Stationäre Maschinen setzen sich durch

1950
Das Unternehmen beschäftigt 145 Mitarbeiter und überspringt die Umsatzmillion. Die TAS 4 wird gebaut, die erste TRUMPF Aushauschere mit verstellbarem Hub. Die stationären Maschinen bewirken eine Vergrößerung und Internationalisierung des Unternehmens.
Berthold Leibinger beginnt im August 1950 eine Ausbildung im Unternehmen seines Patenonkels Christian Trumpf. Sein Lehrlingsvergütung beträgt 65 D-Mark im Monat.
1953
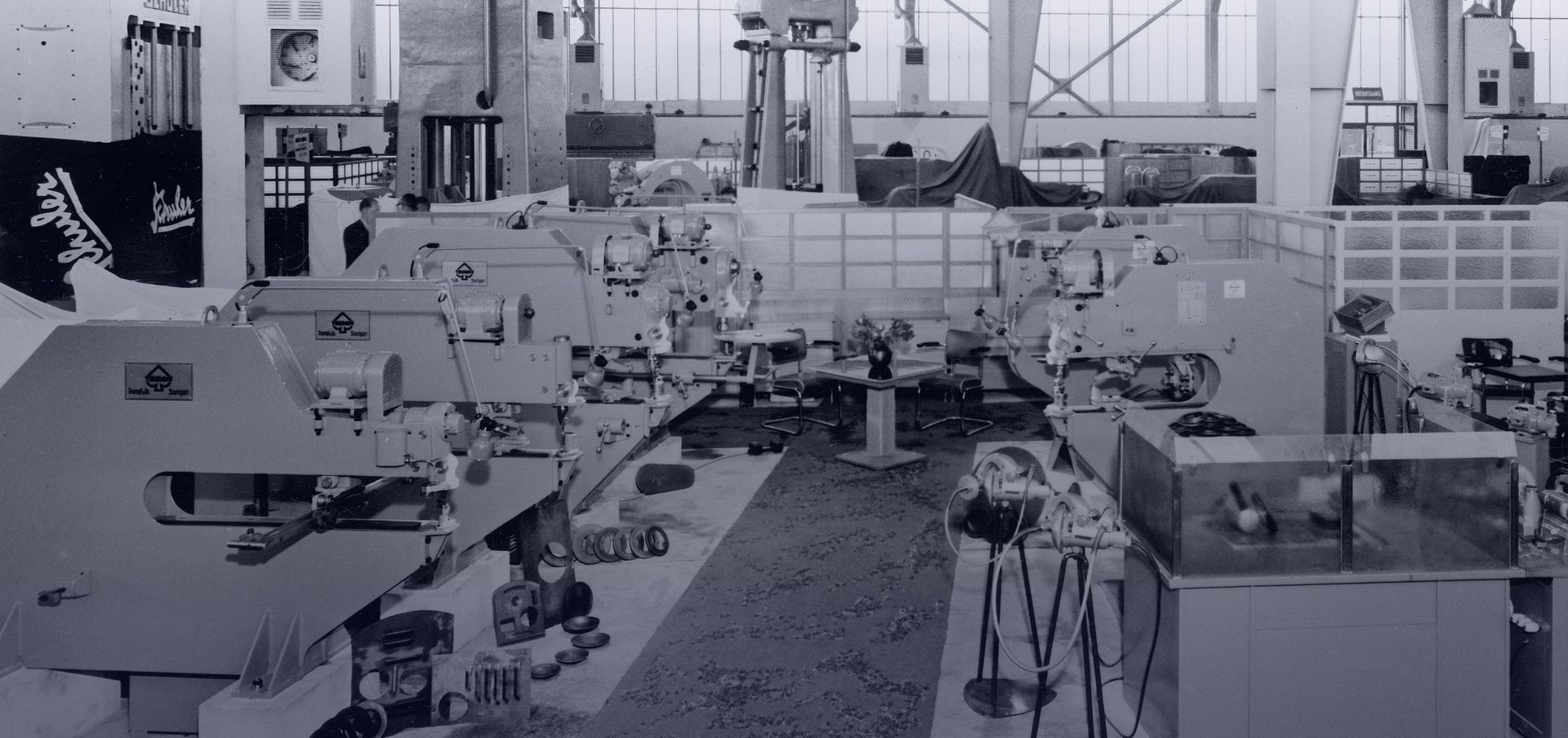
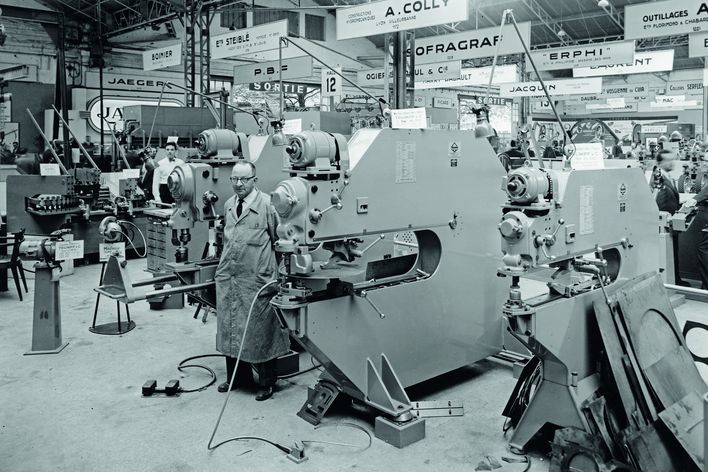
TRUMPF ist nun auch international auf Messen präsent und beginnt einen Kundenstamm im Ausland aufzubauen. Die Aushauscheren werden erfolgreich weltweit vertrieben. Dies erfordert einen zweiten Produktionsstandort.

