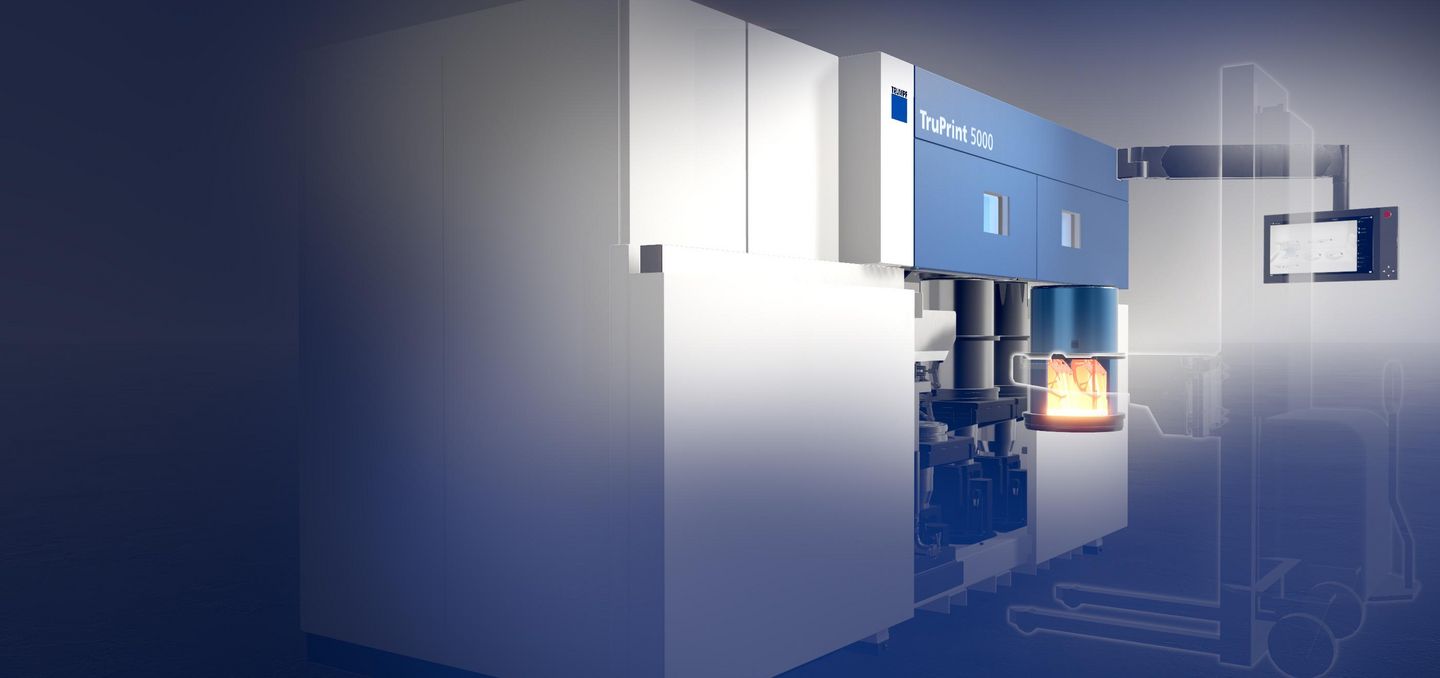
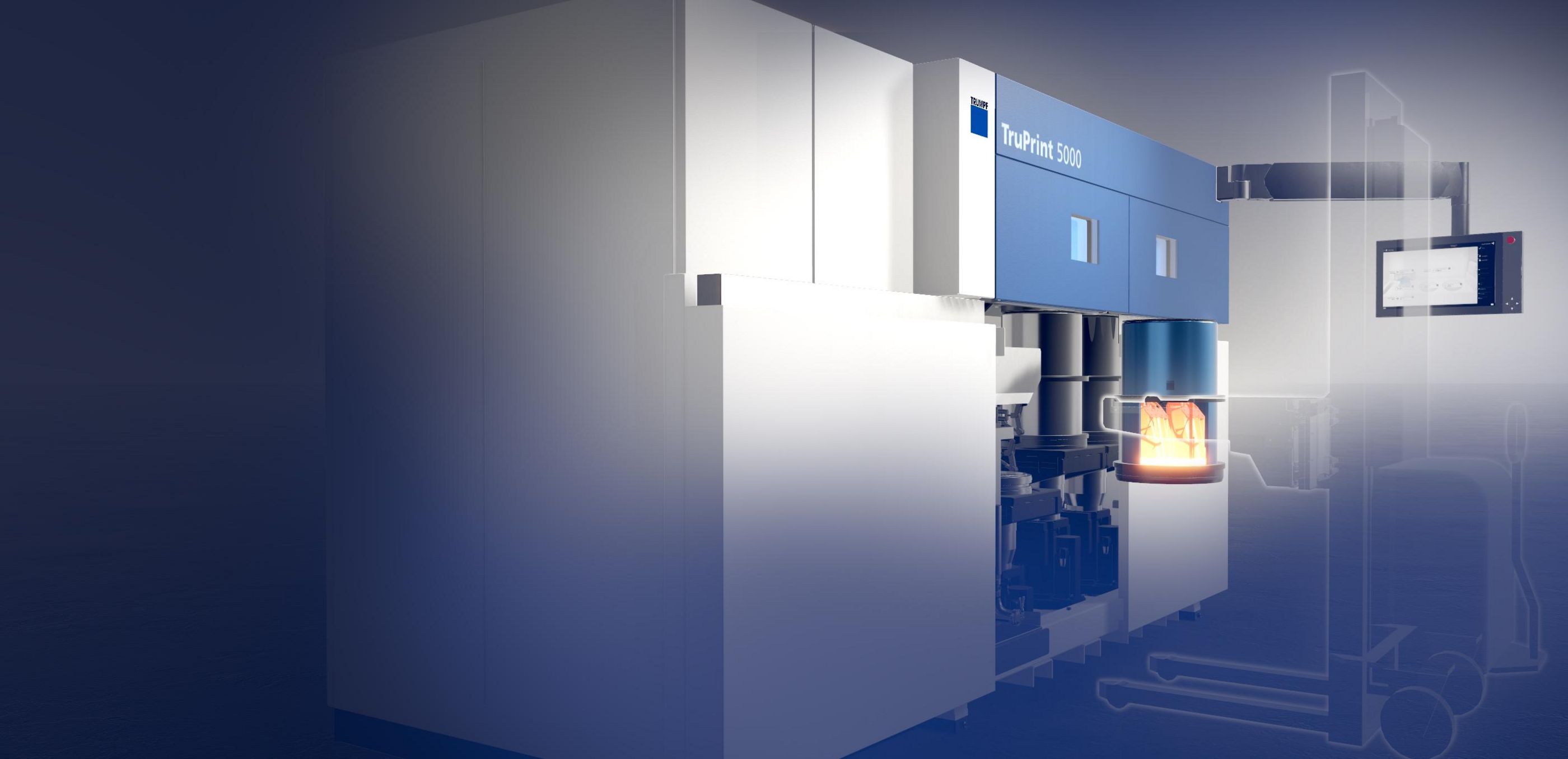
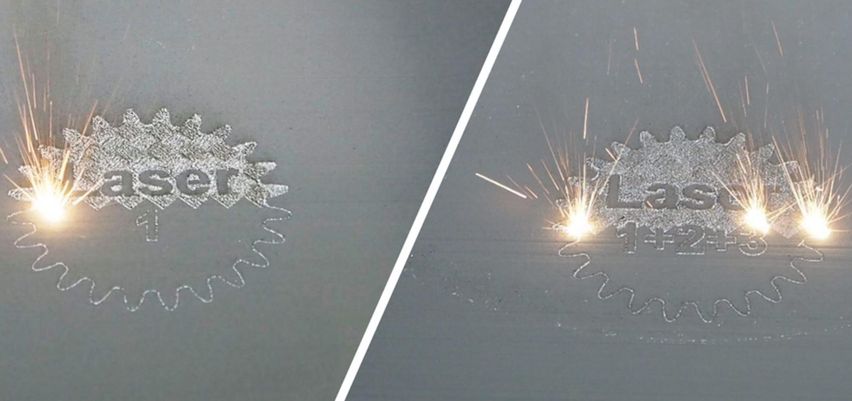
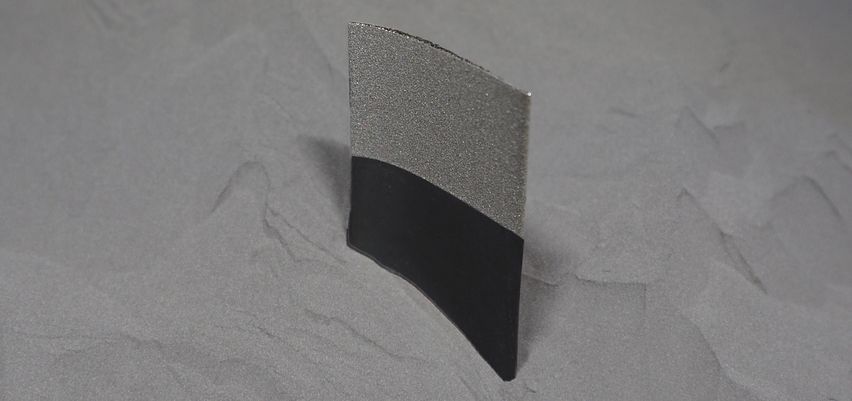
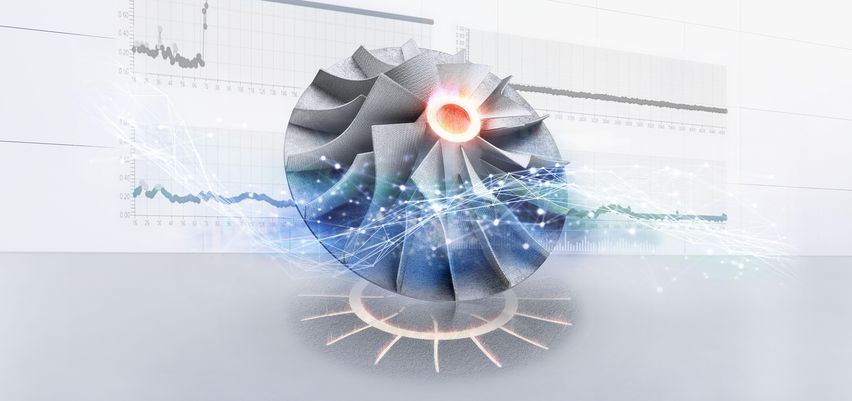
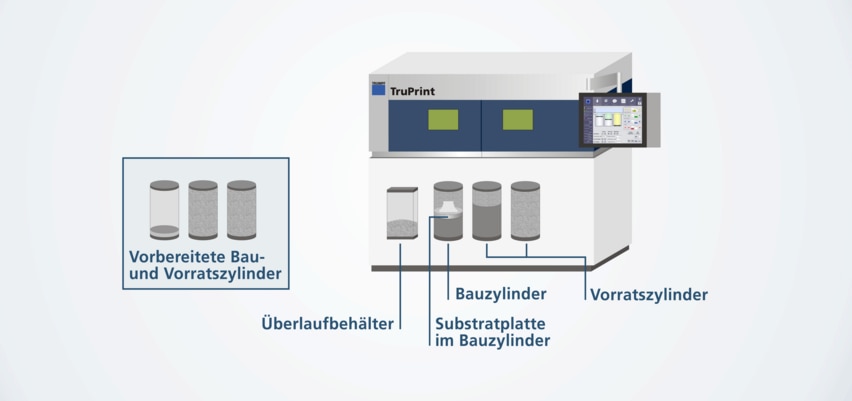
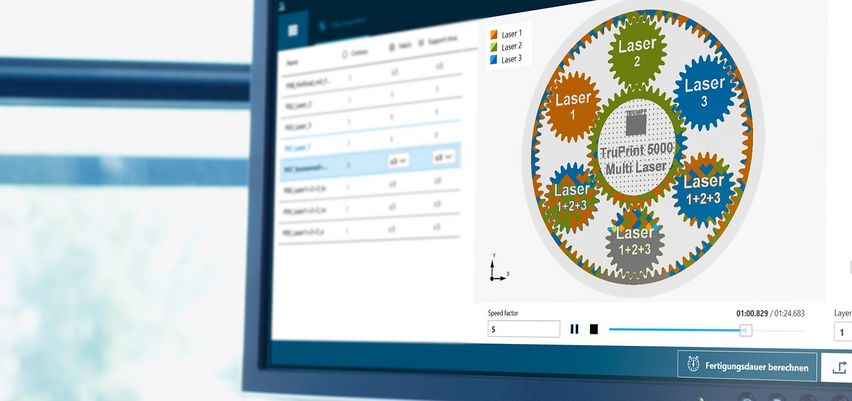
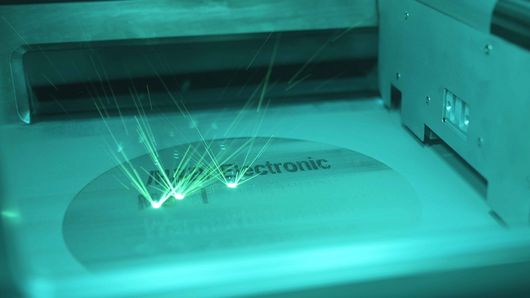
Wysokowydajny, częściowo zautomatyzowany system druku 3D TruPrint 5000 umożliwia przemysłową produkcję seryjną. Funkcje, takie jak opcjonalne podgrzewanie wstępne do temperatury 500°C oraz wyposażenie multilasera pełnopolowego obejmujące trzy lasery włóknowe TRUMPF o mocy 500 W stanowią doskonałe możliwości wykonywania najbardziej wymagających zadań w przemyśle. Maszyna szybko i niezawodnie wykonuje wysokiej jakości elementy z różnych materiałów metalowych – spełniając jednocześnie wysokie wymogi jakości w dziedzinie budowy narzędzi i form – również za pomocą druku 3D na półfabrykatach form wstępnych, w lotnictwie i astronautyce oraz w technice medycznej. Opcjonalnie wszystkie procesy produkcyjne: przesiewanie, drukowanie, stygnięcie i wytrząsanie proszku mogą się odbywać w atmosferze gazu ochronnego W zestawieniu z zewnętrznym systemem zarządzania detalami i proszkiem oraz systemami monitorującymi marki TRUMPF jest ona przystosowana do przemysłowej seryjnej produkcji addytywnej.
