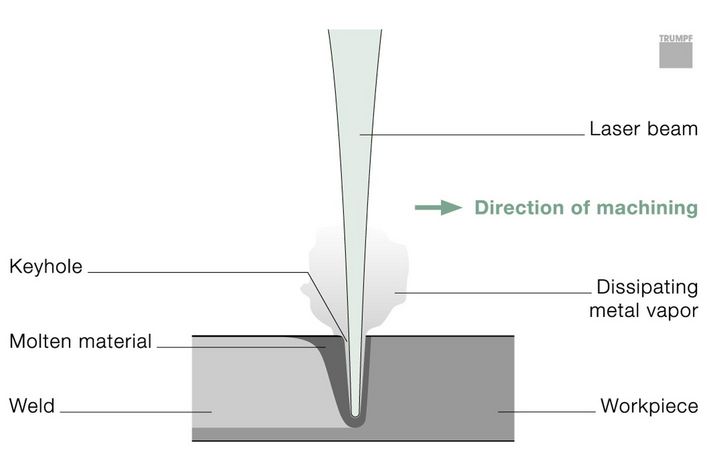
Pri úniku pary pôsobí tlak na taveninu a čiastočne ju vytláča. Obrobok sa taví ešte ďalej. Vytvorí sa hlboký, úzky, parou naplnený otvor: parná kapilára - nazývaná aj keyhole (anglické slovo pre kľúčovú dierku). Parná kapilára je obklopená kovovou taveninou. Keď sa laserový lúč pohybuje cez miesto spojenia, pohybuje sa s ním cez obrobok aj parná kapilára. Kovová tavenina obteká parnú kapiláru a tuhne na zadnej strane. Týmto spôsobom sa vytvorí úzky, hlboký zvar s rovnomernou štruktúrou. Hĺbka zvaru je až 10 krát väčšia ako šírka zvaru a môže dosahovať až 25 mm. Na roztavených stenách parnej kapiláry sa laserový lúč mnohonásobne odráža. Pritom tavenina takmer úplne absorbuje laserový lúč a stupeň účinnosti procesu zvárania stúpa. Pri zváraní CO2 lasermi aj para v keyhole absorbuje laserové svetlo a toto čiastočne ionizuje. Vzniká plazma. Plazma dodáva taktiež energiu do obrobku. Hĺbkové zváranie sa preto vyznačuje vysokým stupňom účinnosti a vysokými rýchlosťami zvárania. Vďaka vysokej rýchlosti je tepelne ovplyvnená zóna malá a deformácia nepatrná. Tento postup sa používa, keď sú požadované veľké hĺbky privárania, alebo ak sa má na raz prizvárať viac vrstiev materiálu.
Hĺbkové zváranie
Pre hĺbkové zváranie sú potrebné vysoké hustoty výkonu okolo 1 MW na štvorcový centimeter. Laserový lúč potom netaví len kov, ale produkuje aj paru.
Produkty

TruLaser Weld 5000
Systém vytvorený na kľúč na automatizované zváranie laserom

TruLaser Cell Serie 1000
Hospodárne zváranie rúr laserom

TruPulse
Pulzné výkony špičky v oblasti výkonu mnohých kilowattov pre bodové a stehové zváranie

TruFlow
Spoľahlivý, robustný a rôznorodo použiteľný

TruFiber
Presné lasery na jemné práce

TruDisk
Najvyšší výkon z disku

TruLaser Cell Serie 7000
Vždy optimálne vybavené

TruDiode
Energeticky efektívny diódový laser
Kontakt