Vor fünfzig Jahren war ein Auto aus Stahl. Punkt. Das bisschen Holz, Leder, Gummi und Glas für Innenausbau und Elektrik fiel kaum ins Gewicht. Heute macht Stahl bei den meisten Autos nur noch etwas mehr als die Hälfte aus. Der Rest ist eine Mischung aus Aluminiumlegierungen, Kunststoffen und Faserverbundkunststoffen wie etwa CFK. Und auch der Werkstoff Stahl ist längst vielfältiger geworden: Immer mehr verschiedene Speziallegierungen werden im Leichtbaufahrzeug genutzt.
Also stellt sich in der Automobilindustrie, im Flugzeugbau und anderen Branchen die Frage: Wie kriegen wir all diese verschiedenen Werkstoffe zusammen – oder auseinander? Und: Wie passt die wachsende Sammlung an Verfahren in eine moderne, schlanke Fabrik?
Antworten gibt es viele: Es gibt das einfachste Verfahren, das speziellste, das genaueste und das flexibelste. Und in immer mehr Antworten kommt das Wort „Laser“ vor.
Trennen
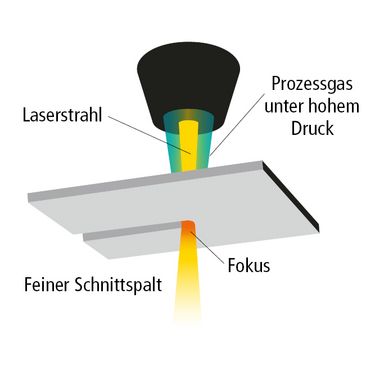
Die hohe Wärmeleitfähigkeit und die hohe Reflektivität von Aluminium zwingen dazu, langsamer und mit höherem Energieeinsatz zu schneiden als in Stahl. Lange Zeit lohnte sich das Laserschneiden von Aluminiumwerkstoffen deshalb nur selten. Wellenlänge und Strahlqualität moderner Festkörperlaser ermöglichen jedoch mittlerweile hochproduktive industrielle Schneidapplikationen wie das Entgraten von Druckgussteilen.
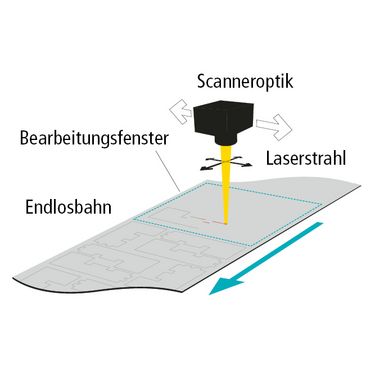
Die Laserbearbeitung von Kunststoffen mit unterschiedlichsten Strahlquellen zählt inzwischen zu den industriellen Standards. Laser trennen nicht nur, sie ritzen oder perforieren auch Werkstücke, um Sollbruchstellen zu erzeugen, Klimatisierung zu ermöglichen oder Durchlichteffekte zu erzeugen. Ultrakurzpulslaser trennen und perforieren sogar ultradünne Hochleistungskunststoffe wie Kapton-Folien.
Das unterschiedliche Einkoppelverhalten des Lichts bei Faser- und Matrixwerkstoff galt lang als Hindernis beim Trennen von Faserverbundwerkstoffen. Es schien die Vorteile gegenüber mechanischen Verfahren aufzuheben, obwohl diese ebenfalls mit den Fasern kämpfen. Mittlerweile lässt sich die Wärmeeinflusszone jedoch genau kontrollieren oder mit kalter Bearbeitung auf wenige Mikrometer reduzieren.
Fügen – gleiche Werkstoffe
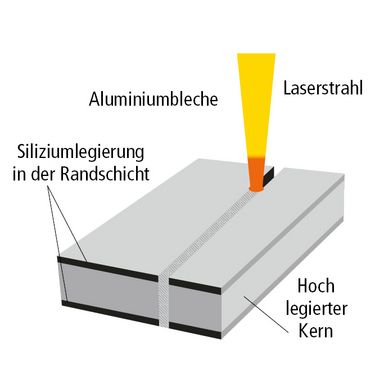
Bei Aluminium waren auch Laserverfahren bislang auf Zusatzwerkstoffe angewiesen. Aktuell gibt es zwei Strategien, eine dritte Komponente im Prozess zu vermeiden. Der eine Weg ist, Kompositmaterialien zu nutzen, die den Zusatzwerkstoff zum Beispiel als Beschichtung gleich mitbringen. Der andere ist, durch Manipulation der Schmelze mit einem oszillierenden Strahl das Abkühlverhalten zu beeinflussen.
