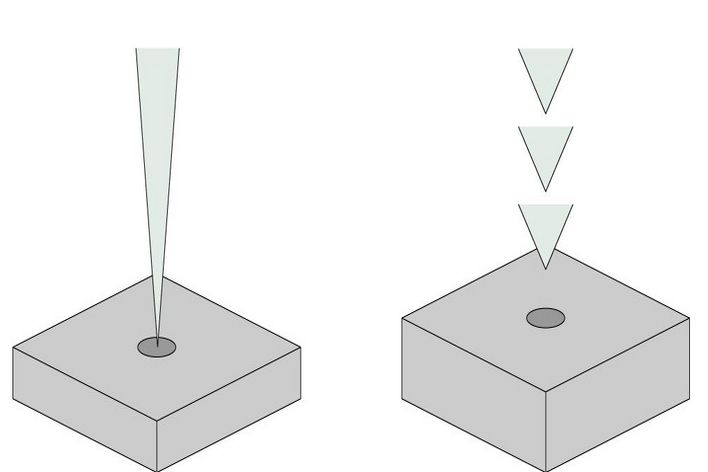
Podczas wiercenia laserowego krótki impuls lasera o dużym skupieniu mocy w bardzo krótkim czasie dostarcza energię do przedmiotu obrabianego. Powoduje to topienie i parowanie materiału. Im większa jest energia impulsu, tym więcej materiału topi się i paruje. Podczas parowania gwałtownie zwiększa się objętość materiału w wierconym otworze i powstaje wysokie ciśnienie. Ciśnienie pary wypycha stopiony materiał z otworu.
Procesem szczególnym jest laserowa obróbka z zastosowaniem ultrakrótkich impulsów laserowych w zakresie pikosekundowym. Na skutek sublimacji materiał bez topienia się przechodzi bezpośrednio ze stanu stałego w gazowy – element nie ulega w związku z tym rozgrzaniu.
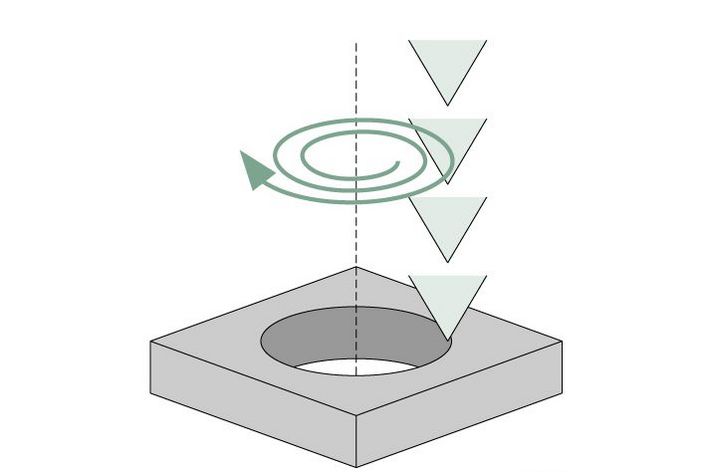
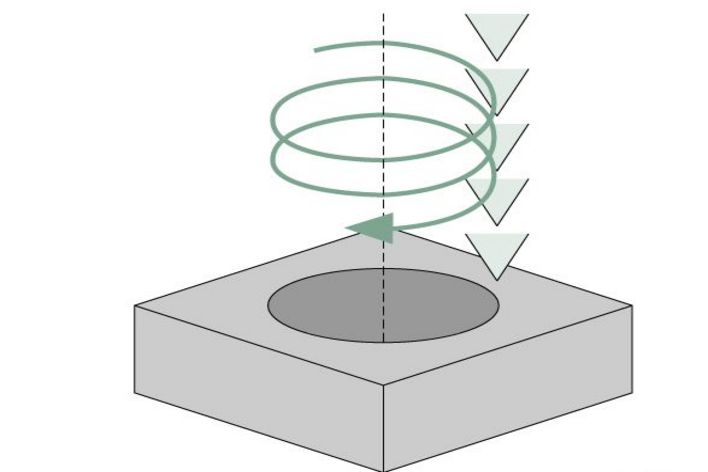
Z czasem w oparciu o podstawową zasadę powstało więcej metod wiercenia: