Glas per Licht bearbeiten zu wollen – das ist zunächst ein irrwitziger Gedanke. Die offensichtliche Eigenschaft von Glas ist es schließlich, lichtdurchlässig zu sein. Die meist infraroten Strahlen eines Festkörperlasers gehen daher einfach durch Glasscheiben hindurch.
Bei ultrakurz gepulstem Laserlicht im Piko- oder Femtosekundenbereich ist das allerdings nicht so: Die hohe räumliche und zeitliche Photonendichte in den Pulsen verändert den Absorptionsmechanismus transparenter Materialien. Saphir und Glas werden somit perfekt bearbeitbar für Laserstrahlen.
Der Turbo für Material-Modifikation im Glas
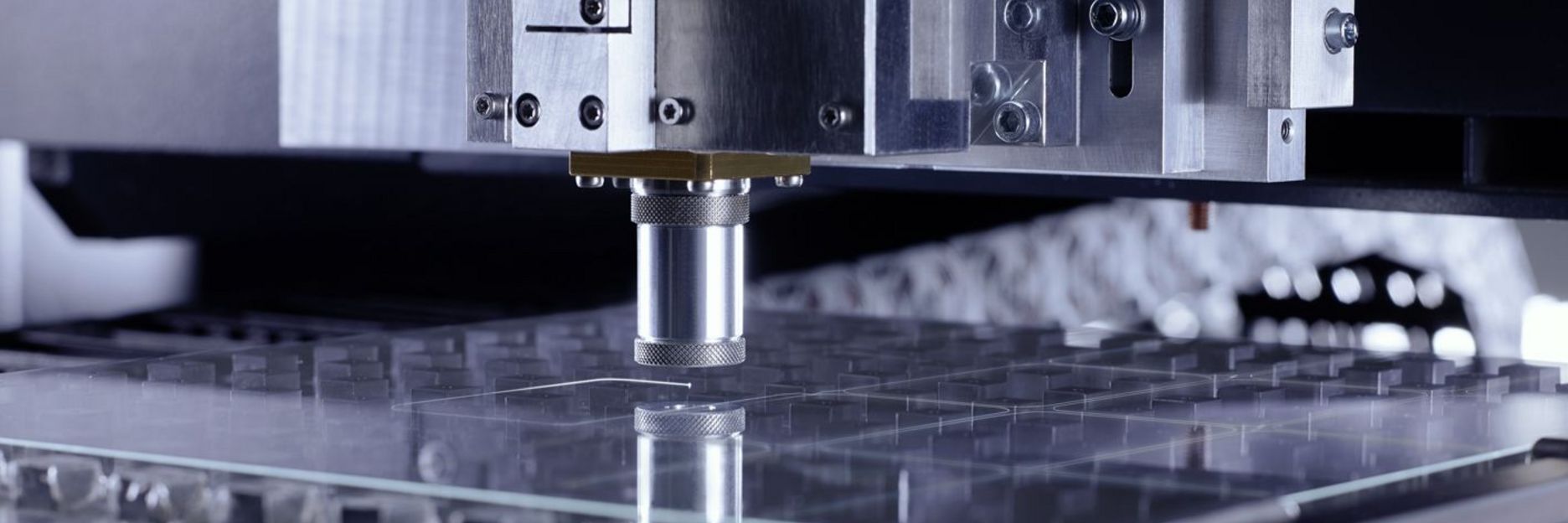
Statt Glas ablativ zu schneiden und sich Puls um Puls durchzuarbeiten, gibt es seit kurzem ein elegantes Verfahren, um speziell dünne, gehärtete Gläser zu trennen, etwa für Smartphone-Displays: die Material-Modifikation. Ultrakurz gepulste Laserstrahlen fokussieren in das Innere des Glases und modifizieren dort eine schmale Zone entlang der gewünschten Trennlinie.