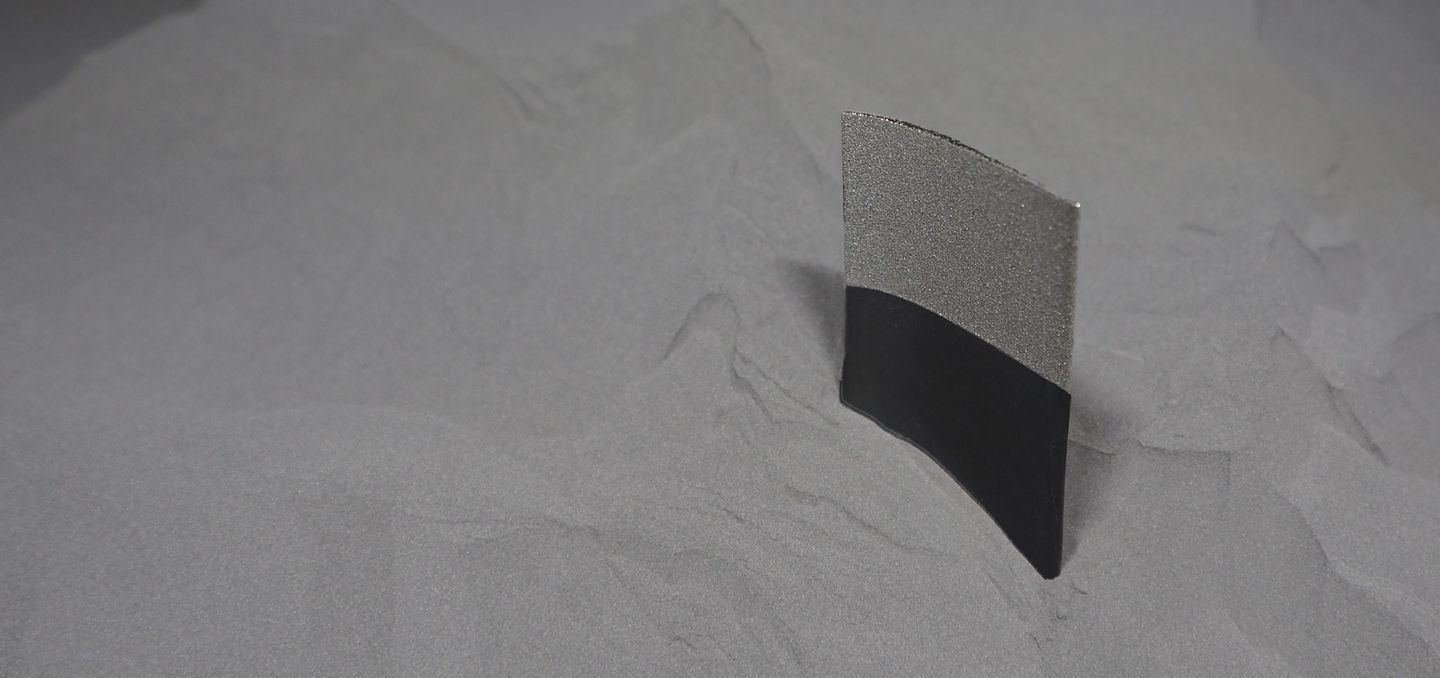
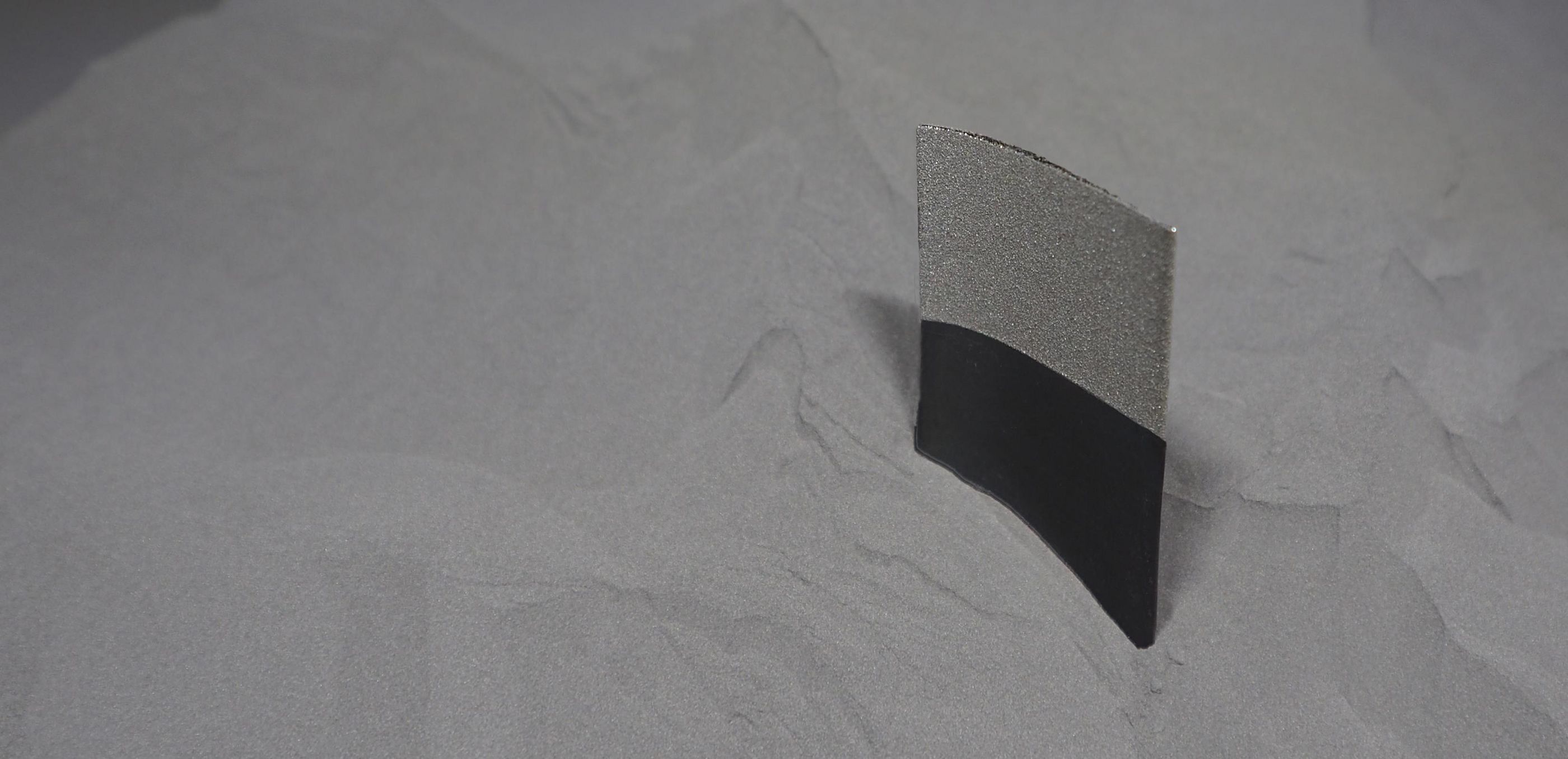
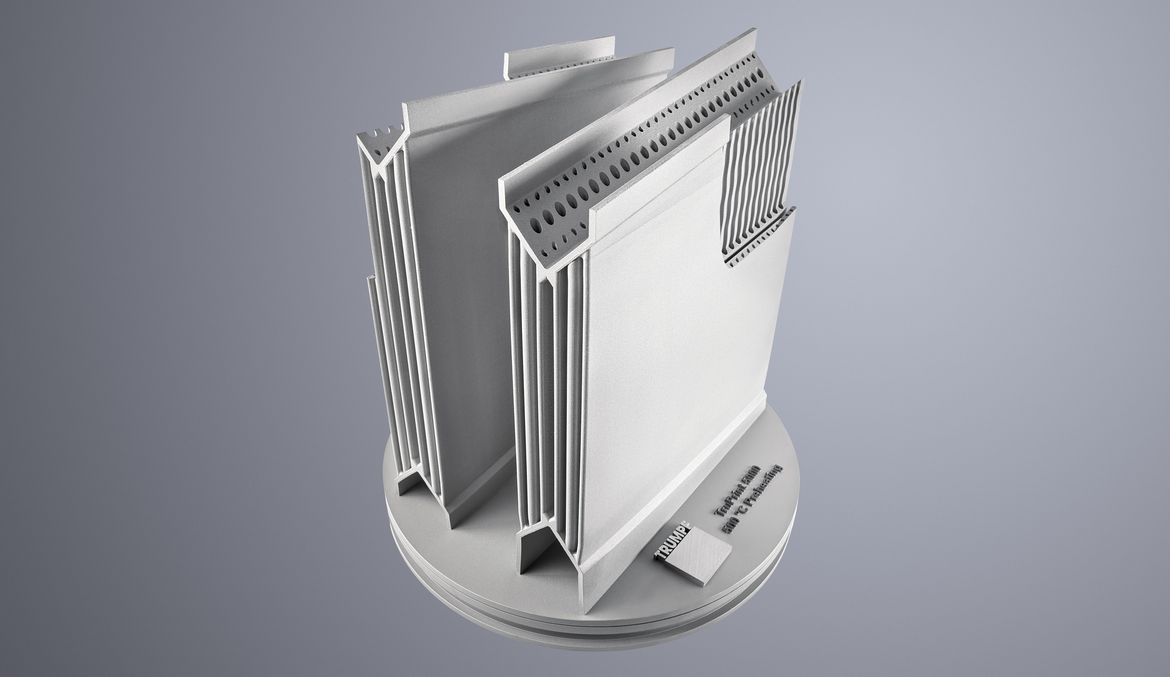
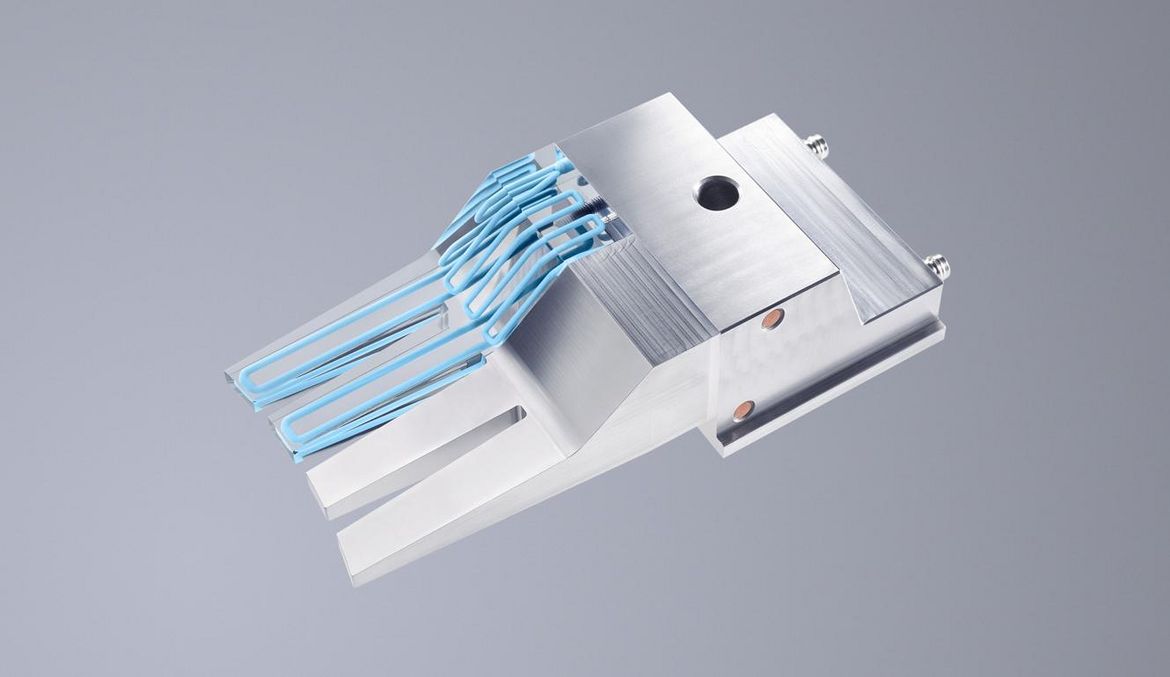
Dzięki opcji form wstępnych TruPrint 5000 wspiera hybrydową produkcję elementów. Struktury elementów, które mają być wytwarzane addytywnie, są w tym celu nanoszone na półfabrykat. To innowacyjne rozwiązanie zostało zaprojektowane w szczególności z myślą o łatwej obsłudze narzędzi i budowy form.