Neumann ist ein erfolgsverwöhnter Macher. Seit über 22 Jahren führt er sein Unternehmen, die CBV-Blechbearbeitung im thüringischen Laasdorf. Ein Engagement, das mit dem Thüringer Staatspreis für Qualität 2004 und dem Großen Preis des Mittelstandes 2005 ausgezeichnet wurde. Das eigene Unternehmen energieeffizient ausbauen, um Kosten zu sparen, ist eines seiner großen Ziele. Darüber hinaus investiert Neumann kontinuierlich in Maschinen, die der Vielfalt seines Teilespektrums gerecht werden. Zum Erfolgsrezept des 54-Jährigen gehört es, dass er gerne unkonventionelle Wege beschreitet, um die Anforderungen des Marktes nach immer mehr Flexibilität zu erfüllen.
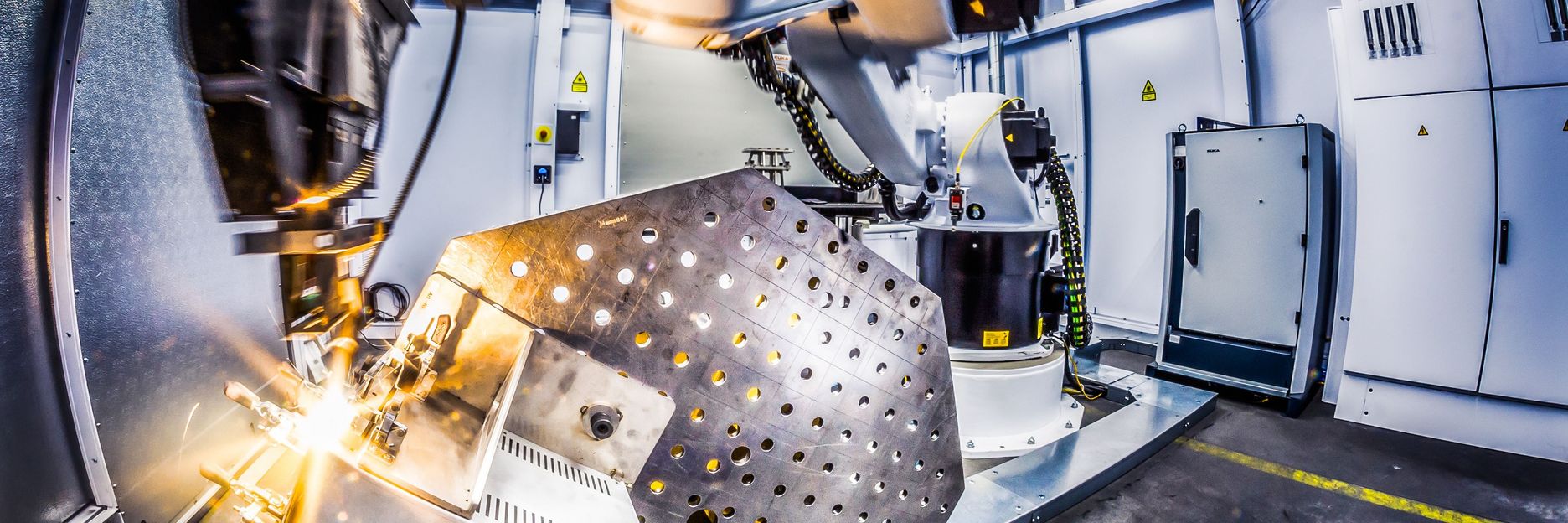
Ein gutes Beispiel dafür ist sein eher ungewöhnliches Lasernetzwerk bestehend aus der hochproduktiven 2-D-Lasermaschine TruLaser 5030 fiber und einer TruLaser Robot 5020. Es ist energieeffizient, steigert die Produktivität und bietet die Möglichkeit, mit vergleichsweise geringen Investitionskosten ins Laserschweißen einzusteigen.
Ein Laser, zwei Anwendungen
Neumann entscheidet sich 2011 für den Kauf der TruLaser 5030 fiber mit einem drei Kilowatt TruDisk Laser. Die Maschine schneidet flexibel dicke und dünne Bleche in Materialien wie Kupfer und Messing sowie Baustahl, Edelstahl und Aluminium. Eine Anwendungsvielfalt, die wichtig ist für Neumann: „Wir haben rund 1.000 Stammkunden und bedienen im Schnitt etwa 330 Auftraggeber parallel. Dabei fertigen wir 100.000 unterschiedliche Artikel.
