Leichtbauwerkstoff Stahl? Klingt zunächst widersprüchlich. Allerdings birgt Stahl großes Potenzial. Denn bei nahezu keinem anderen Werkstoff lassen sich die mechanischen Eigenschaften mit der Wahl der Legierungszusammensetzung und der Wärmebehandlung so gezielt einstellen.
Kleinere, dünnwandigere und leichtere Bauteile aus hochfesten Stählen nehmen dann die gleichen Kräfte auf wie wesentlich schwerere, dickwandigere aus konventionellen Stählen. Zugleich sind diese Werkstoffe jedoch eine große Herausforderung für den Fügeprozess: Sie neigen zu Heißrissen. Das gilt vor allem für axialsymmetrische, runde Bauteile, wie sie beispielsweise im Getriebe bei der Verbindung eines Zahnrads mit einer Welle oft anzutreffen sind — insbesondere im Bereich des Schweißnahtendes, wo die Leistung reduziert wird, um einen Endkrater zu vermeiden. Diese Risse reduzieren die (Dauer-)Festigkeit der Schweißnaht im Betrieb und sind daher nach der Norm DIN EN ISO 13919 nicht zulässig.
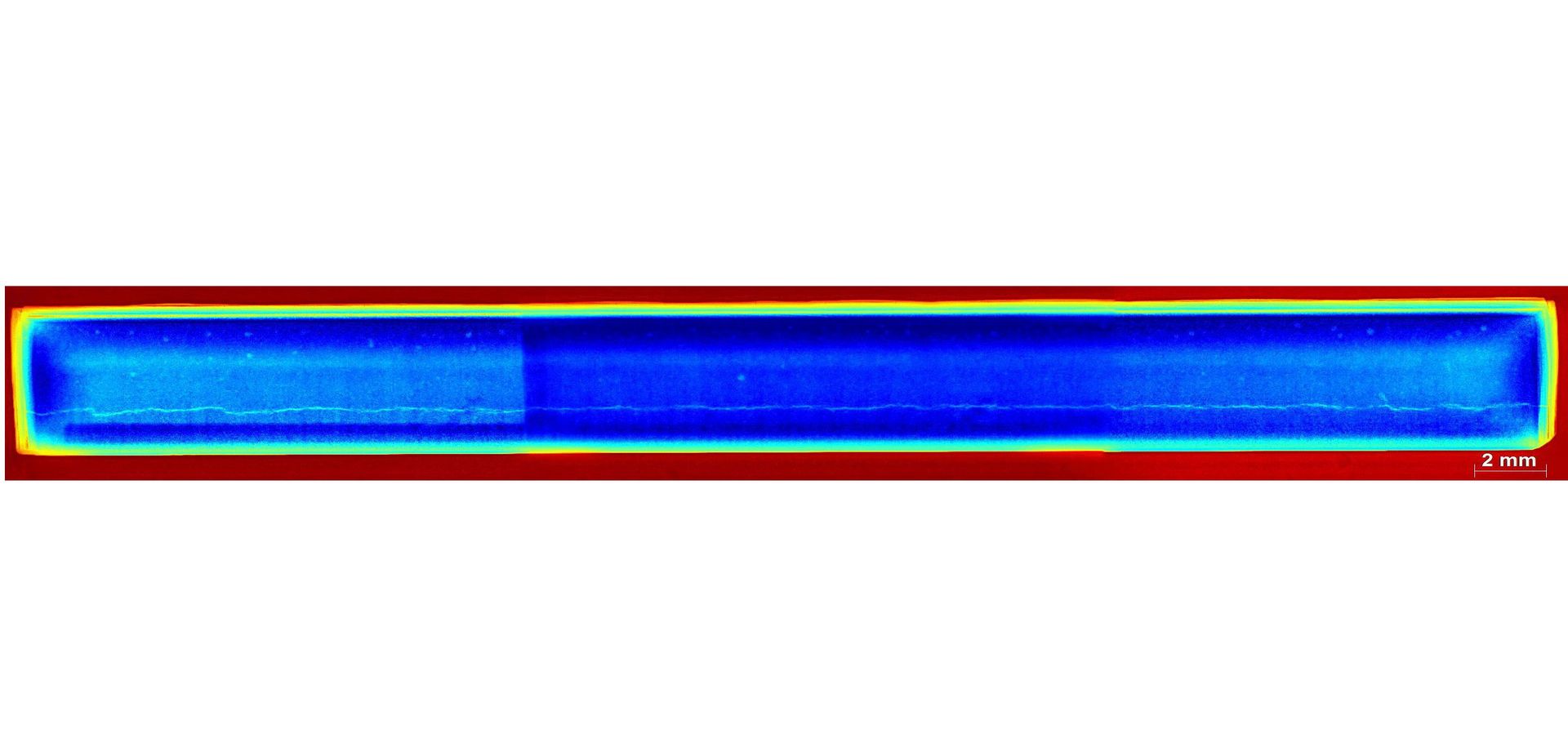
Heißriss durch die gesamte Länge der Schweißnaht.
Bild: Marcel Schäfer
Kalt- oder Heißrisse
Um Kaltrisse zu vermeiden, haben sich mittlerweile vor allem zwei Wege etabliert. Der eine Weg führt über einen zusätzlichen Werkstoff, der mittels Draht der Fügezone zugeführt wird und lokal die Zusammensetzung der Legierung verändert. Der zweite Weg ist, das Bauteil bei hinreichend hoher Temperatur vorzuwärmen.
