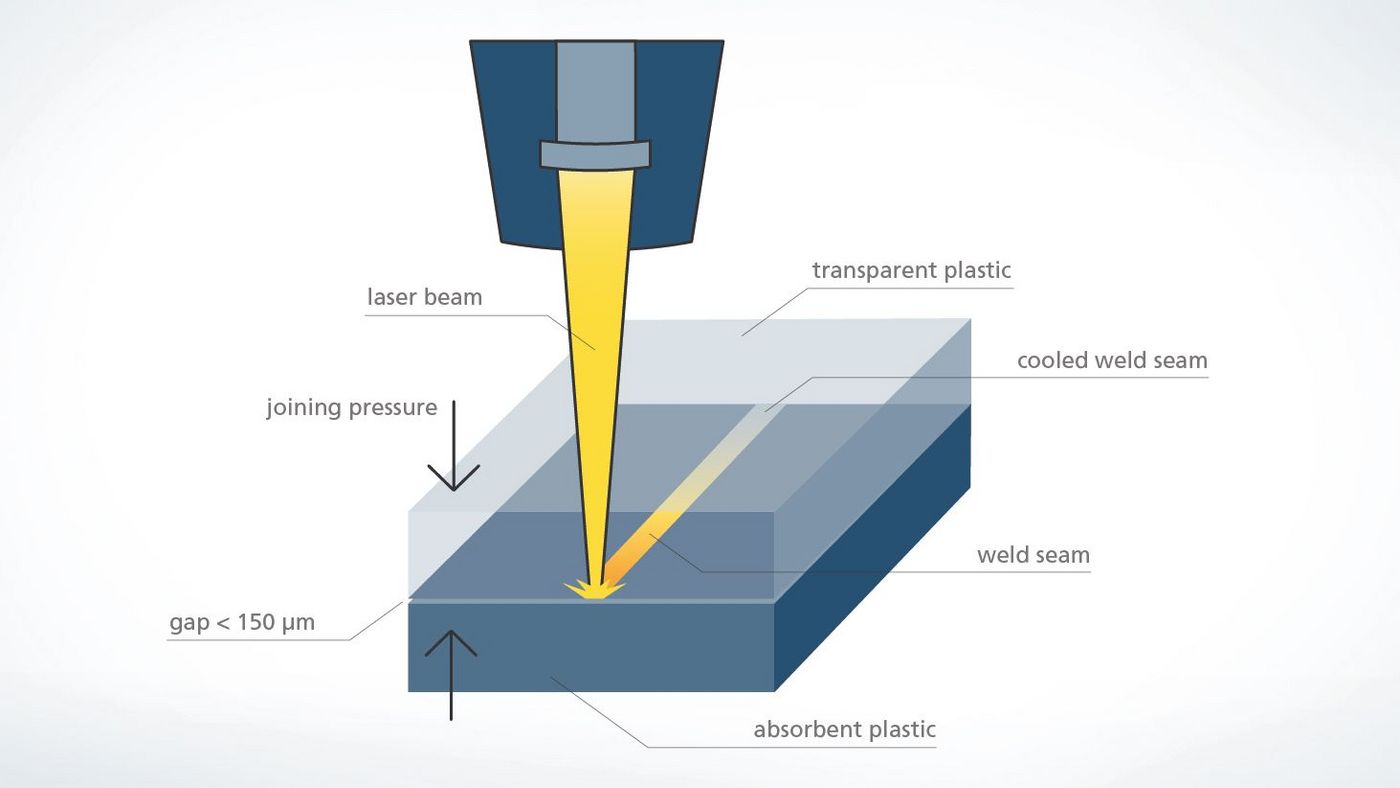
Le soudage laser des matières plastiques au moyen de la méthode par transparence consiste à unir deux types de matières plastiques thermoplastiques : une pièce en matière transparente est traversée par le faisceau laser, et la pièce qui absorbe le laser se réchauffe. La matière plastique qui absorbe l'énergie fait fondre la zone d'assemblage transparente. Pour que le tranbsfert de chaleur soit suffisant, il faut serrer les pièces à joindre l'une contre l'autre dans un dispositif adéquat. Le jeu doit si possible être inférieur à 150 μm. Pour obtenir une liaison durable, il faut que la matière plastique fondue se solidifie. C'est pourquoi le dispositif de serrage continue de presser les deux pièces ensemble pendant une certaine durée après la fin de l'opération de soudage proprement dite.

