Nachhaltigkeit und Ressourceneffizienz in der Fertigung stehen im Fokus von Industrie und Forschung. Deutliche Zeichen setzen neue gesetzliche Regelungen wie die EU-Ökodesign-Richtlinie (2009/125/EG). Bislang kannten Wissenschaft und Praxis zwar die Umweltauswirkungen von trennenden Fertigungsverfahren, die ökologischen Einflüsse von Schmelzschweißverfahren waren bis dato unerforscht.
Obwohl diese gerade im Stahlbau – etwa im Schiffs- oder Fahrzeugbau, der Rohrherstellung oder im Brückenbau – bei höheren Blechdicken immer wichtiger werden. Zeit-, Material- und Energiebedarf steigen beim Fügen mit den verarbeiteten Blechdicken überproportional. Deshalb trifft die Ökobilanz von Dickblechverbindungen das Interesse aller Marktteilnehmer.
Die vorliegende Untersuchung wendet die Methode der Ökobilanzierung auf das Elektroden-Handschweißen (EHS), das Laser-Metallschutzgas (MSG)-Hybridschweißen (LMHS) sowie Metallaktivgas-Schweißen (MAG) in zwei verschiedenen Varianten (MAG Standard und GMAW modifiziert) an.
Die Ökobilanzierung ist eine weit verbreitete und standardisierte Methode zur Abschätzung der Umweltwirkungen eines Produktes oder Prozesses. Sie ist sowohl in geltenden Normen als auch in der Fachliteratur beschrieben. In einer Ökobilanz erfolgt eine Lebenswegbetrachtung – von der Rohstoffgewinnung über die Energieerzeugung bis zur Anwendung eines Produktes oder Prozesses. Die Phasen Ziel und Rahmenfestlegung, Sachbilanz, Wirkungsabschätzung und Auswertung werden iterativ durchlaufen.
Die Ergebnisse zeigen, dass das Elektroden-Handschweißen mit Abstand die höchsten potentiellen Umweltwirkungen in den Kategorien Klimaänderung, Versauerung, Eutrophierung sowie photochemische Ozonbildung verursacht. An besten schneidet das Laser-MSG-Hybridschweißen ab, gefolgt vom MAG-Verfahren mit modifiziertem Sprühlichtbogen und verringertem Flankenwinkel.
Versuchsrahmen und -aufbau
Das Ziel von Ökobilanzen ist die Bewertung der potentiellen Umweltwirkungen unterschiedlicher Schweißprozesse bezogen auf einen Meter Schweißnaht. Untersuchungsgegenstand sind Stumpfstoßverbindungen niedrig legierter Baustähle der Blechdicke 20 mm. Dabei erfolgt eine reine Prozessbetrachtung ohne Berücksichtigung der notwendigen Anlagen!
Das Elektroden-Handverfahren (EHS) wurde mit einer DV-Nahtvorbereitung (60° Öffnungswinkel, 2 mm Spalt, 2 mm Steg) und einer artgleichen dick rutil-umhüllten Stabelektrode in sechs Lagen ausgeführt. Die Laser-MSG-Hybridvariante (LMHS) wurde mit einer Y-Nahtvorbereitung (45° Öffnungswinkel, 14 mm Steg) und artgleichem Massivdraht geschweißt, wobei die Wurzel mit dem Laser-MSG-Hybrid- und die Decklage mit dem MAG-Verfahren durchgeführt wurde.