Beide Maßnahmen verfolgen das Ziel, weniger Martensit — ein sehr harter Gefügebestandteil des Stahls — in der Schweißnaht zu erzeugen. Der führt einerseits zu einer hohen Aufhärtung und andererseits, infolge des Volumensprungs, zu hohen Spannungen in der Fügezone.
Heißrisse hingegen entstehen aufgrund eines komplexen Zusammenspiels zwischen der Zusammensetzung der Legierung, der konstruktiven Auslegung sowie der Position der Schweißnaht am Bauteil.
Auswirkungen haben auch die Parameter für den Schweißprozess, die die thermische Belastung des Werkstücks bestimmen. Heißrisse bilden sich beim Schweißen während des Abkühlvorgangs am Übergang von der flüssigen Metallschmelze in den festen Zustand. Gleichzeitig treten Spannungen und Dehnungen auf. Diese Trennungen des Materials verlaufen entlang von Korngrenzen (interkristallin), in deren Bereich zum Teil eine Ansammlung niedrigschmelzender Phasen vorliegt.
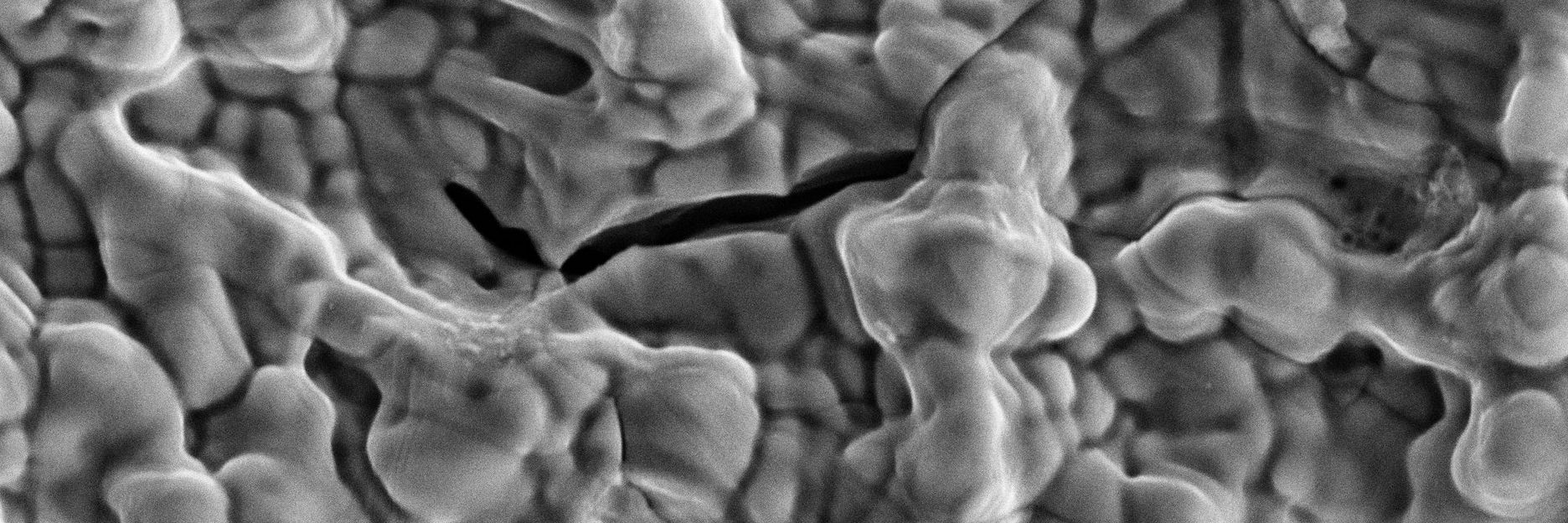
Heißrisse sind klein und erreichen nur selten die Ausdehnung einiger Millimeter. Gegenstand der vorliegenden Untersuchung sind Heißrisse, die sich im eigentlichen Schweißgut bilden. Diese Erstarrungsrisse entstehen oft weit unter der Oberfläche und lassen sich nur schwer finden. Im Gegensatz zu Kaltrissen zeichnen sich Heißrisse durch frei erstarrte, dendritische Oberflächen aus, die mithilfe eines Rasterelektronenmikroskops (REM) zu erkennen sind.
Keyhole ist der Schlüssel