Soudage des matières plastiques au laser
Un haut niveau de qualité, une bonne reproductibilité et une absence totale de solvant : l'assemblage des matières plastiques au laser présente de nombreux avantages et remplace dans beaucoup de branches les procédés classiques tels que le collage ou le soudage par ultrasons ou par vibration. Le laser permet en outre d'adapter à volonté le cordon de soudure à de nouvelles géométries de composant. L'apport de chaleur local étant très limité, le procédé protège efficacement, par exemple, les composants électroniques sensibles. On distingue typiquement quatre variantes de soudage laser des matières plastiques : le soudage de contour, le soudage quasi-simultané, le soudage simultané et le soudage par masque. Le soudage des matières plastiques utilise en général des puissances laser atteignant environ 300 watts.
Les cordons de soudure sont d'un niverau de qualité élevé et constant. Ils offrent une résistance équivalente à celle de la matière de base.
Le cordon de soudure peut être adapté à n'importe quelle géométrie de composant.
Contrairement au collage ou au soudage par vibration ou par ultrasons, le soudage laser ne laisse pas de résidus de colle ni de flocons de matière plastique.
L'apport de chaleur est localisé, ce qui ménage les composants électroniques sensibles.
Le soudage des matières plastiques n'est pas uniquement respectueux de la matière, mais également de l'environnement.
Comment fonctionne le soudage des matières plastiques au laser ?
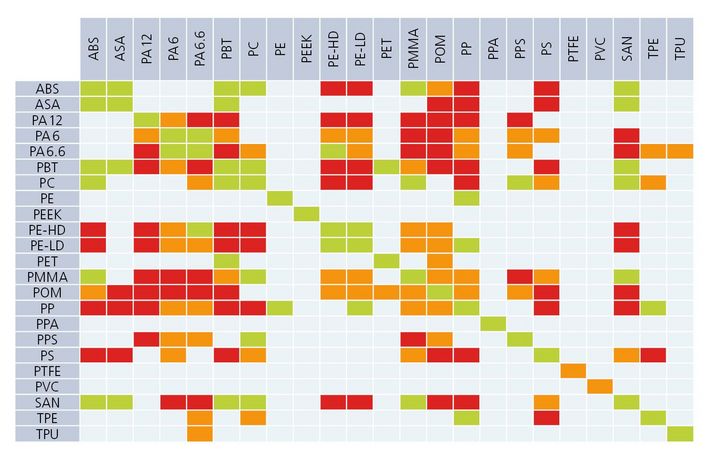
La matrice d'appariement des matières présente l'aptitude au soudage des différentes matières. Les matières plastiques de type similaire offrent la meilleure stabilité de liaison après un soudage au laser. Si la matière plastique contient une part importante de fibre de verre, les soudures obtenues peuvent facilement se révéler cassantes. Il est par conséquent recommandé de ne pas dépasser un taux de fibre de verre de 40 %. L'épaisseur d'une matière transparente au laser contenant de la fibre de verre ne doit pas dépasser 2 mm.
Comme de nombreuses matières thermoplastiques n'absorbent qu'une faible partie du rayonnement des lasers à solide, on leur adjoint des additifs, par exemple de la suie. C'est ce qui rend possible la fusion et le soudage des thermoplastiques par le rayonnement laser. Afin de garantir la reproductibilité des opérations de soudage, il faut être en mesure de positionner les composants de manière reproductible au moyen d'un logement adapté. La force d'assemblage est obtenue en pressant le composant contre un masque de serrage qui épouse son contour, ou contre un verre spécial. Ce verre doit permettre le passage de la lumière laser avec une stabilité mécanique élevée.
