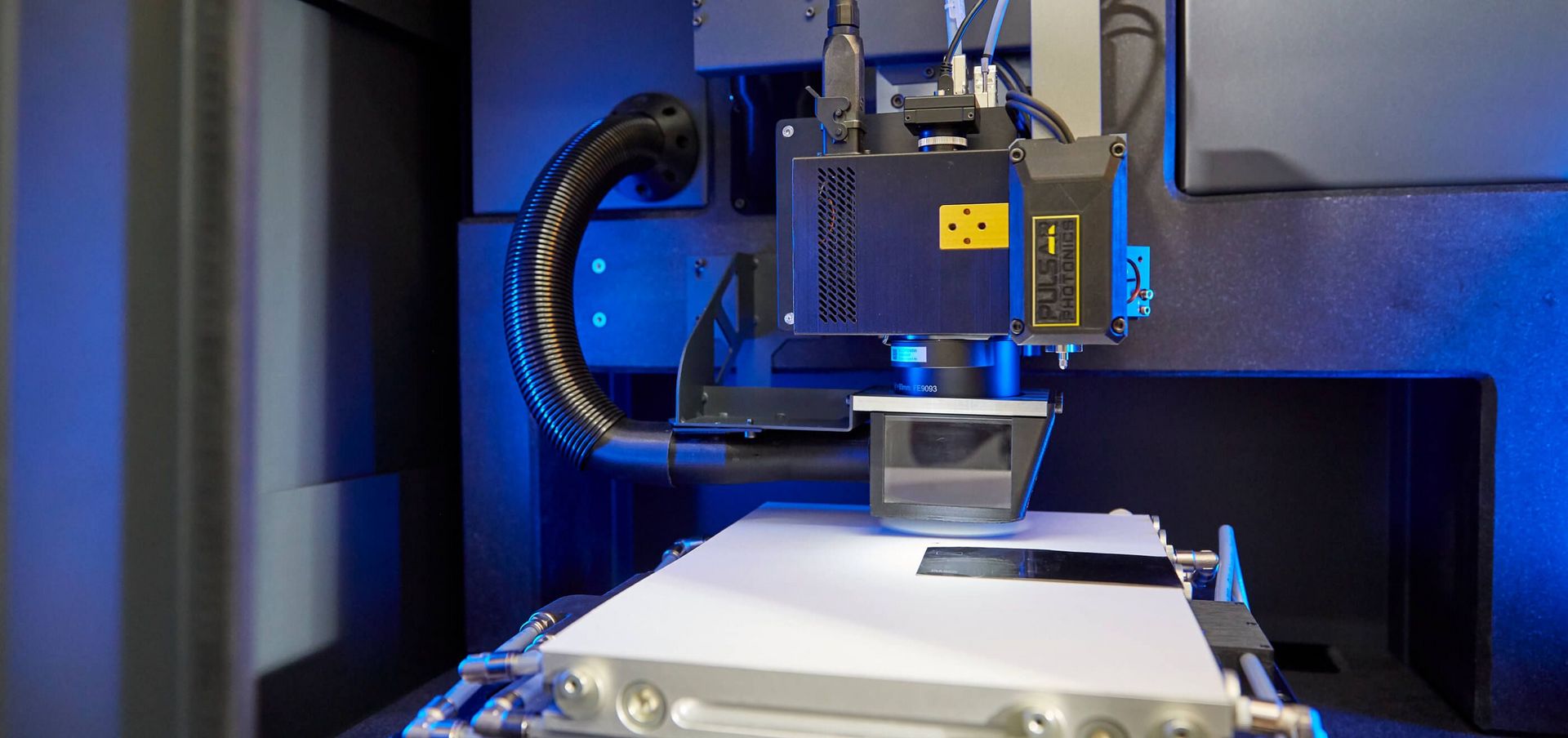
Der motorisierte Bearbeitungskopf der RDX 500 besteht aus einem Galvanometerscanner mit Vision System, einem Präzisionstaster und einer seitlich montierten Absaugvorrichtung. (Bild: Claus Langer)

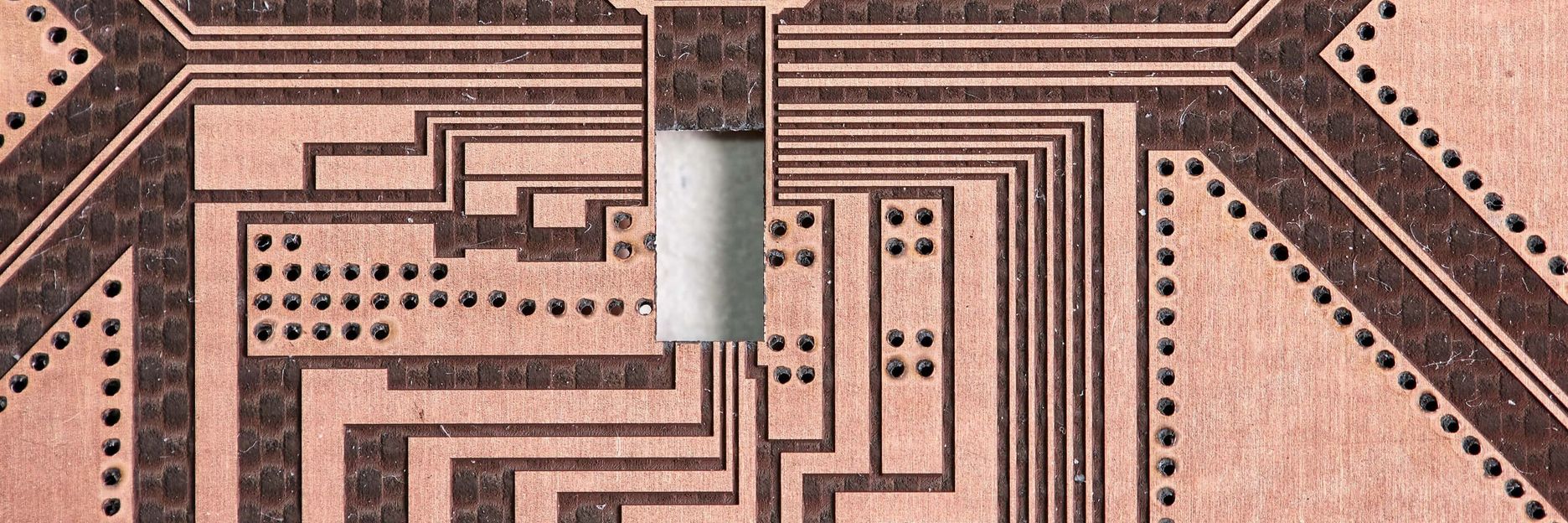
Bei der Sichtprüfung wird der homogene Abtrag dokumentiert. Die Abtragzone ist dunkel und zeigt die Kunststoffoberfläche. In der Bearbeitung kommt es darauf an, die Zwischenräume rückstandsfrei abzutragen, um eine elektrische Isolation zu erreichen. (Bild: Claus Langer)

Joachim Ryll hat die Pulsar Photonics GmbH 2013 gemeinsam mit Stephan Eifel und Jens Holtkamp gegründet. (Bild: Claus Langer)
Für die Laserbearbeitung von Leiterplatten wünschte sich der Kunde daher ein kompaktes Maschinensystem mit einem hochpräzisen, schnellen Bearbeitungskonzept. Ganz wichtig war aber auch die einfache Bedienbarkeit. Eine Herausforderung bei einem Prozess der Mikrobohren, Laserablation und Feinschneiden in einem Arbeitsvorgang vorsieht – auf der Vorder- und der Rückseite!
Der zu bearbeitende Rohling besteht aus einem Kupfer-Kunststoff-Kupfer-Verbund. Am Ende des Bearbeitungsprozesses entstehen daraus zum Beispiel 50 5x5 Millimeter große Platinen, so genannte Interposer, für die Hochfrequenzelektronik. Der Interposer dient in der späteren Anwendung dazu die feinen Leiterbahnen eines aufgesetzten integrierten Schaltkreises auf die Leiterplattentechnik zu adaptieren.
Dazu bohrt der TruMicro 2030 mit einer Pulsdauer von 900 Femtosekunden zunächst sogenannte Via holes in den Rohling. Diese Durchkontaktierungen ermöglichen eine dreidimensionale Führung der Leiterbahnen über mehrere Lagen und gleichzeitig die Fixierung des integrierten Schaltkreises auf der Leiterplatte.