Der Energieeintrag in den Schweißprozess erfolgt beim sogenannten Tiefschweißen, indem der Laserstrahl das Material verdampft. Der entstehende Verdampfungsdruck führt zur Ausbildung einer Dampfkapillare. Aufgrund des dynamischen Verhaltens dieser Dampfkapillare, im Englischen „keyhole“ genannt, entstehen die Fluidbewegungen innerhalb des sich in Vorschubrichtung anschließenden Schmelzbads.
Die Metallschmelze umströmt die Dampfkapillare und bildet im rückwärtigen Teil des Schmelzbads Wirbel aus, welche die dreidimensionale Geometrie des Schmelzbads beeinflussen. Die Verknüpfung dieser drei Faktoren — Dampfkapillare, Schmelzbad, Heißrisse — findet sich in einer Periodizität: Die Frequenz der Schwingungen von Keyhole und Schmelzbad entsprechen der Entstehungsfrequenz der Heißrisse.
Umgekehrt lässt sich deshalb über die Art des Energieeintrags in das Keyhole Einfluss auf die Schmelzbadwirbel und die Schmelzbadgeometrie nehmen. Analysiert wurden diese Schmelzbadbewegungen über verschiedene Messtechniken. Zum einen entstand eine neue Methode, um ein mittleres Abbild der Strömungsverhältnisse im Schmelzbad zu gewinnen — eine Art Fußabdruck des Prozesses. Das Verfahren bringt zusätzliche Partikel in das Schmelzbad ein, um ihre Bahnen — und damit die Strömungen — mithilfe von Röntgenstrahlung zu beobachten und aufzuzeichnen. Beispielsweise ließ sich so die Umkehr der Drehrichtung des Wirbels im oberen Teil des Schmelzbads bei einer Verschiebung der Fokuslage um eine Rayleighlänge beobachten.