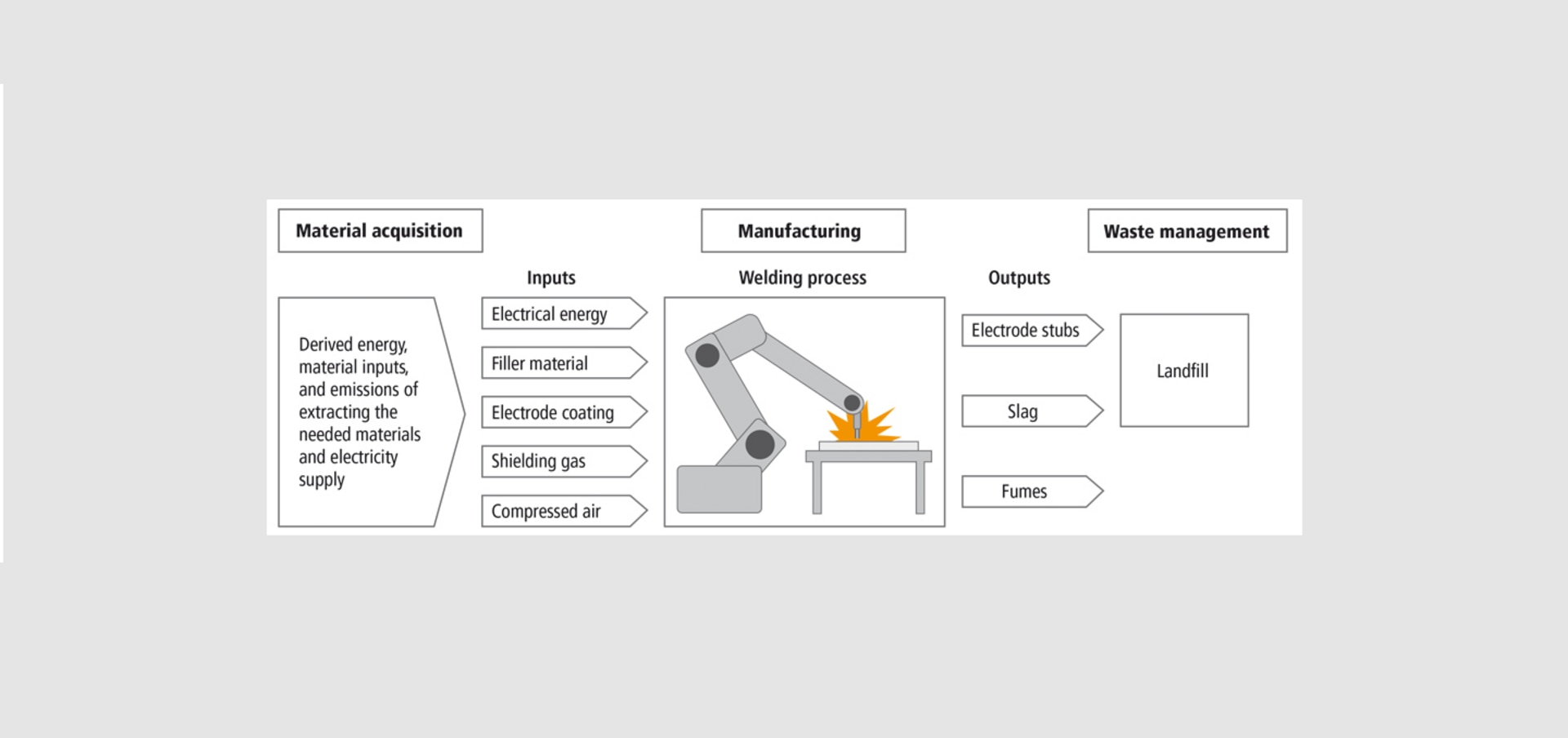
Abbildung 1: Inputs und Outputs der Schweißprozesse. (Quelle: TU Berlin, Institut für Technischen Umweltschutz und Institut für Werkzeugmaschinen und Fabrikbetriebe)
Die konventionelle MAG-Variante (MAG Standard) wurde mit einer DV-Nahtvorbereitung (60° Öffnungswinkel, 0,4 mm Spalt, 2 mm Steg) versehen und mit vier Lagen geschweißt. Bei der modifizierten MAG-Variante (MAG modifiziert) wurde ein moderner modifizierter Sprühlichtbogen eingesetzt, was die Reduktion des Flankenwinkels auf 30° ermöglichte.
Ergebnisse der Sachbilanz
Abbildung 2 zeigt die Schliffbilder und Nahtvorbereitungen der geschweißten Bleche, die durch den Flankenwinkel, den Spalt und den Steg gekennzeichnet sind.
Die von den Nahtvorbereitungen umrissenen Flächen geben das Ergebnis der Sachbilanz qualitativ wieder. Das LMHS-Verfahren benötigt mit Abstand die geringste Menge an elektrischer Energie, Zusatzwerkstoff und Schutzgas. Die EHS-Variante benötigt die meisten Inputs gefolgt von der MAG-Standard-Variante. Die Reduktion des Flankenwinkels von MAG Standard zu MAG modifiziert führt zu beträchtlichen Einsparungen.