Anschließend bringt der Laser durch Ablation feine Leiterbahnen in das Kupfer ein. Der sogenannte kalte Abtrag des UKP-Lasers stellt sicher, dass die innenliegende Kunststoffschicht des Rohlings dabei nicht beschädigt wird. Zudem arbeitet der Laser mit der notwendigen Präzision, denn wenn die Zwischenräume der Leiterbahnen nicht fehlerfrei abgetragen werden, kommt es hier zum Stromfluss, was die gesamte Elektronikeinheit beeinträchtigt. Schließlich wird das Bauteil auf die Rückseite gedreht. Die Kamera erkennt die Passmarken, die exakte Ausrichtung erfolgt wieder automatisch und der Laser bearbeitet die zweite Seite des Rohlings.
Zum Abschluss des Prozesses schneidet der TruMicro 2030 die einzelnen Platinen aus der Trägerplatte. Konventionelle Herstellungsverfahren für Leiterplatten verwenden meist länger gepulste Nanosekundenlaser. „Diese kamen für unseren Kunden aber nicht in Frage, da diese den Anforderungen an die hohe Auflösung nicht gerecht werden. Erst mit dem UKP-Laser konnten Leiterbahnen bis zu 50-100 µm Breite zuverlässig hergestellt werden.“, meint Ryll.
Denken in Schichten
Zunächst packten die Software-Spezialisten von Pulsar Photonics das Thema Gerber-Format an, die Standarddateistruktur für die Leiterplattenfertigung. Gerber-Formate werden von elektronischen CAD-Programmen zur Ausgabe von Layoutprogrammen für Leiterplatten verwendet und anschließend ins CAM-System eingelesen, um die Parameter für jeden einzelnen Bearbeitungsschritt zu erzeugen. Denn wie die Leiterplatte selbst besteht eine CAM-Datei aus mehreren Schichten – sogenannten Layern. Für jeden Prozessschritt, also Bohrungen, Abtragungen oder Durchkontaktierungen gibt es ein eigenes Layer mit spezifischen Prozessparametern. „Das notwendige Wissen über das Gerber-Format mussten wir uns zunächst aneignen, denn dieses ist spezifisch für den Elektronikbereich und das war für uns Neuland“, so Ryll.
Damit war es für die Software- und Prozessspezialisten bei Pulsar Photonics aber noch nicht getan. Die Anforderung des Kunden, die hochkomplexe Anwendung so einfach zu gestalten, dass sie von praktisch jedem Maschinenbediener mit CNC-Erfahrung zu bewältigen ist, war die nächste Herausforderung. Das Ergebnis kann sich sehen lassen: Der Assistent führt den Bediener mit ein paar Bestätigungen durch den Fertigungsprozess. Laserparameter muss er dabei nicht mehr eingeben. Diese wurden von der Software bereits angelernt und können wie in einem Rezept abgerufen werden. „Wir haben das mit Studenten ausprobiert. Innerhalb von 15 Minuten konnte es jeder lernen“, erklärt Ryll zufrieden.
Perfekt integriert
Die passende Maschine für die Anwendung konnte Pulsar Photonics mit der RDX 500 liefern. Die kompakte, modular aufgebaute Bearbeitungsmaschine ist gezielt für die Anforderungen der Lasermikrobearbeitung ausgelegt. Präzise Achssysteme sichern die hochgenaue Bauteilzuführung, ein Kamerasystem und ausgefeilte Sensorik sorgen für Prozesssicherheit. Bei der Frage des passenden Lasers fiel die Wahl auf den TruMicro 2030 von TRUMPF. „Laser sind für uns Zukaufteile. Für welchen Hersteller wir uns entscheiden hängt jeweils von der Anwendung ab. In diesem Fall standen für uns die Stabilität und die gute Integrierbarkeit des Lasers im Fokus“, so Ryll. Beim Besuch im TRUMPF Applikationszentrum hat zudem die Prozessgeschwindigkeit des TruMicro 2030 überzeugt: „Damit arbeiten wir jetzt deutlich schneller als mit dem vorher getesteten Pikosekundenlaser.“
Ende August wurde die RDX 500 nach rund 26 Wochen Entwicklungszeit an den Kunden ausgeliefert und fertigt nun Leiterplatten in kleinen bis mittleren Serien von 10 bis zu mehreren 1000 Stück für Endkunden aus beispielsweise der Breitbandkommunikation, der Luft-und Raumfahrt oder der Automobilindustrie. Die Spezialisten von Pulsar Photonics haben alle Anforderungen des Kunden erfüllt. Aber nicht nur das: die Ultrakurzpuls-Spezialisten haben ein weiteres Mal bewiesen, dass durch die optimale Verknüpfung und Ansteuerung der einzelnen Komponenten sowie mit intelligenter Software auch diese komplizierte Technologie ganz einfach sein kann.