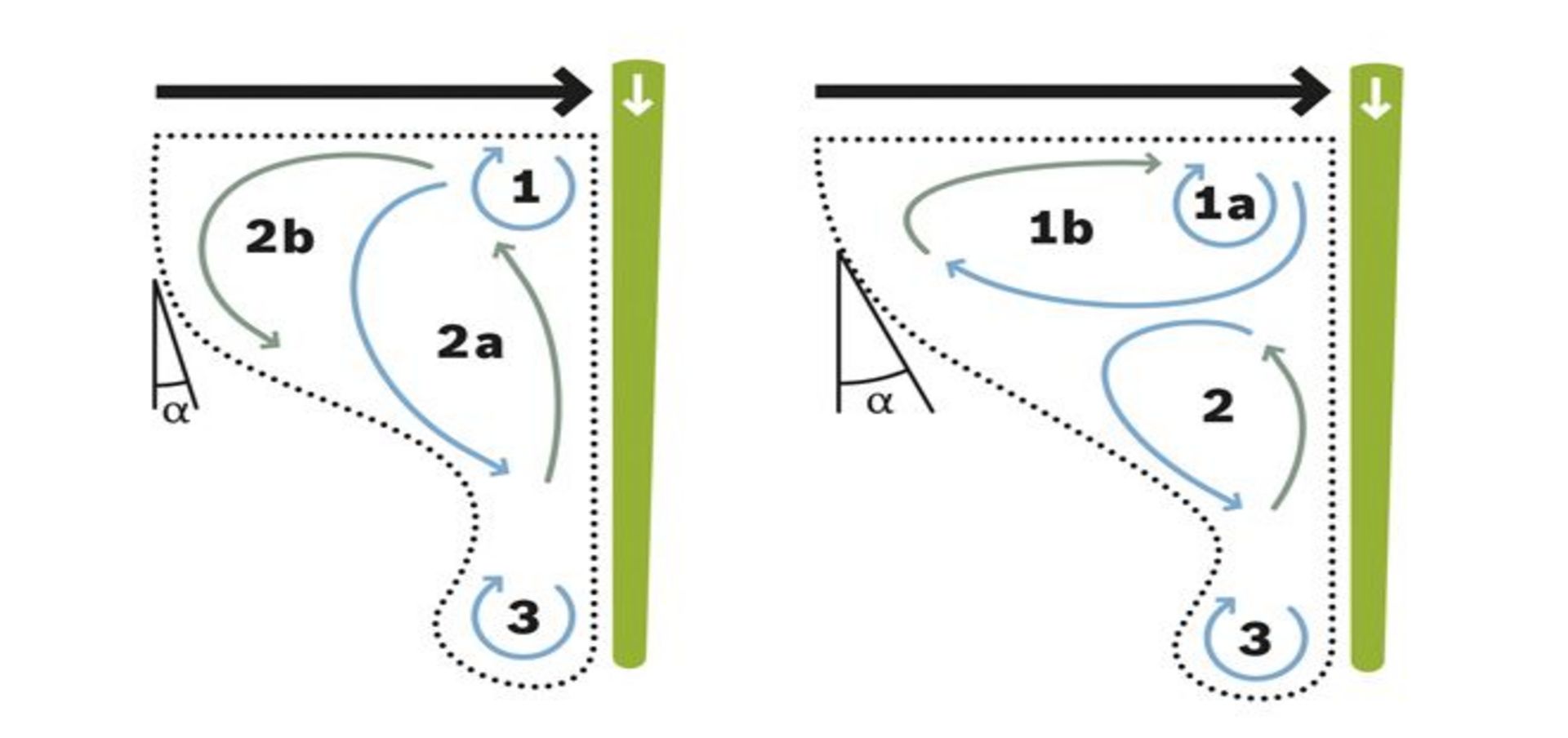
Veränderungen in der Strömungsdynamik beim Schweißen mit unterschiedlicher Fokuslage.
