
Viewing angle consistency
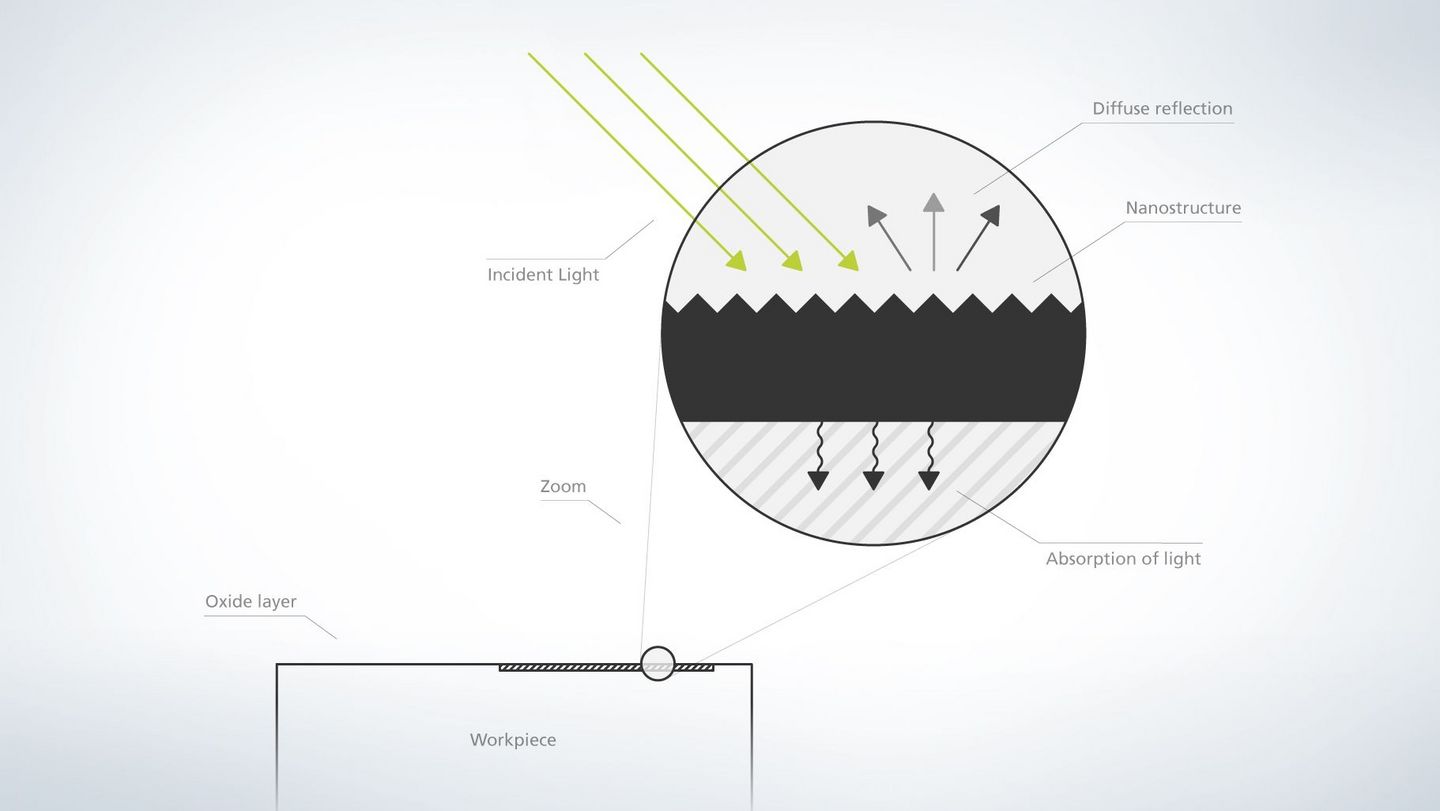
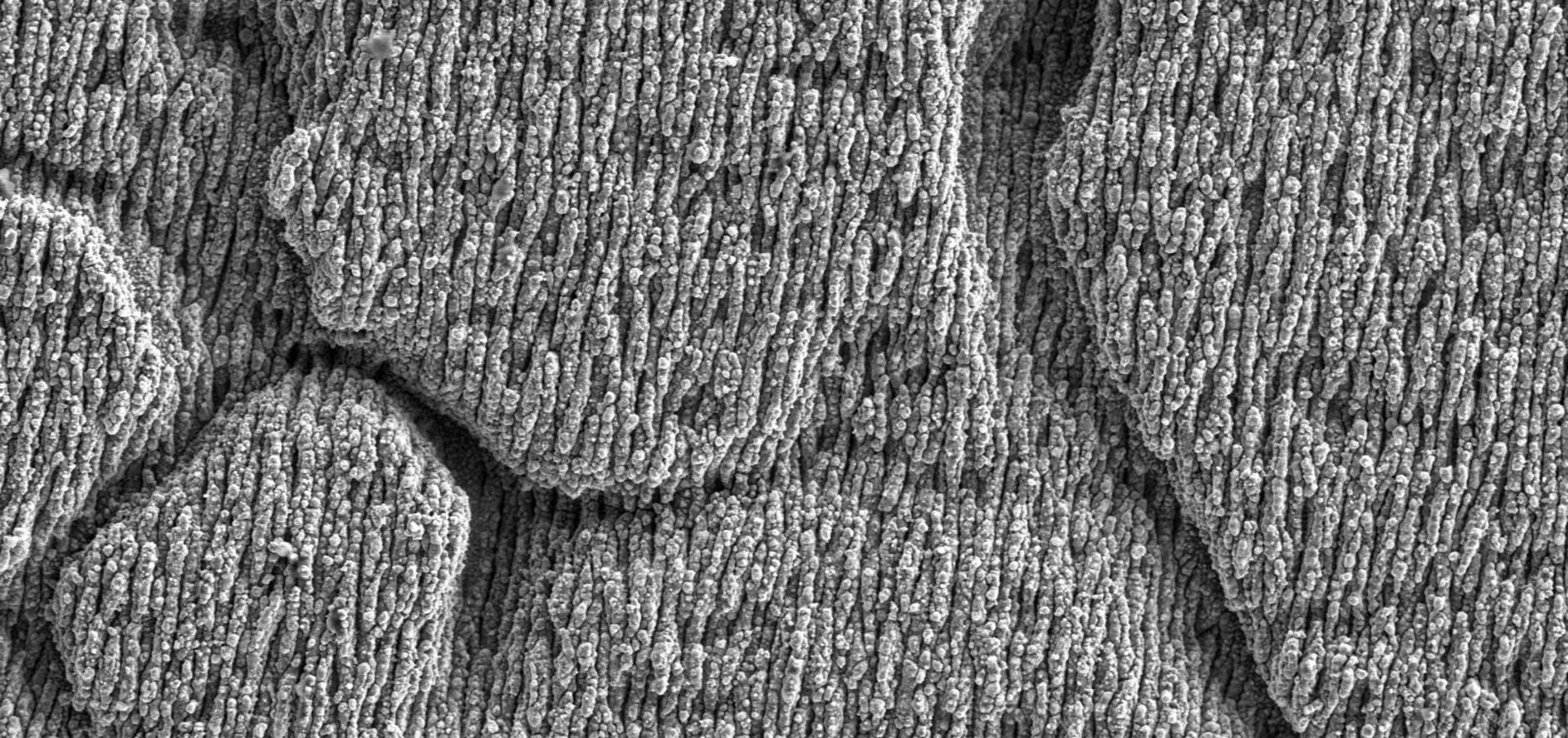
One advantage of black marking is the "viewing angle consistency". The very high, even contrast from all viewing angles is the result of periodic nanostructures which reflect the light in a very scattered manner, as well as absorb it. This represents a quality attribute, especially in the watch and automotive industry, where many visible parts are used.