
Der Schmiedehammer fällt auf die Wulst in der Mitte des Rohlings und formt den Messerkropf, der später als Handschutz zwischen Griff und Klinge dient. Die Wucht des Schlags lässt den Klingenstahl in sämtliche Richtungen austreiben und vernichtet alle Kantenbezugspunkte des Werkstücks.
Damit scheidet der Laser aus, um die Konturen des Messers zu schneiden. Denn ohne verlässliche Kanten keine verlässliche Positionierung.
Laserschneiden wäre aber so schön: Die Konturen wären frei programmierbar, der Prozess käme ohne Werkzeug aus, die mechanische Belastung des Stahls wäre gleich null.
Ein einziger Bezugspunkt
Aber es geht nicht. Ging nicht. Nicht in dem Prozess dem der Solinger Messerherstellers Zwilling bislang folgt. Ulrich Nieweg, Abteilungsleiter Vorfertigung bei Zwilling, erzählt: „Vor fünfzehn Jahren führten wir das Stauchschmieden ein, um Klinge, Kropf und Erl – das Griffstück also – aus einem einzigen Rohling zu formen.“
Dabei wird das Stück Klingenstahl erhitzt und zusammengestaucht, in der Mitte formt sich eine Wulst, die eine Spindelpresse zum fertigen Kropf schmiedet. Dieser ist mit seiner definierten Form der einzig konstante Bezugspunkt. „Beim nachfolgenden Stanzen der Kontur nahm die Stanzform den Kropf auf und bestimmte über ihn die Lage des Werkstücks im Werkzeug. Alle anderen Maße spielten für uns nur eine untergeordnete Rolle“, erklärt Nieweg.
Frei programmierbar soll es sein
Die Stauchschmiedelinie funktionierte gut. Aber zwei Effekte machten sich zunehmend bemerkbar: Werkzeugkosten und Umrüstzeiten. „Für jeden Artikel und jede Formänderung konstruierten wir ein neues Stanzwerkzeug. Das verschlang viel Zeit und Geld. Ebenso das regelmäßige Nachsetzen der Werkzeuge. Und der Stanzprozess brachte zusätzliche Spannung in die Klinge ein.“ Das wiederum führte zu Ausschuss, Nachbearbeitungen und Stillstandszeiten.
Der Trend zu häufigeren Designänderungen an der Klinge und zu Sonderserien führte zu noch mehr Stanzformen und Rüstvorgängen. Ulrich Nieweg machte sich also auf die Suche nach einer frei programmierbaren Alternative zur Stanzmaschine: „Wasserstrahlschneiden ging nicht, weil das Werkstück zur Weiterverarbeitung innerhalb der Fertigungszelle trocken sein muss. Plasmaschneiden erzeugt zu viel Abbrand und damit mehr Nacharbeit“, so Nieweg. „Also blieb Laser-schneiden als das einzig Vernünftige für uns.“

Ulrich Nieweg leitet bei Zwilling die Abteilung Vorfertigung.
