Lasery mają przewagę nad konwencjonalnymi, mechanicznymi procesami cięcia szkła. O ile cięcie mechaniczne szkła można realizować tylko przy bardzo niewielkich prędkościach, aby uniknąć uszkodzeń strukturalnych wskutek mikropęknięć i naprężeń, laser dzięki obróbce bezdotykowej osiąga znacznie krótsze czasy obróbki. Ponadto zużywanie się komponentów mechanicznych w procesach tradycyjnych wymaga systematycznej konserwacji tych ostatnich, aby zagwarantować niezmiennie dobrą jakość komponentów produkcyjnych. W przypadku lasera nie ma takiej konieczności.
Obróbka szkła
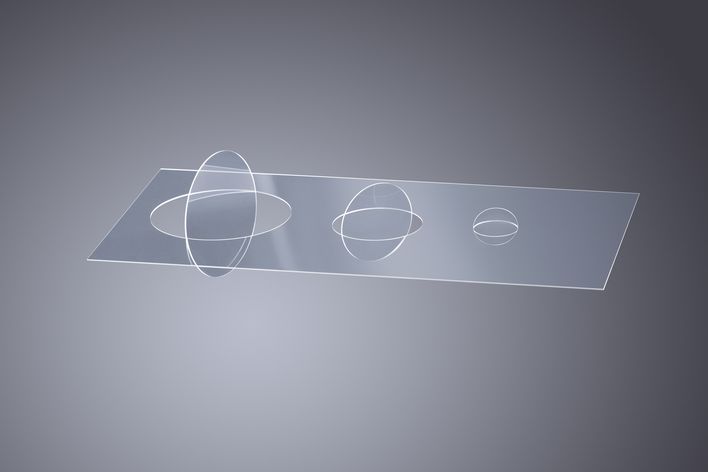
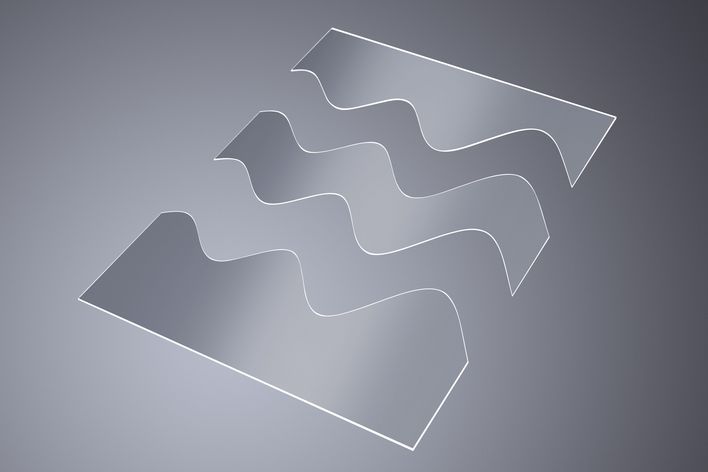
Do cięcia szkła szczególnie nadają się ultrakrótkie impulsy laserowe, które bez kłopotu mogą obrabiać szkło ze względu na wyjątkowo wysoką jakość cięcia. Oprócz urządzenia laserowego bardzo ważny jest optymalny układ prowadzenia promienia. Układ prowadzenia promienia także wzdłuż osi promienia jest przykładem najnowszych osiągnięć technologii optycznych, który pozwala na optymalną prędkość procesu i związaną z tym ekonomiczność cięcia szkła. Pionierski projekt firmy TRUMPF podbił zatem trzeci wymiar układu promienia, który pozwala na idealne dostosowanie promienia do wymogów przezroczystego materiału.
Klasyczny, niemodyfikowany promień lasera osiąga swą największą intensywność w ognisku, co oznacza, że będzie ona znacznie wyższa od tej, która wymagana jest do odparowania materiału. W ten sposób marnuje się dużo energii. Zasadniczym założeniem układu prowadzenia promienia jest znalezienie optymalnego rozdziału intensywności promieniowania, aby poprawić efektywność procesu. Zamiast koncentrować większość intensywności na bardzo małej przestrzeni w ognisku promienia, intensywność promieniowania jest względnie równomiernie rozdzielana wzdłuż całej osi promienia, aby osiągnąć maksymalną efektywność. Tą metodą można podnieść posuw promienia lasera (a jednocześnie ekonomiczność procesu) o kilka rzędów wielkości aż do poziomu 1 metra na sekundę i więcej.
Podsumowanie: Właściwy dobór parametrów lasera, jak np. energia impulsu, współczynnik nakładania i powtarzalności impulsów, zapobiega powstawaniu mikropęknięć, eliminując konieczność pracochłonnego wykańczania.
| Materiał | Szkło |
| Proces tradycyjny | Mechaniczny, trawienie chemiczne |
| Wyzwanie | Obróbka nieniszcząca |
| Laser | TruMicro 6020 HE |
| Długość fal | 1030 nm / 515 nm |
| Układ optyczny | TOP Cleave |
| Maks. energia impulsu | 2mJ / do 8 mJ w trybie Burst |
| Prędkość | 100–1000 mm/s w zależności od procesu i geometrii |
| Korzyści | Obróbka nieniszcząca, bez wykańczania, bez zużycia narzędzi dzięki obróbce bezdotykowej, możliwa dowolna geometria z minimalnymi korekcjami, elastyczność |
Produkty


Kontakt