
Stabilité au changement d'angle de vue
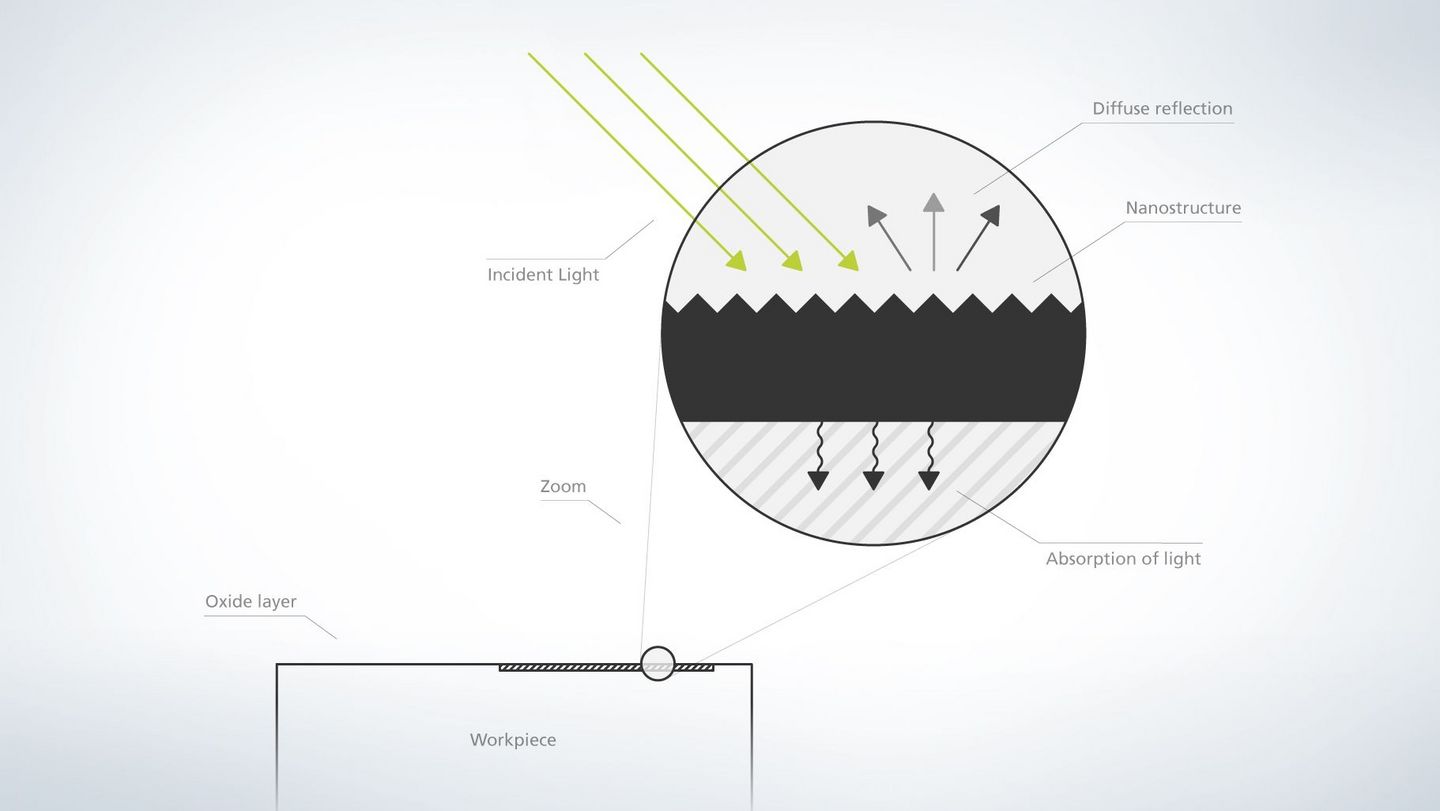
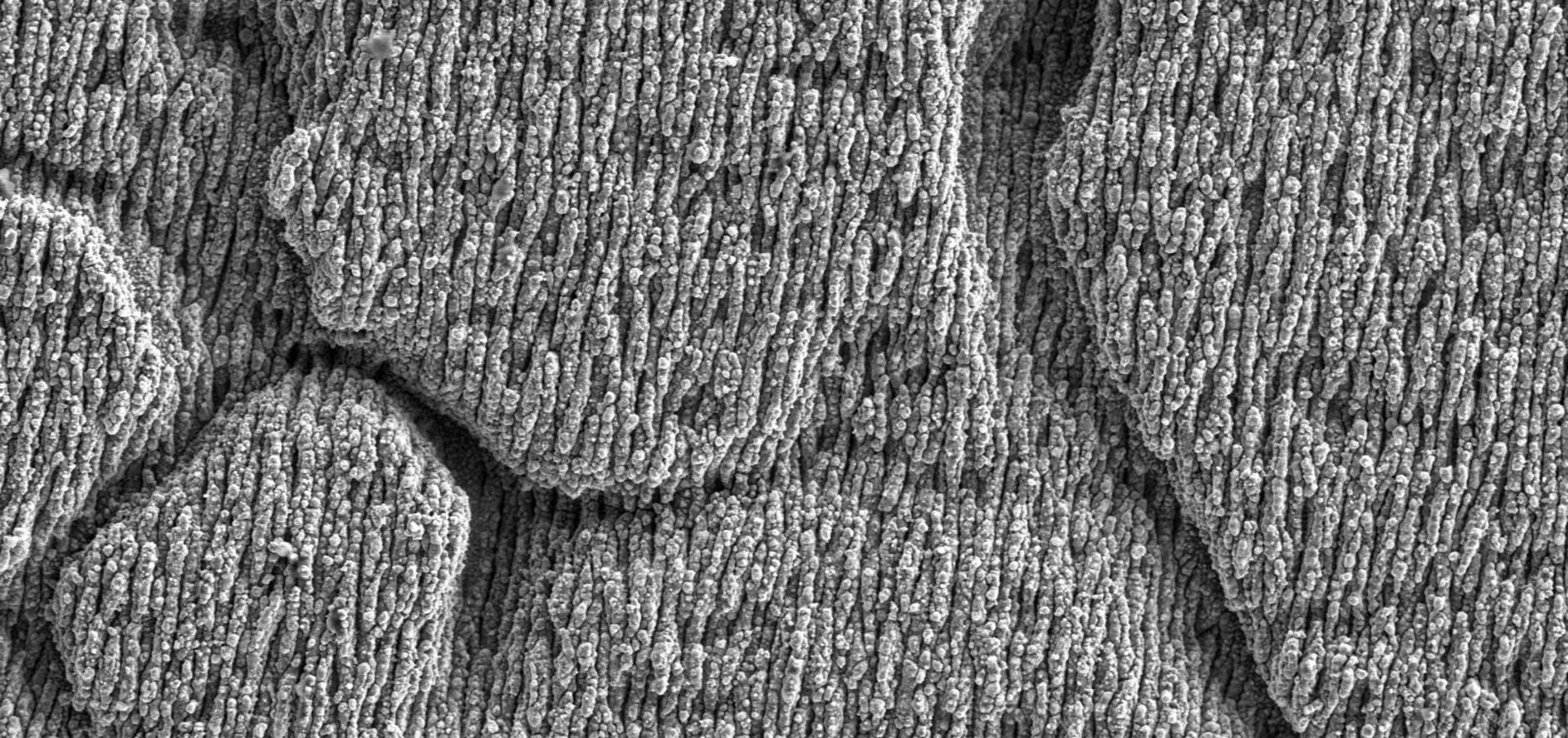
L'un des avantages du marquage noir est sa stabilité visuelle quel que soit l'angle d'observation. Le contraste très marqué et uniforme sous tous les angles est dû aux nanostructures périodiques, qui réfléchissent et absorbent la lumière en la diffusant au maximum. Cette caractéristique représente notamment un gage de qualité dans l'horlogerie ou l'industrie automobile, qui mettent en œuvre de nombreuses pièces apparentes.