Die TruLaser 5030 fiber eignet sich für unsere Anforderungen ideal, denn sie ist extrem schnell und die Nebenzeiten sind auch bei unseren kleinen Serien sehr gering“, erklärt er. Dass der fasergeführte Festkörperlaser über zwei Ausgänge verfügt, war letztlich mitentscheidend für Neumann. „Dadurch können wir die Strahlquelle für eine weitere Maschine nutzen. Und da kam zum ersten Mal die Idee auf, ins Laserschweißen einzusteigen“.
Gemeinsam mit seinem TRUMPF Ansprechpartner Gerhard Kasel analysiert Neumann anschließend sein Teilespektrum. Schnell stellen beide fest, dass sich rund 80 bis 90 Prozent der Fügeteile zum Laserschweißen mit dem Roboter eignen. 2014 folgte der entscheidende Schritt: Neumann lässt den zweiten Ausgang der Strahlquelle zur neuen TruLaser Robot 5020 legen.
Respekt ja, Angst nein
Ein bisschen Respekt hatte Neumann vor den Herausforderungen des Laserschweißens. „Wir haben uns schon Gedanken über den Vorrichtungsbau und die notwendige Neukonstruktion von Teilen gemacht“, gibt Neumann zu. Besuche bei zwei Anwendern haben diese Bedenken aber zerstreut. „Man muss live gesehen haben, wie so ein Roboter arbeitet. Das ist ein echter Hingucker. Die Angst vor vermeintlich komplizierten Vorrichtungen hielten wir nach unseren Besuchen für eher unbegründet“, erklärt er.
Bevor es richtig los geht schickt Neumann zwei seiner besten Schweißer zum Training bei TRUMPF. Er baut ganz bewusst auf deren Erfahrungen im konventionellen Schweißen und behält recht.
„Die beiden haben das Gelernte gleich nach ihrer Rückkehr umgesetzt. Vom ersten Tag an konnten wir einen kompletten Kundenauftrag, also eine immer wiederkehrende Serie, auf die neue Roboterzelle nehmen“.
Seit dem Start im Juni 2014 hat sich die Zahl der auf der TruLaser Robot geschweißten Serien auf über 20 erhöht. Die Auslastung der doppelt genutzten Strahlquelle stieg von 50 auf über 85 Prozent.

Werner Neumann, Geschäftsführer der CBV-Blechbearbeitung, beschreitet auch ungewöhnliche Wege, wenn es um Flexibilität geht. Ein Beispiel ist das nicht alltägliche Lasernetzwerk zwischen der hochproduktiven 2-D-Lasermaschine TruLaser 5030 fiber und einer TruLaser Robot 5020. (Bild: Bernd Liebl)

Daniel Voß, Schweißer bei CBV und Konstruktionsmechaniker Marcus Hüttenrauch, finden nach einer Schulung bei TRUMPF eigene Wege, um das Beste aus der TruLaser Robot herauszuholen. So sparen sie sich beispielsweise Vorrichtungszeit und -kosten, indem sie mit dem Roboter die Bauteile manuell einfahren. (Bild: Bernd Liebl)

Die TruLaser 5030 fiber schneidet mit einem drei Kilowatt TruDisk Laser flexibel dicke und dünne Bleche in Materialien wie Kupfer und Messing sowie Baustahl, Edelstahl und Aluminium. „Sie ist extrem schnell und die Nebenzeiten sind auch bei unseren kleinen Serien sehr gering“, sagt Werner Neumann. (Bild: Bernd Liebl)
Es geht auch einfach
So unkonventionell die Konstellation dieses Lasernetzwerks ist, so zwanglos und hochproduktiv wird es bei CBV betrieben. Aufgrund der großen Bandbreite an hochgenauen Teilen, die in kürzester Zeit auf der TruLaser 5030 fiber geschnitten werden müssen, ist die Prozesssteuerung eine der größten Herausforderungen beim thüringischen Allrounder. „Der etablierte Weg wäre, einen Schneidauftrag zu Ende zu bringen und während des Rüstens der Schneidanlage den Laser für das Schweißen zu verwenden. So läuft das bei uns nicht“, erklärt Neumann.
Seine Bediener setzten bei den Schneidaufträgen gezielt Stopps. Alle paar Minuten bleibt die Schneidanlage stehen und der Roboter schweißt. Danach dient die Strahlquelle wieder der TruLaser 5030 fiber. Das Umschalten passiert in Millisekunden und tut der Produktivität keinen Abbruch. Im Gegenteil: Ist der Schweißroboter erst einmal eingerichtet, ist ein speziell ausgebildeter Bediener dort nicht notwendig.
