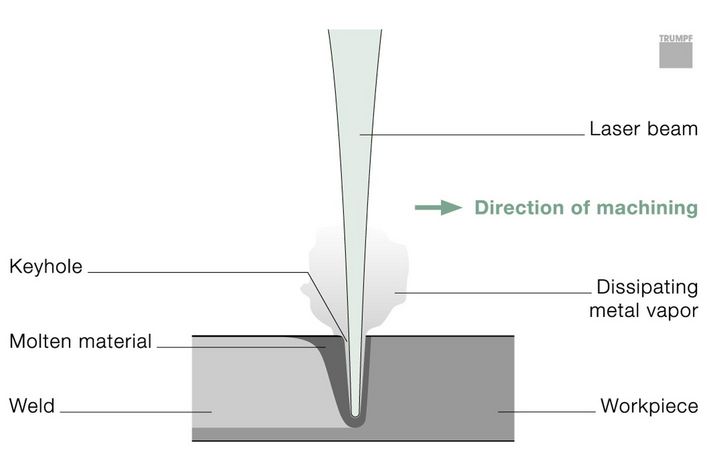
Отходящий пар оказывает давление на расплав и частично вытесняет его. Зона расплавления заготовки увеличивается. Формируется узкое глубокое отверстие, заполненное паром: паровой капилляр, называемый также замочной скважиной (англ. keyhole). Стенки парового капилляра состоят из расплава металла. При перемещении лазерного луча по месту стыковки паровой капилляр движется вместе с ним через заготовку. Расплав металла обтекает паровой капилляр и застывает в задней его части. Так образуется тонкий, глубокий сварной шов с равномерной структурой. Глубина шва может превышать ширину более чем в 10 раз, достигая значения до 25 миллиметров. Лазер многократно отражается от стенок парового капилляра, состоящих из расплава. При этом расплав почти полностью поглощает луч, и КПД процесса сварки повышается. При использовании CO2-лазеров пар в замочной скважине тоже поглощает пар, вследствие чего последний ионизируется. Возникает плазма. Это приводит к поступлению дополнительной энергии в заготовку. Поэтому глубокая сварка характеризуется высоким КПД и значительной скоростью сваривания. Высокая скорость обработки способствует ограничению размеров зоны теплового воздействия и защите детали от деформации. Данная технология применяется в случаях, требующих глубокой проварки или одновременного сваривания нескольких слоев материала.
Глубокая сварка
Для глубокой сварки требуется очень высокая плотность мощности прибл. в 1 МВт на квадратный сантиметр. В этом случае лазерный луч не просто расплавляет металл, а переводит его в состояние пара.
Изделия

TruLaser Weld 5000
Готовая к использованию система для автоматизированной лазерной сварки

TruLaser Cell Serie 1000
Экономичная лазерная сварка труб

TruPulse
Пульсирующая пиковая мощность в диапазоне нескольких киловатт для точечной и шовной сварки

TruFlow
Zuverlässig, robust und vielfältig einsetzbar

TruFiber
Präzisionslaser für Filigranes

TruDisk
Höchstleistung aus der Scheibe

TruLaser Cell Serie 7000
Immer optimal ausgerüstet

TruDiode
Der energieeffiziente Diodenlaser
Контакты