Die Veränderung erzeugt eine intrinsische Spannung, das Glas reißt kontrolliert und spiegelglatt auf den Hundertstelmillimeter genau – und das in völlig freien Konturen. Nun hat TRUMPF eine Optik entwickelt, die diesen Vorgang um das Hundertfache beschleunigt: die TOP Cleave.
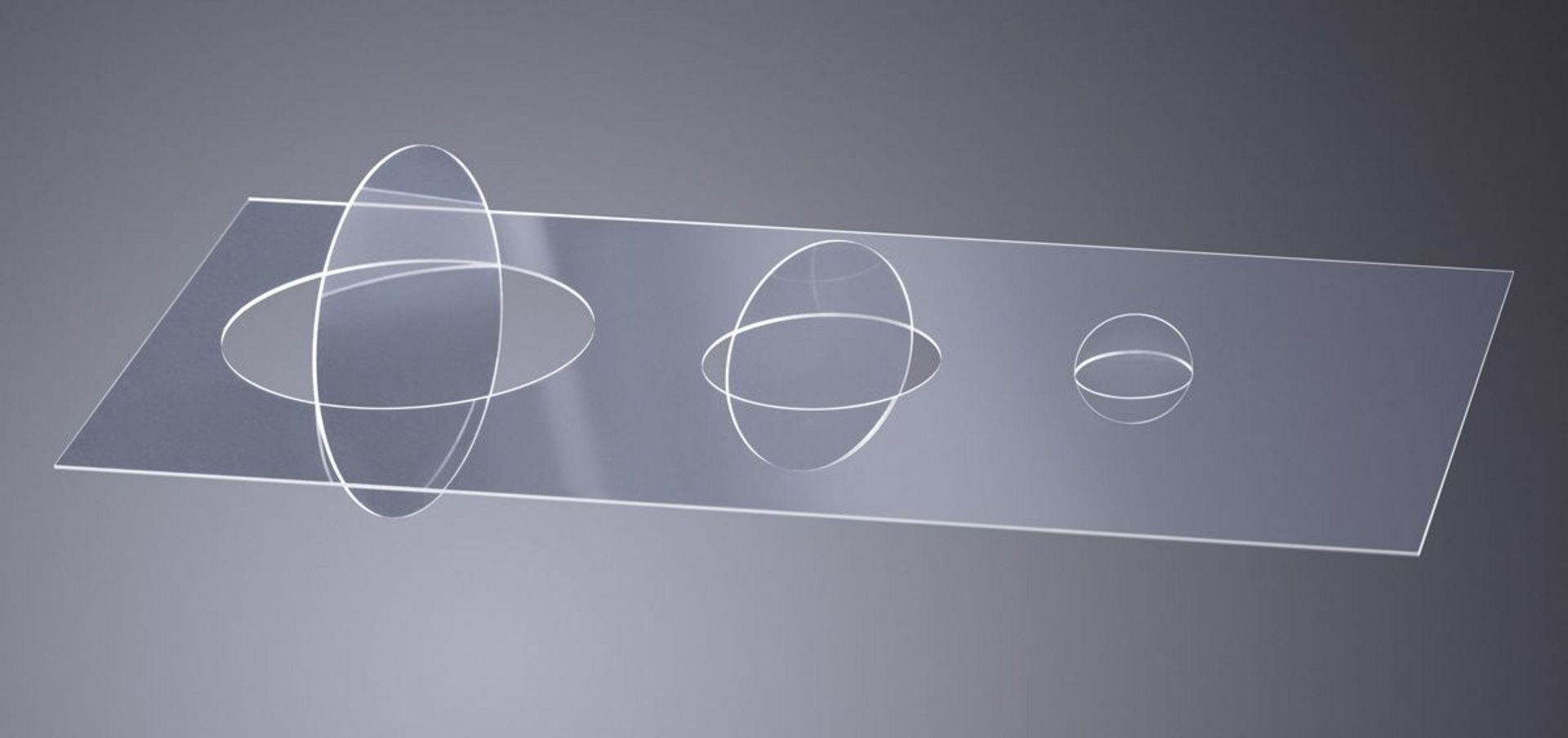
Die TOP Cleave Optik verteilt die Leistung eines Ultrakurzpulslasers entlang der Strahlachse und erzeugt eine Fokuslinie. Das erhöht die Geschwindigkeit bei der Trennung von Glas per Materialmodifikation um das Hundertfache auf einen Meter pro Sekunde.