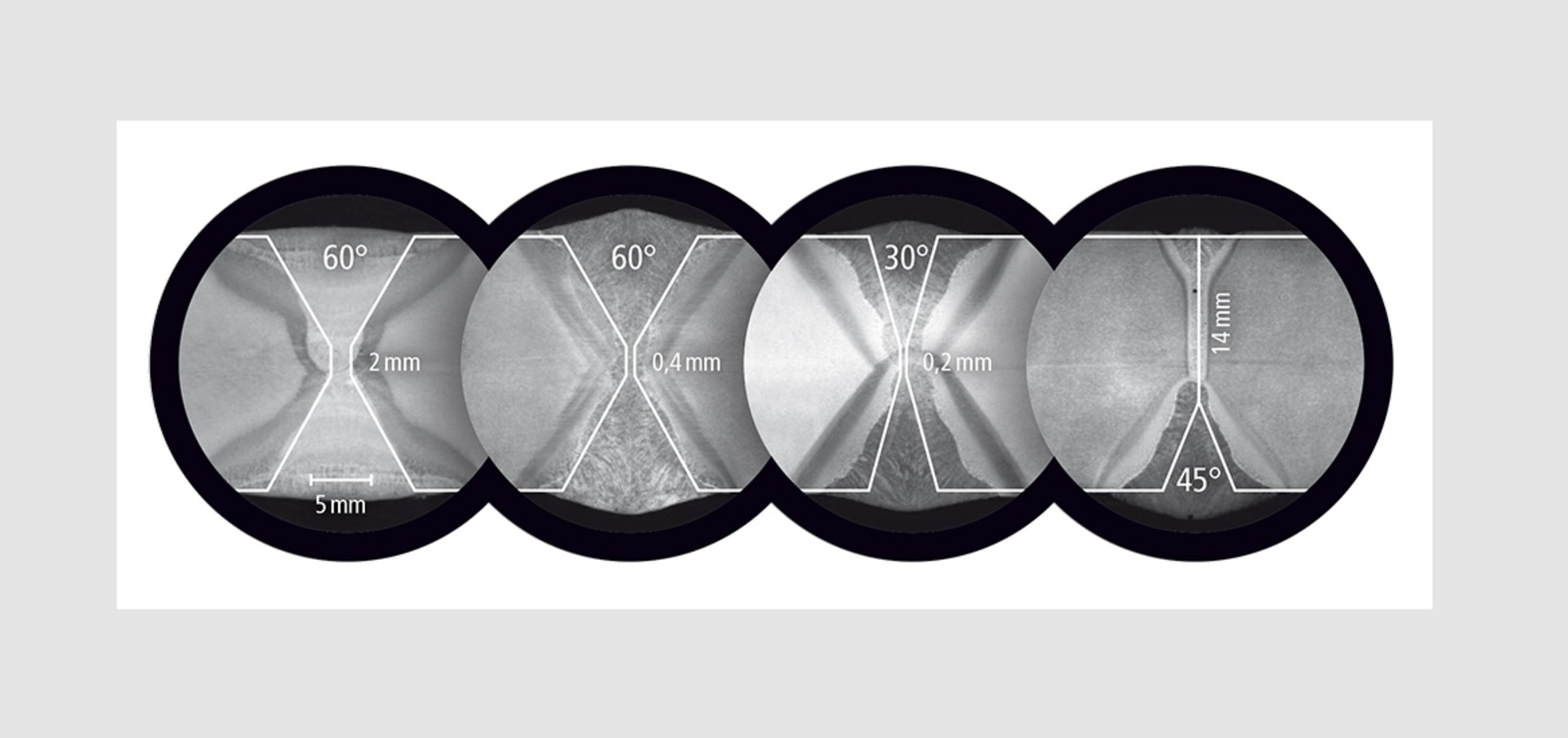
Abbildung 2: Schliffbilder und Nahtvorbereitungen der Schweißungen (von rechts): Elektrodenhandschweißen, MAG-Schweißen in der Standardvariante, MAG-Schweißen in einer modifizierten Variante; Laser-MSG-Hybridschweißen. (Quelle: Bundesanstalt für Materialforschung und -prüfung (BAM))
Von der Sachbilanz zur Wirkbilanz
Wie in der Sachbilanz erzielt das Laser-MSG-Hybridschweißen auch in der Wirkabschätzung das beste Ergebnis, gefolgt von den beiden MAG-Varianten und dem EHS-Verfahren. Als dominante Inputs wurden Zusatzwerkstoff, Stromverbrauch sowie die Rutilumhüllung beim Elektroden-Handschweißen identifiziert.
Das Schutzgas sowie die in „Sonstige“ zusammengefassten Inputs wie Schlacke, Druckluft, Elektrodenenden und Schweißrauche haben keinen signifikanten Einfluss auf die Indikatorwerte. Ebenso trägt der Energieverbrauch der Schweißroboter mit Anteilen kleiner zehn Prozent am Stromverbrauch des jeweiligen Verfahrens (ausgenommen EHS, da manuell) nur in kleinem Maße zu den Umweltwirkungen bei.