„Wir hatten die Befürchtung, dass sich Laserschweißen erst ab einer hohen Stückzahl lohnt. Mittlerweile schweißen wir sogar Einzelstücke. Und für die kann ich auch einen Praktikanten hinstellen, während mein Fachmann die nächste Vorrichtung vorbereitet“, so Neumann.
Und auch in diesem Punkt herrscht Pragmatismus vor. „Meine findigen Mitarbeiter haben schnell gemerkt, dass sie sich eine Menge Vorrichtungszeit und -kosten sparen, wenn sie mit dem Roboter die Bauteile manuell einfahren. In einem dem Schweißen vorgelagerten Messzyklus kann die Maßhaltigkeit mittels der Option TeachLine dann noch bis zu 20 Millimeter angeglichen werden. Das funktioniert hervorragend“, sagt er. Rund sieben Serien werden komplett ohne Vorrichtung bearbeitet. Die Bediener suchen sich einen Nullpunkt, nutzen die Symmetrie des Sechsecktisches und fahren die Teile einfach ab.
Zahlen und Fakten, die überzeugen
Mit der Begeisterung für die Möglichkeiten, Mut zum Ausprobieren und vielen guten Ideen haben sich die Mitarbeiter bei CBV Schritt für Schritt ins Laserschweißen eingearbeitet.
Beispiele, die den Produktivitätsschub belegen gibt es einige: Eine hunderter Serie aus 0,8 Millimeter Aluminium – ein schwierig zu schweißendes Material – erforderte beim Handschweißen rund zwölf Stunden Nachbearbeitung. Mit der TruLaser Robot konnte sie auf knapp eineinhalb Stunden reduziert werden. Und bei einer gewölbten Verkleidung aus zwei Millimeter Edelstahl, an die ein 30 Millimeter breiter Rand angeschweißt werden muss, ließ sich die Nachbearbeitungszeit um 90 Prozent verringern. Neumanns Erwartungen in punkto reduzierter Nacharbeit hat das Laserschweißen voll und ganz erfüllt.
Begeisterung, die ansteckt
Seine Kunden bringt Neumann durch regelmäßige Vorführungen auf den Geschmack. „Wir wollen nicht nur die Einkäufer, sondern auch die Konstrukteure begeistern“, erklärt er sein Engagement. Und das gelingt ihm. „Wir wecken bei unseren Kunden das Bedürfnis, die Möglichkeiten der Technologie auszuloten.
Dabei zählen sie schon bei der Teilekonstruktion auf unser Know-how“, sagt Neumann. Bestes Beispiel ist ein Aluminium-U-Profil mit Passungen, Löchern und Ausbrüchen, das bisher aus dem Vollen gefräst wurde. „Wir schneiden die Teile auf dem Laser und verbinden sie auf der Rückseite durch Tiefschweißen. Aufgrund der geringen Wärmeeinbringung haben wir keinen Verzug. Wir bürsten nochmal darüber und sparen 95 Prozent der bisherigen Kosten. Der Kunde ist natürlich hoch zufrieden“, berichtet Neumann.