Beste Kantenqualität bei ultradünnen Gläsern.
Ultrakurzpulslaser bringen eine intrinsische Spannung ins Glas ein. Die Scheibe reißt kontrolliert entlang der Spannungslinie.
Völlig freie Konturen und auch Innenkonturen sind so kein Problem.
Sie verteilt die Intensität des Laserlichts gleichmäßig entlang der Strahlachse. Dadurch wird der Fokus in die Länge gezogen – aus dem Fleck wird eine Fokuslinie. Auf diese Weise rastern die Laserpulse das Glas nicht mehr Ebene für Ebene durch, sondern modifizieren mit einer einzigen Überfahrt – je nach Pulsenergie – die komplette innere Trennfläche einer bis zu 700 Mikrometer dicken Scheibe.
Die leistungsstarken TruMicro Laser kommen bei dieser Dicke mit der TOP Cleave auf eine Trenngeschwindigkeit von bis zu einem Meter pro Sekunde – einhundert Mal schneller als ohne.
TruMicro 5080 trennt Millimeter dickes Glas
Das neue Flaggschiff unter den TruMicro Lasern ist der TruMicro 5080: Er liefert mit bis zu 1.000 Kilohertz die höchste Repetitionsrate und mit maximal 500 Mikrojoule die energiereichsten Pulse in der industriellen Ultrakurzpulslaserwelt. Der Laser verfügt über 150 Watt mittlere Leistung – das macht ihn extrem stark in allen Anwendungen.
Die TOP Cleave Optik kann die hohe Leistung des TruMicro 5080 auf einer so langen Fokuslinie verteilen, dass das Laserlicht Gläser mit einer Dicke von mehr als einem Millimeter modifizierend trennt. Den TruMicro 5080 gibt es auch als Femto Edition. Er ist der erste Industrielaser, der Femtopulse mit grüner Wellenlänge erzeugen kann.
Damit verbindet er das Beste zweier Welten: Trotz höherer Spitzenintensitäten tragen Femtosekunden-Laserpulse noch weniger thermische Energie in das Werkstück ein als Pikosekundenpulse und eignen sich damit besonders zur extrem feinen Bearbeitung von Metall oder thermisch sensibler Materialien wie spezieller Folien.

Das neue Flaggschiff der TruMicro Laser: Mit einer mittleren Leistung von 150 Watt, einer Repetitionsrate von bis zu 1.000 Kilohertz und einer maximalen Pulsenergie von 500 Mikrojoule ist er der momentan stärkste industrielle Ultrakurzpulslaser.
Grünes Licht lässt sich sehr klein fokussieren. Die grünen Strahlen haben eine größere Rayleigh-Länge als infrarotes Licht und dadurch mehr Tiefenschärfe. Daher eignet sich der TruMicro 5080 besonders gut dazu, extrem feine und präzise Löcher zu bohren, etwa für Einspritzdüsen.
Ein weiterer Vorteil des TruMicro 5080: Er ist leicht integrierbar in Industriemaschinen und lässt sich im Inneren der Anlage warten. Eine aufwändige Entnahme und anschließende Neujustierung des Strahlwegs entfällt.
Dafür sorgt ein neues technisches Konzept: Alle relevanten Komponenten für Wartung und Austausch – etwa Stromleitungen, Kühlleitungen, Elektronik oder optischer Raum – sind leicht zugänglich. Das senkt die Stillstandzeit der Bearbeitungsmaschine und erhöht deren Wirtschaftlichkeit beträchtlich.