De meeste buigstukken worden vervaardigd door middel van vrijbuigen, matrijsbuigen en felsen en dichtdrukken. Ze werken volgens hetzelfde principe: Een stempel drukt het werkstuk in de matrijs. Buigmachines waarmee bovengenoemde processen worden uitgevoerd, worden ook wel kantpersen genoemd. Naast kantpersen biedt TRUMPF ook zwenkbuigmachines aan.
Buigen – methoden
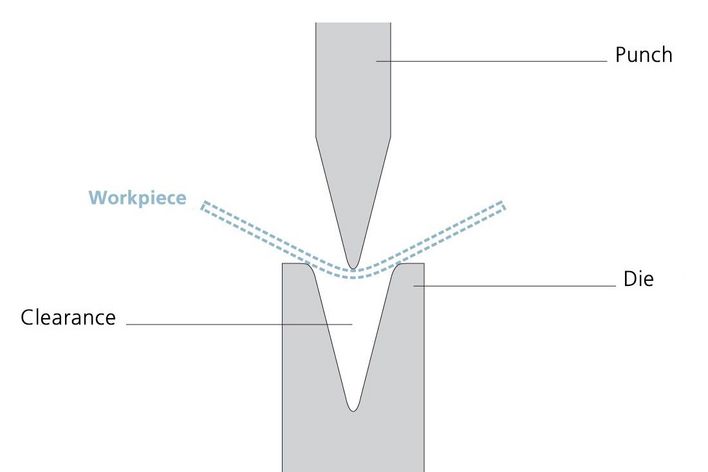
Vrijbuigen
Bij het vrijbuigen drukt de stempel het werkstuk in de matrijs zonder het tegen de wanden van de matrijs aan te drukken. Terwijl de stempel naar beneden beweegt, buigen de buigbenen van het werkstuk naar boven en ontstaat er een hoek. Hoe dieper de stempel het werkstuk in de matrijs drukt, des te kleiner de hoek wordt. Tussen de stempel en matrijs blijft daarbij vrije ruimte over. Men spreekt bij het vrijbuigen van een trajectafhankelijk proces. Voor elke hoek is een specifiek traject nodig. De machinebesturing berekent dit traject en tegelijkertijd de bijbehorende perskracht. Traject en perskracht zijn afhankelijk van het gereedschap en de materiaal- en producteigenschappen (hoek, lengte).
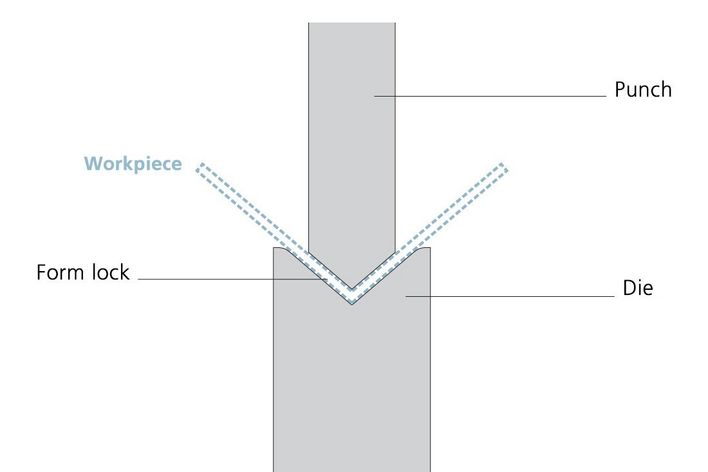
Matrijsbuigen
Bij het matrijsbuigen perst de stempel het werkstuk volledig in de matrijs, zodat er tussen matrijs, werkstuk en stempel geen vrije ruimte meer is. Dit proces wordt vormsluiting genoemd. De stempel en matrijs moeten precies in elkaar passen. Daarom zijn voor elke hoek en elke vorm een andere gereedschapsset nodig. Als het werkstuk volledig in de matrijs is geperst, kan de stempel niet verder naar beneden bewegen. De machinebesturing verhoogt de perskracht echter totdat de vastgelegde waarde is bereikt. Daardoor stijgt de druk op het werkstuk en neemt het de contouren van de stempel en matrijs aan. Onder de hoge druk stabiliseert de hoek zich, zodat er nagenoeg geen terugvering is.
Felsen en dichtdrukken
Plaatranden worden vaak helemaal omgebogen, bijvoorbeeld de randen van bakjes. De buigbenen liggen dan parallel aan elkaar. Daarmee wordt het hele geproduceerde werkstuk stabieler en worden de randen beschermd. Felsen zijn vaak ook nodig om er later een ander deel in te kunnen hangen. Het felsen en dichtdrukken gebeurt in twee stappen: Eerst buigt de operator een hoek van 30° voor. Vervolgens legt hij het werkstuk opnieuw op de machine en drukt de hoek dicht. Er is sprake van felsen als daarbij tussen de buigbenen een spleet blijft bestaan. Bij het dichtdrukken worden de buigbenen volledig tegen elkaar gedrukt. Felsen is trajectafhankelijk. Dichtdrukken is daarentegen krachtafhankelijk.

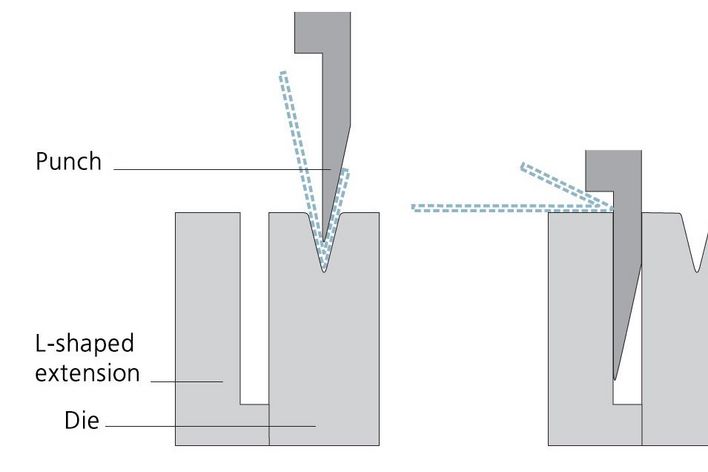
Zwenkbuigen
De in de machines geïntegreerde buigbalk bestaat uit een C-profiel waarop het onderste en bovenste buiggereedschap is gemonteerd. Bij het buigen beweegt het C-profiel naar boven of naar beneden of het voert een kleine ellipsvormige beweging, het zwenken, uit. Zwenkbuigmachines werken halfautomatisch en blinken vooral uit door snelheid en flexibiliteit, juist bij lage aantallen. Met de zwenkbuigtechnologie kunnen bovendien met het hetzelfde gereedschap op productieve wijze verschillende radii op een component worden gecreëerd.


Contact