Laser übernehmen auch hier zunehmend die Klebevorbereitung. Außerdem etabliert sich aktuell das Laserdurchstrahlschweißen etwa für Gehäuse elektronischer Bauteile. Dabei durchläuft der Strahl den oberen Fügepartner, der aus einem für seine Wellenlänge transparenten Kunststoff gefertigt ist, und schmilzt den Werkstoff des unteren auf. Die thermische Belastung ist minimal und die Oberfläche bleibt unberührt.
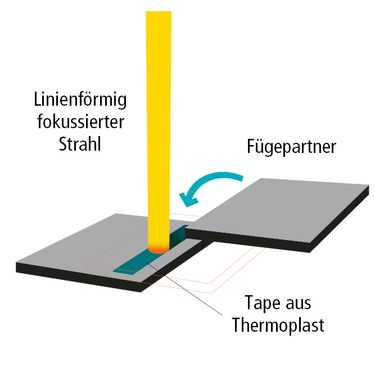
Zwei Hauptverfahren, um Faserverbundkunststoffe zu fügen, sind Kleben und Taping. Beim Kleben reinigen zunehmend Hochleistungsnanosekundenlaser — oft im UV-Spektrum — die Oberfläche präzise an der Klebestelle und strukturieren sie in geeigneter Form vor. Beim Taping wiederum stellen Laser auch die Haftung her: Ihr Licht schmilzt das „Tape“ — eine Folie aus thermoplastischem Kunststoff — unmittelbar vor dem Fügen auf.
Fügen – unterschiedliche Werkstoffe
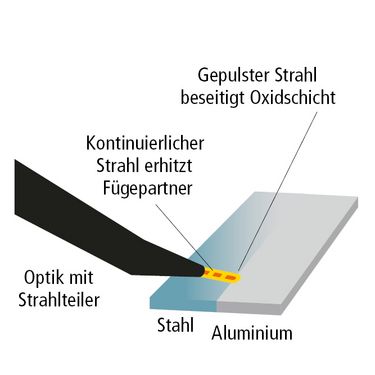
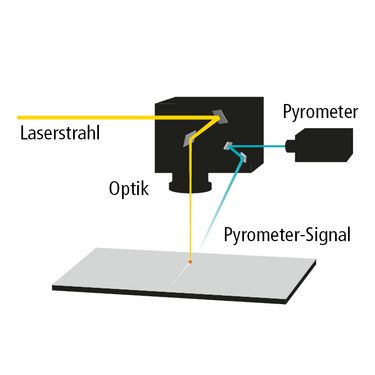
Klassisch mit einer metallurgischen Verbindung schweißen lassen sich Stahl und Aluminium nicht. Per Laser lässt sich dennoch eine stabile Überlappverbindung herstellen. Dabei schmilzt der Laser den Stahl im Fokus auf und die Schmelze erhitzt das darunterliegende Aluminium. Beim Erstarren haftet der Stahl in einer dem Löten verwandten Verbindung auf dem Aluminium.
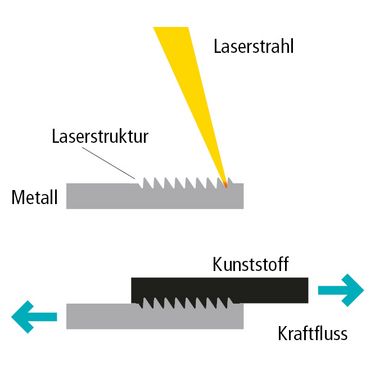
Wieder hilft der Laser in zwei Rollen: Als „Haftvermittler“ strukturieren Hochleistungsnanosekundenlaser auch große Haftflächen vor — etwa mit Hinterschnitten, erzeugt durch Materialaufwurf —, ehe das Bauteil umgossen oder ein Thermoplast angespritzt wird. Und als Fügewerkzeug kann Laserlicht den metallischen Fügepartner direkt oder im Durchstrahlverfahren entlang der Naht erhitzen, sodass der Kunststoffpartner dort schmilzt und haftet.