Laser sind konventionellen, mechanischen Prozessen beim Glasschneiden überlegen. Während das mechanische Schneiden von Glas nur mit sehr geringen Geschwindigkeiten umgesetzt werden kann, um strukturelle Schädigungen durch Mikrorisse und Spannungen zu vermeiden, erreicht der Laser durch seine kontaktfreie Bearbeitung deutlich schnellere Bearbeitungszeiten. Ferner bedingt die Abnutzung der mechanischen Komponenten bei den herkömmlichen Verfahren, eine regelmäßige Wartung dieser, um eine gleichbleibend gute Qualität der Fertigungskomponenten zu gewährleisten. Dies ist beim Laser nicht der Fall.
Glasbearbeitung
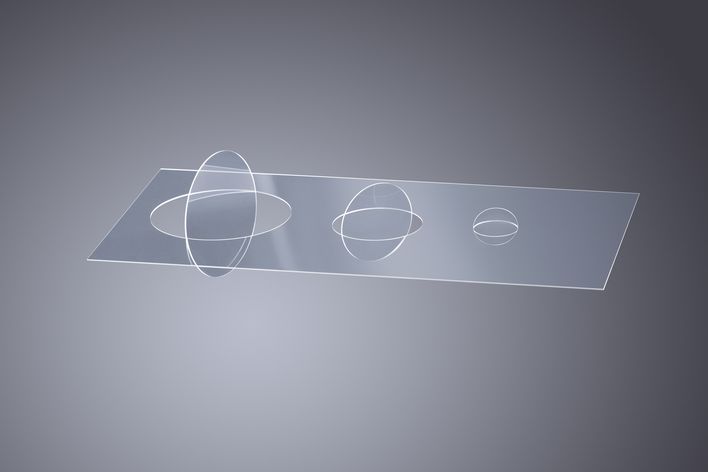
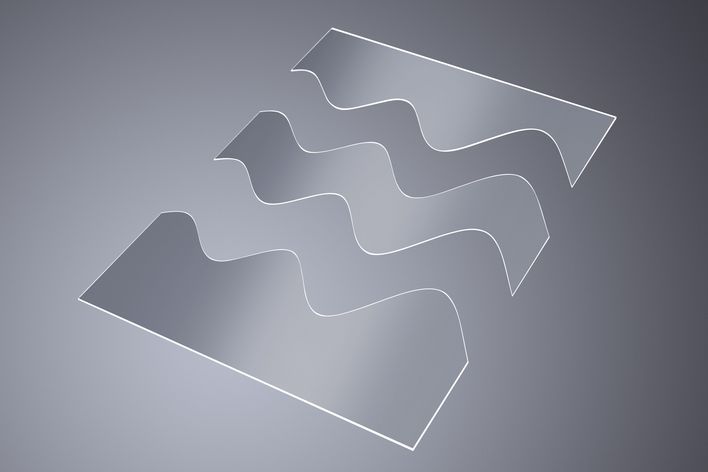
Besonders geeignet für das Schneiden von Glas sind ultra-kurze Laserpulse, die Glas, auf Grund von sehr hohen Spitzenintensitäten problemlos bearbeiten können und dabei eine extrem hohe Schneidqualität erreichen. Neben der Laserstrahlquelle ist auch eine optimale Strahlformung von größter Wichtigkeit. Die Strahlformung auch entlang der Strahlachse ist ein Beispiel für die neusten Entwicklungen optischer Technologien, die eine optimale Prozessgeschwindigkeit und damit einhergehende Wirtschaftlichkeit beim Glasschneiden erlaubt. Die Vorausentwicklung von TRUMPF hat damit die dritte Dimension der Strahlformung erobert, welche ein perfektes Maßschneidern des Strahles auf die Anforderungen von transparentem Material erlaubt.
Bei einem klassischen unmodifizierten Laserstrahl ist die meiste Intensität im Fokus, d.h. weit über der Abtragschwelle des Materials. Auf diese Weise wird viel Energie verschwendet. Der grundsätzliche Ansatz der Strahlformung ist, eine optimale Verteilung der Strahlintensität zu finden um die Effektivität des Prozesses zu verbessern. Anstatt die meiste Intensität auf sehr kleinen Raum im Fokus des Strahles zu konzentrieren wird die Strahlintensität reativ gleichmäßig über die Strahlachse verteilt um eine maximale Effektivität zu erreichen. Damit kann der Vorschub des Laserstrahles (und damit die Wirtschaftlichkeit des Prozesses) um mehrere Größenordnungen bis auf 1 Meter pro Sekunde und mehr verbessert werden.
Zusammenfassung: Die geeignete Wahl der Laserparameter wie z. B. Pulsenergie, Pulsüberlapp- und Wiederholrate verhindert die Entstehung von Mikrorissen, dadurch entfällt aufwendige Nacharbeit.
| Material | Glas |
| Herkömmliches Verfahren | Mechanisch, Chemische Ätzung |
| Herausforderung | Schädigungsarme Bearbeitung |
| Laser | TruMicro 6020 HE |
| Wellenlänge | 1030 nm / 515nm |
| Optiksystem | TOP Cleave |
| Max. Pulsenergie | 2mJ / bis zu 8 mJ im Burst-Modus |
| Geschwindigkeit | 100 - 1000 mm/s je nach Verfahren und Geometrie |
| Vorteil | Schädigungsarme Bearbeitung, keine Nacharbeit, kein Werkzeugverschleiß dank kontaktfreier Bearbeitung, beliebige Geometrie mit kleinsten Korrekturen möglich, Flexibilität |
Produkte


Kontakt