Bild: Ralf Kreuels
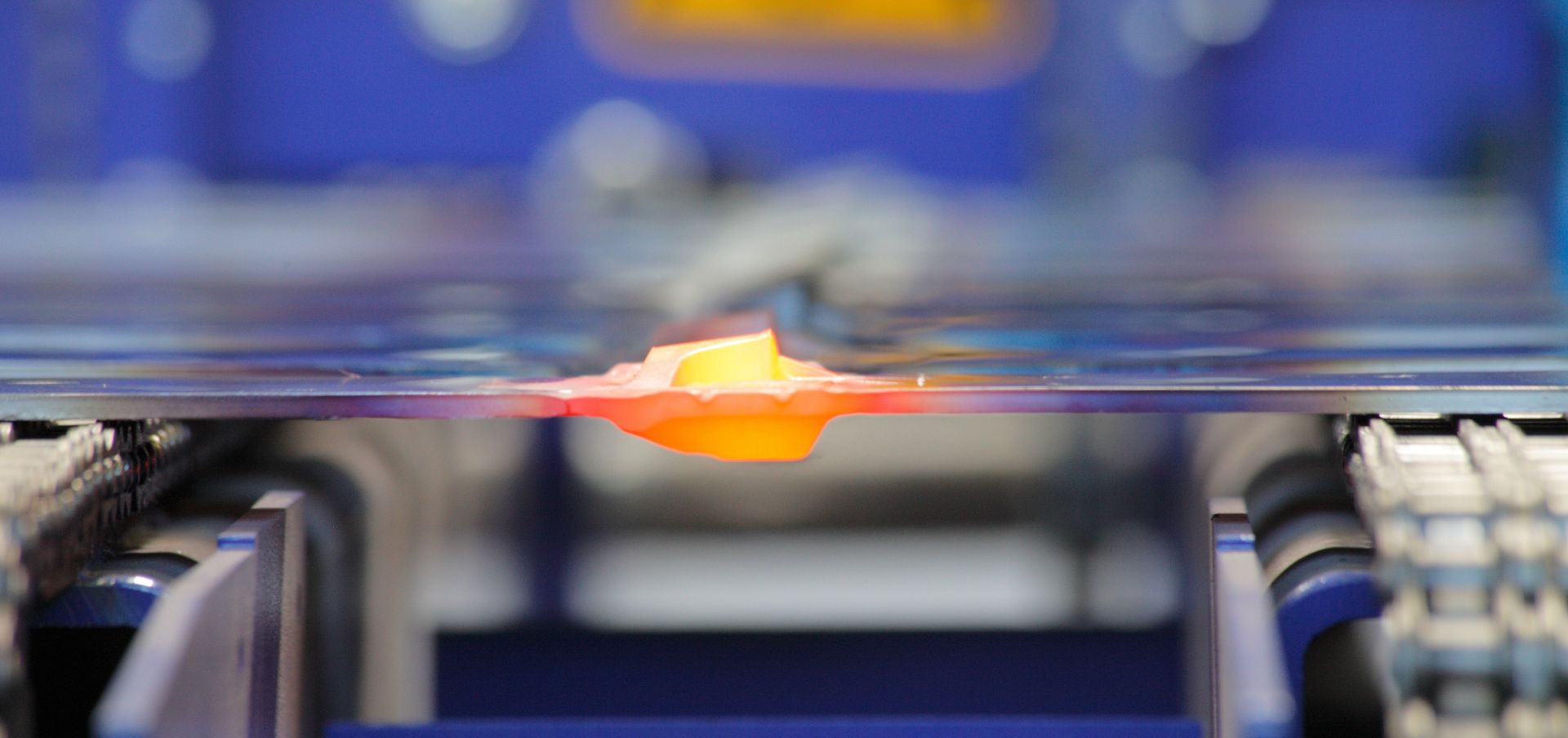
Das wird ein Messer: Die Spindelpresse hat die glühende Wulst zum Kropf geschmiedet. Nun liegt das Werkstück auf der Kühlstrecke. Zwei Lüfter kühlen es von oben und unten gleichmäßig in drei Minuten um 1000 Kelvin auf 200 Grad Celsius ab – ohne Spannungen und Gefügeveränderungen.
Bild: Ralf Kreuels

Der Formgreifer zwingt die Rohlinge in eine definierte Lage und damit ins Bezugssystem der Lasermaschine.
Bild: Ralf Kreuels

Nach dem Konturschneiden warten die Klingen auf das Stiften, Schleifen und Härten.
Bild: Ralf Kreuels
Aufs Handling kommt es an
So weit, so gut. Aber: Über die Form des Kropfes konnte Nieweg sein Werkstück nicht in der Spannvorrichtung positionieren. Die Schneidebahn führt ja direkt am Kropf entlang.
