Malzeme çeşitliliği
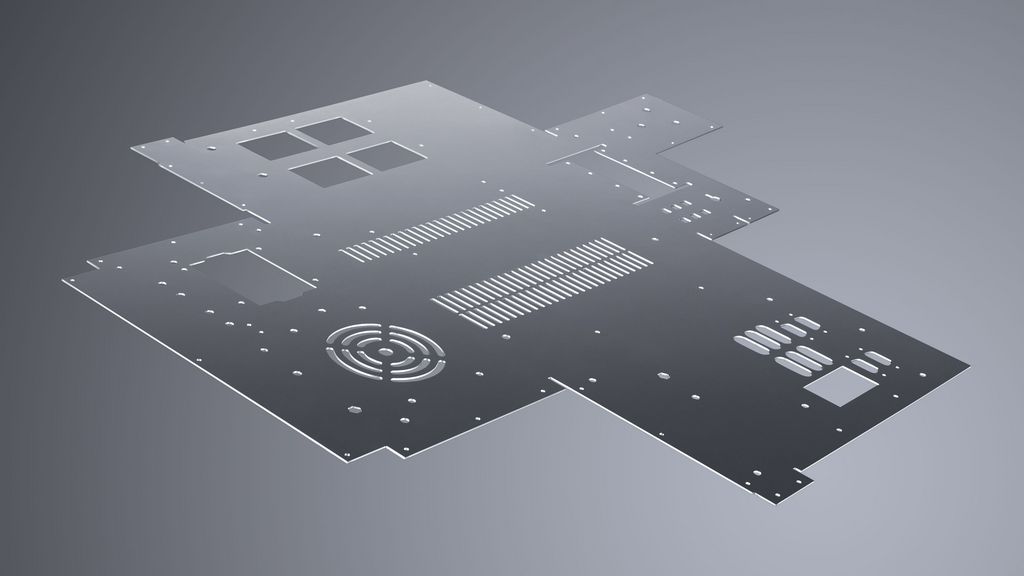
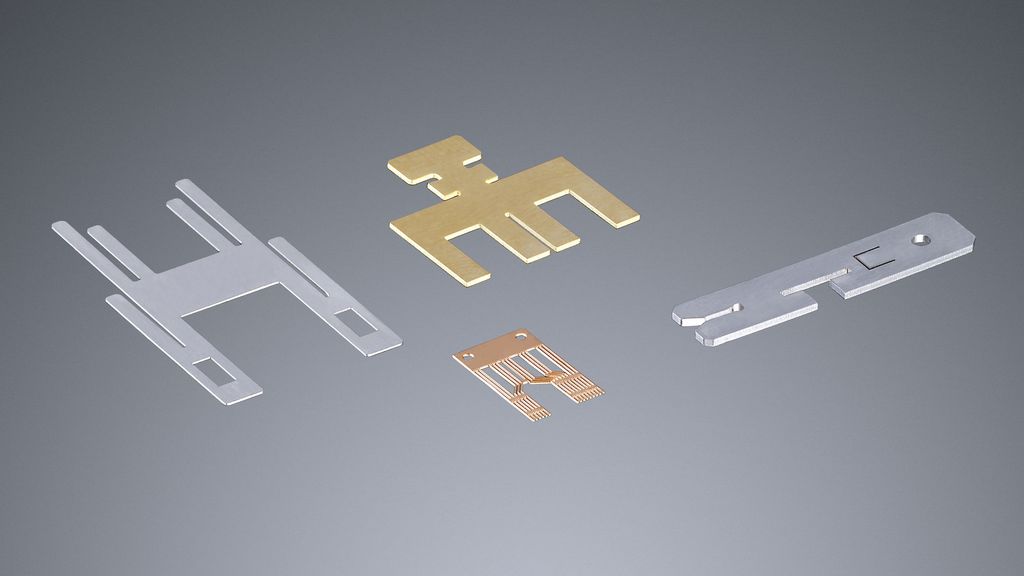
Çelikten alüminyuma, paslanmaz çelikten renkli saca, hatta plastik, cam, ahşap ya da seramik gibi metal olmayan malzemelere kadar, endüstriyel işlemede kullanılan tüm standart malzemeler lazer ile güvenli ve kusursuz bir şekilde kesilebilir. Takımla, 0,5 ila 30 milimetre arasında çok farklı sac kalınlıkları kesilebiliyor. Malzeme yelpazesinin bu denli geniş oluşu, hem metal hem de metal olmayan malzemelerle gerçekleştirilen uygulamalarda kullanılan kesme araçları arasında lazeri bir numara yapmaktadır.