Bild: Marcel Schäfer
Es zeigte sich, dass sich, indem sich die Geometrie des Schmelzbads ändert, auch der Ort der maximalen Dehnung mit der Fokuslage verschiebt.
Gleichzeitig konnte mit derselben Verschiebung der Fokuslage eine geringere Heißrissneigung beobachtet werden. Die Verbindung zwischen den veränderten Strömungsverhältnissen und der veränderten Geometrie des Schmelzbads mit der reduzierten Rissbildung wurde mithilfe thermomechanischer Simulationen untersucht. Es zeigte sich, dass sich, indem sich die Geometrie des Schmelzbads ändert, auch der Ort der maximalen Dehnung mit der Fokuslage verschiebt. Damit lassen sich die Voraussetzungen zur Bildung von Heißrissen beeinflussen.
Folglich müssen zur Vermeidung von Heißrissen „nur“ die Strömungen und somit die Geometrie des Schmelzbads hinreichend stark beeinflusst werden. Zur Veränderung des Energieeintrags in das Keyhole kommen verschiedene Möglichkeiten infrage.
Zum einen wurden Laser unterschiedlicher Brillanz (Strahlparameterprodukt 2 mm * mrad bis 24 mm * mrad) mit unterschiedlichen Fokussierbedingungen verwendet. Zum anderen wurde der Einfluss der Wellenlänge des Lasers (1,03 µm und 10,6 µm) bei gleichen optischen und mechanischen Randbedingungen untersucht — leider alles ohne Erfolg.
In beiden Fällen ließen sich die Form und Ausprägung der Risse zwar verändern, eine Rissbildung aber nicht gänzlich vermeiden. Zudem zeigt sich ein erheblicher Anstieg der Rissneigung, sobald mit höheren Schweißgeschwindigkeiten gearbeitet wird.
Marcel Schäfer bei den Versuchen zum Fügen hochfester Stahlwerkstoffe. Die Versuche wurden im Laserapplikationszentrum bei TRUMPF und am Institut für Strahlwerkzeuge, Universität Stuttgart, durchgeführt.
Bild: Marcel Schäfer
Doppelter Durchbruch
Den Durchbruch brachten dann gleich zwei Vorgehensweisen. Die erste Technik zur Rissvermeidung ist das Doppelstrahlschweißen. Hierbei wird die Leistung des Hauptstrahls im Verhältnis 72 : 28 auf einen Haupt- und einen Nebenstrahl aufgeteilt. Sofern der Nebenstrahl in Vorschubrichtung nachlaufend (Tandem) angeordnet ist und zudem an einer bestimmten Position des gemeinsamen Schmelzbads auftrifft, lassen sich die Risse vollständig vermeiden. Allerdings erforderte dies eine Anpassung des Abstands an die jeweilige Schmelzbadlänge, die sich wiederum zwingend aus der gewählten Laserleistung ergibt.
Die zweite Technik ist das Schweißen mit zeitlich modulierter Laserleistung. Bei gezielt gewählter Amplitude der kontinuierlichen Modulation lassen sich Risse in einem breiten Bereich der Modulationsfrequenz vollständig vermeiden — unabhängig von der Einschweißtiefe und der Schweißgeschwindigkeit.
Wie die Analyse der Strömungsverhältnisse im Schmelzbad und ihrer Geometrie ergab, bewirkt die zeitlich modulierte Leistung eine deutliche Veränderung. Zudem lassen sich Schwankungen der Schmelzbadlänge während des Schweißprozesses an der Oberfläche thermografisch erfassen und erheblich verringern. Damit gibt es eine messbare Größe zur Kontrolle und zur Stabilisierung des Prozessverhaltens. Versuchsreihen mit Echtteilen beweisen schon jetzt das große Potenzial des Verfahrens, hochfeste Stahlwerkstoffe in Zukunft rissfrei zu schweißen.