Wesentliche Einflussfaktoren
In den Wirkkategorien EP (Eutrophierung) und AP (Versauerung) sind je nach Verfahren verschiedene Inputs dominant. So hat beim EHS-Verfahren die Rutilumhüllung, beim MAG-Schweißen der Zusatzwerkstoff und beim Laser-MSG-Hybridschweißen der Stromverbrauch den größten Effekt auf diese beiden Indikatorwerte. In der Kategorie POCP (Ozonbildung) hat der Zusatzwerkstoff dominanten Einfluss bei allen Verfahren.
Für den Indikator GWP (Klimaveränderung) sind sowohl Zusatzwerkstoff als auch der Stromverbrauch gleichermaßen bedeutend, wobei für das MAG-Schweißen der Zusatzwerkstoff und für das Laser-MAG-Hybridschweißen der Stromverbrauch jeweils leicht überwiegen. Zusammengefasst ist je nach Verfahren ein unterschiedlicher Input ausschlaggebend für den Großteil der potentiellen Umweltwirkungen. Die Rutilumhüllung der Stabelektrode ist für das Elektroden-Handschweißen der hauptsächlicher Verursacher, beim MAG-Schweißen der Zusatzwerkstoff und für das Laser-MSG-Hybridschweißen der Stromverbrauch.
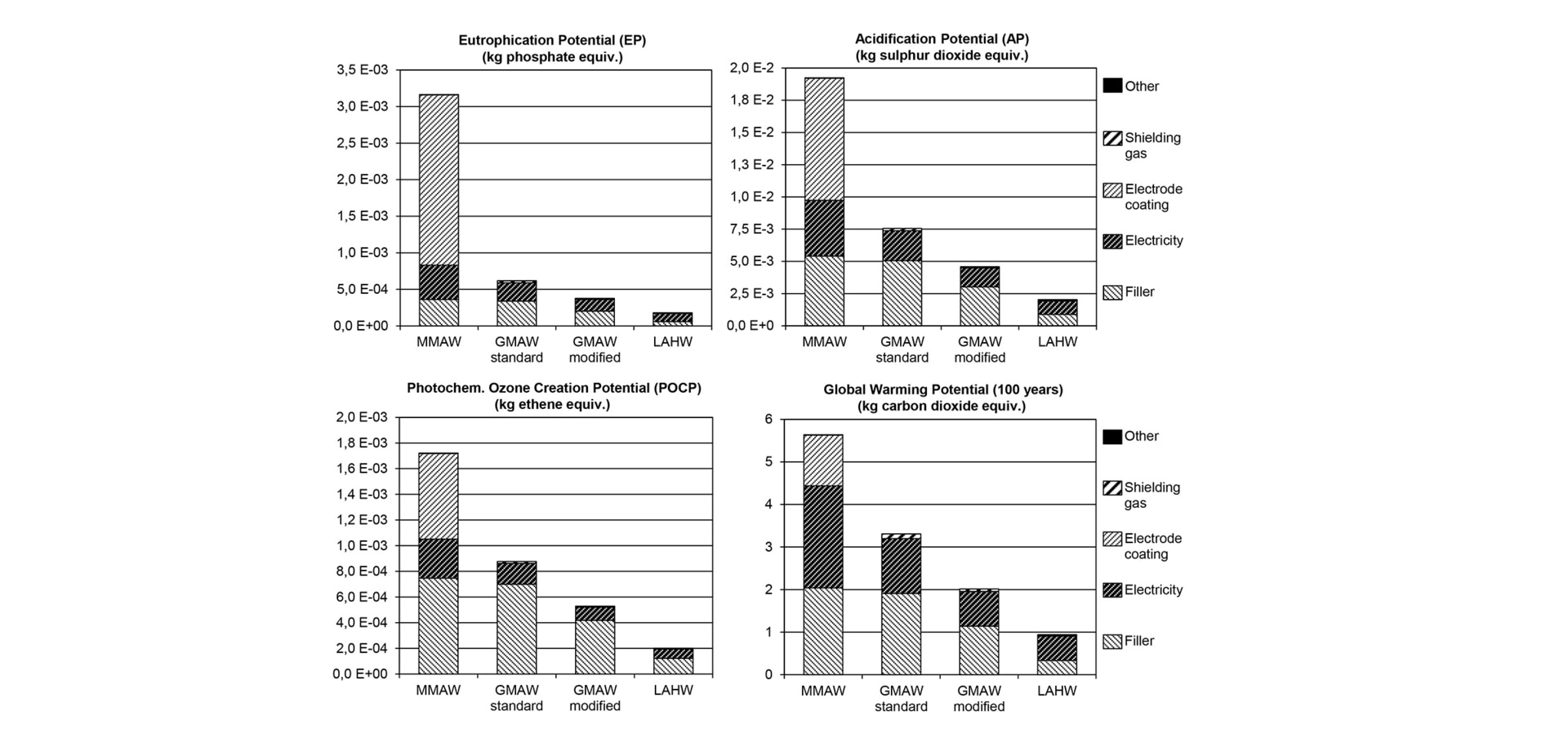
Abbildung 3: Ergebnis der Wirkabschätzung. MMAW steht für Elektroden-Handschweißen, GMAW standard und GMAW modified für die beiden MAG-Verfahren und LAHW für das Laser-MSG-Hybridschweißen. Shielding gas ist das Prozessgas, elektrode coating die Beschichtung der Elektroden, electricity der Stromverbrauch und filler der Zusatzwerkstoff. (Quelle: Johannes Seidel)
Ökobilanz
Unter den betrachteten Verfahren ist das Laser-MSG-Schweißen das umweltfreundlichste Verfahren. Grund hierfür ist zum einen der geringe Bedarf an Zusatzwerkstoff als auch die hohe Schweißgeschwindigkeit. Letztere führt trotz des niedrigen Wirkungsgrads der Strahlquelle (30 Prozent) und der Berücksichtigung eines externen Kühlers zu einem günstigen Verhältnis von Leistungsaufnahme und Schweißzeit und damit zu niedrigem Stromverbrauch.
Dem gegenüber wird beim Elektroden-Handschweißen viel Werkstoff eingebracht und darüber hinaus in vielen Lagen teilweise wiederaufgeschmolzen. Aufgrund der hohen Dominanz des Zusatzwerkstoffes beim MSG-Schweißen wirkt sich die Reduktion des Flankenwinkels durch Einsatz des modifizierten Sprühlichtbogens besonders günstig aus.