Hugo Schwarz wird Gesellschafter und kaufmännischer Geschäftsführer. Er ist in dieser Position bis 1978 für das Unternehmen tätig.

1955
Heute ist Hettingen mit rund 460 Mitarbeitern ein wichtiger Drehpunkt im Fertigungsverbund der TRUMPF Gruppe und das Kompetenzzentrum für leistungsstarke Stanzmaschinen. Hergestellt werden außerdem Lasermaschinen und Teile/Baugruppen für Lasermaschinen.
1956
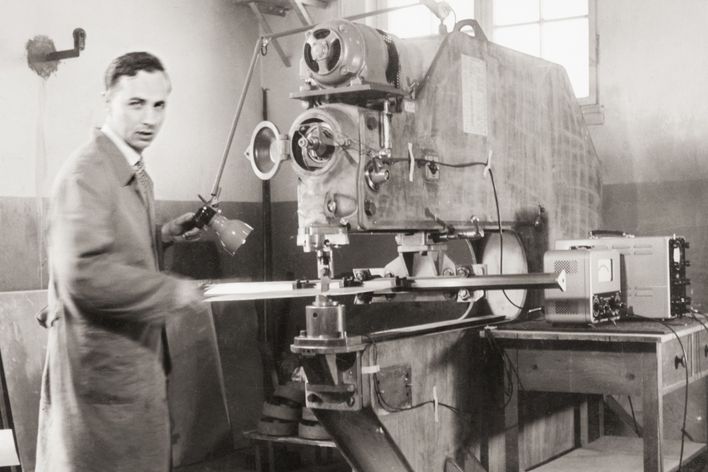
Berthold Leibinger beginnt 1956 mit einer experimentellen Diplomarbeit bei TRUMPF und befasst sich mit der Verbesserung des Schneidprozesses bei Aushauscheren. Nach dem Erhalt seines Diplomzeugnisses von der Universität Stuttgart 1957 arbeitet Leibinger bei TRUMPF, bis er 1958 eine Anstellung bei der Cincinnati Milling Machine Company in Cincinnati, Ohio/USA, dem damals größten Werkzeugmaschinenhersteller der Welt, antritt.

1957
TRUMPF patentiert die Koordinatenführung von Blechen: Sie ist Ausgangspunkt für die NC-Steuerung, die bald auf allen Werkzeugmaschinen zum Einsatz kommen wird. Diese technische Entwicklung überwindet die manuelle Führung des Bleches durch den Bediener der Maschine und ermöglicht millimetergenaues Nibbeln (fortgeführtes Stanzen) von Ausschnitten und Konturen. Die Koordinatenführung ist der erste Schritt zur numerisch gesteuerten Vorschubbewegung.