„Eine optische Positionierung ist in diesem Spezialfall nicht präzise genug. Wir wollen ja ein langes Werkstück über eng beinander liegende Punkte ausrichten. Da addieren sich kleine Toleranzen bei der Erfassung zu mehreren Millimetern Abweichung über die Länge auf“, erklärt Nieweg. „Auf die Lösung kamen wir erst, als wir aufhörten, uns über die Aufspannung in der Lasermaschine den Kopf zu zerbrechen und uns die gesamte Automatisierung ansahen.“ Die besteht aus drei Schritten mit zwei Übergabepunkten: Am Übergabepunkt eins übernimmt der Roboter den 1.200 Grad heißen Rohling aus der Spindelpresse und legt ihn auf einer Kühlstrecke ab.
Am Übergabepunkt zwei entnimmt der Roboter den auf 200 Grad abgekühlten Rohling aus der Kühlstrecke und platziert ihn in der Spannvorrichtung. „Normalerweise würde die Spannvorrichtung das Werkstück so ausrichten, dass der Laser zuverlässig schneidet“, erklärt Nieweg. „Das ging bei uns nicht. Also ist das jetzt der Job des Roboters.“
Positionierung über das Koordinatensystem des Roboters
Dieser legt das Werkstück an einer genau definierten Position in einer exakten Lage ab — ohne Kamera, ohne Sensorik; nur mit seiner „Hand“. Die besteht aus einem Greifer mit der exakten Negativform des Kropfes. Der Formgreifer zwingt den Kropf und damit das ganze Werkstück in eine definierte Position. Diese Position kann nun für die Programmierung des Prozesses als gegeben gelten. Damit der Roboter am Ende der Kühlstrecke blind zupacken kann und das Werkstück trotzdem genau am Kropf erwischt, schiebt ein Zylinder den Rohling anschließend auf eine fest programmierte Position.
Der Roboter legt den Rohling anschließend in die Spannvorrichtung auf dem Drehwechseltisch einer TruLaser Cell 3000 ein. Die Vorrichtung schließt. Jetzt erst öffnet sich der Formgreifer. Der Rohling liegt fest eingespannt in der Position, in der der Roboter ihn abgelegt hat.
Wieder kann die Programmierung mit einer gegebenen Position arbeiten — ganz ohne zusätzliche Kommunikation zwischen Roboter und Maschine, wie Nieweg erklärt: „Der Roboter nimmt etwas an der Position x-y-z auf, schwenkt und legt es an der Position x1-y1-z1 ab. Der Tisch dreht sich und die Lasermaschine fährt blind die programmierten Schneidkoordinaten ab.“
Die Stadt Solingen in der Nähe von Düsseldorf ist seit dem 13. Jahrhundert berühmt für ihre scharfen Messer und erstklassigen Klingen. Neben anderen Solinger Messermachern bürgt die Zwilling J. A. Henckels AG für den guten Ruf der Klingenstadt und produziert hochwertige Messer und Scheren, aber auch Kochtöpfe und Bestecke. Gegründet wurde das Unternehmen am 13. Juni 1731 — also im Sternzeichen Zwilling. Damit ist „Zwilling“ eine der ältesten Marken der Welt.
Die TruLaser Cell 3000 bietet eine hochflexible 5-Achs-Lasermaschine und eignet sich für zwei- oder dreidimensionales Schneiden und Schweißen kleiner bis mittlerer Bauteile.
Schneller Rüstwechsel
Nieweg ist von der erreichten Flexibilität und Programmierbarkeit begeistert: „Früher mussten wir für jede kleine Variation der Klingenform ein neues Stanzwerkzeug fertigen und rüsten. Heute schicken wir einen neuen Datensatz rüber. Das war’s.“
Im Sommer 2013 baute das Zwilling-Team Lasermaschine und die Automation in die Linie ein. Jetzt laufen sie im Vollbetrieb. Die Linie produziert pro Stunde rund 100 Klingen in 15 Varianten. „Beim Linienrüstwechsel sind wir jetzt eine halbe Stunde schneller“, sagt Nieweg. „Das macht jedes Mal 50 Klingen mehr!“
Ulrich Nieweg selbst war während der letzten Installationsphase im Sommerurlaub. „Ich kam zurück und sah das Ding arbeiten. Da war ich schon stolz, dass ich jetzt auch Mitglied im Laserklub bin.“