Comparaison entre les trois procédés de soudage laser par transparence

Domaines d'application typiques du soudage laser des matières plastiques

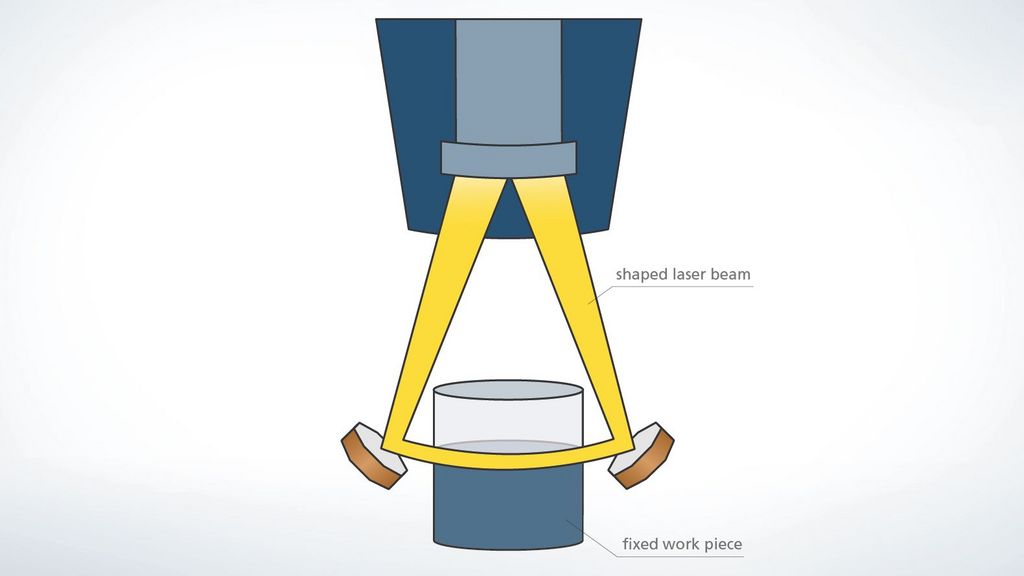
Dans le soudage de contour, un composant à symétrie de rotation tourne devant un faisceau laser fixe. Ce procédé permet par exemple de souder un bouchon de réservoir.

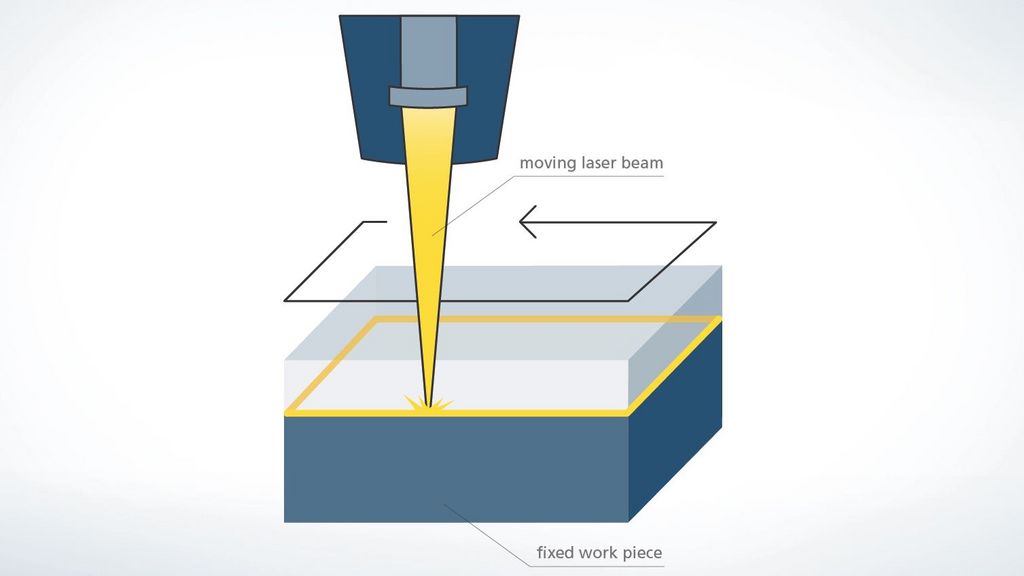
Lors du soudage quasi-simultané, les contours sont parcourus par une optique scanner à intervalles extrêmement rapprochés. Chaque point situé le long du contour est ainsi réchauffé presque simultanément.
Produits TRUMPF pour le soudage laser des matières plastiques
TRUMPF vous offre la solution complète pour le soudage des plastiques, comprenant un laser, une optique de focalisation avec capteurs et la machine laser, ainsi qu'un gabarit si vous le souhaitez, le tout d'une même provenance et parfaitement adapté à votre application spécifique.