Stellhebel
Die Verbesserung der potentiellen Umweltwirkungen in den jeweiligen Verfahren lässt direkt aus den dominanten Inputs ableiten. Beim Laser-MSG-Hybridschweißen ist der Stromverbrauch dominant, der hauptsächlich durch den Wirkungsgrad der Strahlquelle bestimmt ist.
Somit sollten zukünftige Entwicklungen den Wirkungsgrad besonders im Fokus haben. Beim MAG-Schweißen sollte der einzubringende Zusatzwerkstoff stets auf einem minimalen Niveau gehalten werden. Beim Elektroden-Handschweißen sollten zur Reduktion der potentiellen Umweltschäden alternative Umhüllungen untersucht werden.
Matthias Finkbeiner, Michael Rethmeier, Ya-Ju Chang, Andreas Pittner, Gunther Sproesser.
Praxisbezug
Trotz klarer Ergebnisse ist die Aussagefähigkeit der Untersuchung auf die definierten Rahmenbedingungen beschränkt. Deshalb ist sie nicht als ausschließliches Kriterium bei der Prozessauswahl geeignet. Wichtigste Einschränkung ist die reine Prozessbetrachtung ohne Berücksichtigung der notwendigen Anlagen (Schweißgeräte, Roboter, Strahlquellen, etc.), die jedoch für eine ökologisch orientierte Prozessauswahl vor allem bei Fertigungsneuplanungen zwingend erforderlich ist.
Weiterhin wurden keine technologischen Rahmenbedingungen (Fertigungstoleranzen, Zugänglichkeit etc.) einer Anwendung untersucht, die jedoch für eine Prozessauswahl höchste Priorität haben. Und die Methodik der Ökobilanzierung beschränkt sich in der Wirkabschätzung auf lediglich vier wichtige Kategorien und lässt deshalb keine allgemeingültige Aussage hinsichtlich aller Wirkkategorien zu.
Fazit
Hauptverursacher potentieller Umweltschäden sind die Rutilumhüllung der Elektrode beim E-Handschweißen, der Stromverbrauch beim Laser-MSG-Hybridschweißen und der Zusatzwerkstoffverbrauch beim modifizierten MAG-Schweißen.
Unter der gegebenen Versuchsanordnung ohne Berücksichtigung der Anlagen und technologischen Randbedingungen können die modernen Hochleistungsverfahren Laser-MSG-Hybrid und MAG mit modifiziertem Sprühlichtbogen zum Schweißen dicker Bleche empfohlen werden.
Dieser Artikel erschien erstmals im November 2015 im TRUMPF Magazin Laser Community.