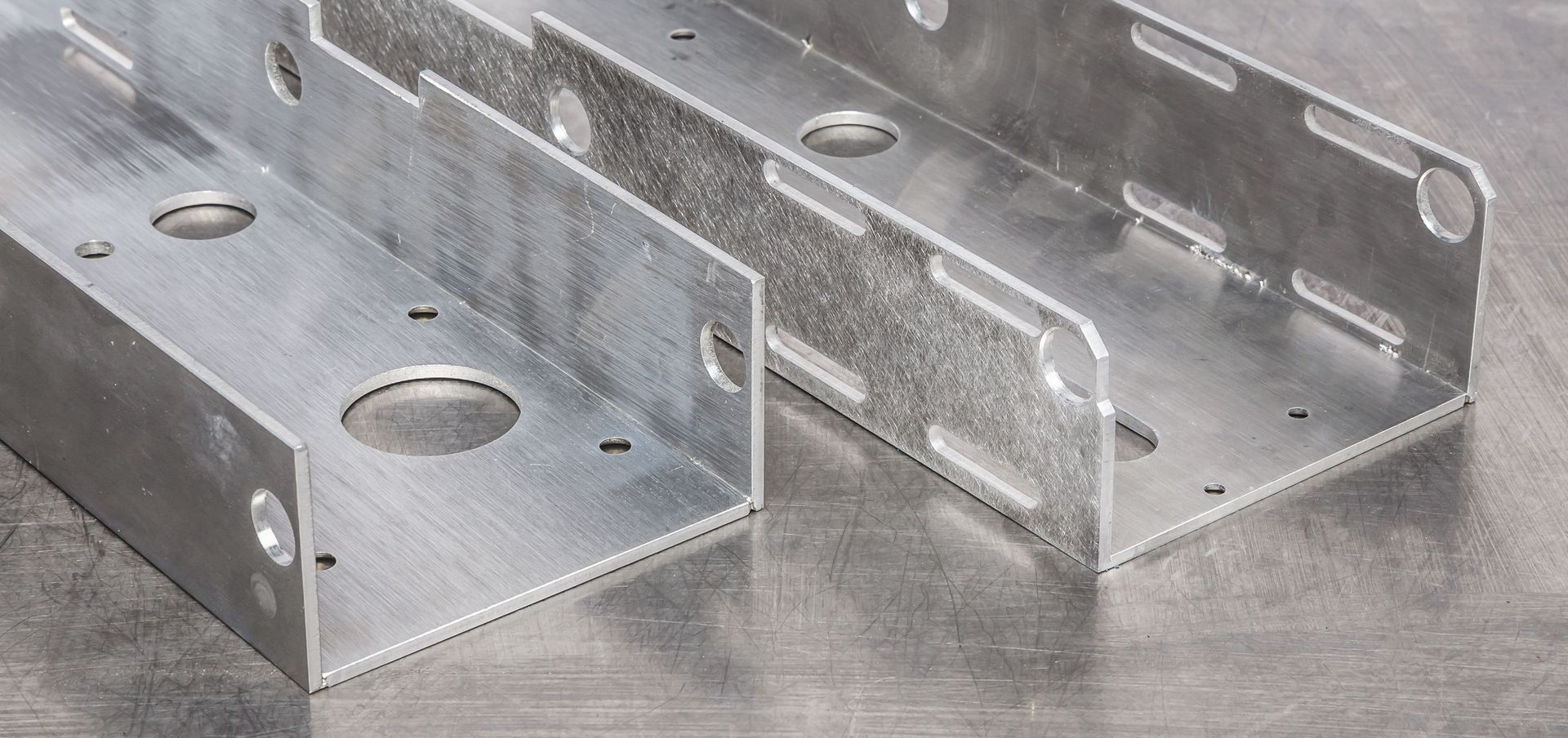
Ein Aluminium-U-Profil mit Passungen, Löchern und Ausbrüchen, das bisher aus dem Vollen gefräst wurde, wird jetzt mit dem Laser geschnitten und auf der Rückseite durch Tiefschweißen verbunden. Die Ersparnis liegt bei 95 Prozent gegenüber den bisherigen Kosten. (Bild: Bernd Liebl)

Werner Neumanns Erwartungen in punkto reduzierter Nacharbeit hat das Laserschweißen voll und ganz erfüllt. Bei manchen Teilen konnte er sie von zwölf auf eineinhalb Stunden reduzieren. (Bild: Bernd Liebl)
Wissensnetzwerk
Viel Lob spendet Neumann auch der Zusammenarbeit mit TRUMPF. „Bei der Suche nach Lösungen, arbeiten alle Hand in Hand“, berichtet er. Beispielsweise als es um das Schweißen von elektrolytisch verzinkten Stahlblechen ging, das auch beim manuellen Schweißen Probleme verursachte. In einem Workshop, an dem seine Schweißer, Experten von TRUMPF sowie Mitarbeiter von Linde Gase teilnahmen, erarbeiteten alle gemeinsam eine Lösung. Mit den richtigen Parametern und dem perfekten Gasgemisch lassen sich Behälter aus diesem schwierigen Material jetzt fast ohne Nachbearbeitung schweißen. „Laserschweißen bietet große Chancen. Mit Begeisterung und Pfiffigkeit sind die spannenden Herausforderungen auf jeden Fall zu stemmen“, so Neumanns Fazit.
CBV Blechbearbeitung GmbH, Laasdorf. Gegründet 1992, 38 Mitarbeiter.
CBV beliefert Kunden aus der Mikroelektronik, dem Sondermaschinenbau, der Analyse- und Medizintechnik sowie der Kfz-Zulieferindustrie. Zum Portfolio gehört die Komplettfertigung von Blechteilen, Klein- und Großserien, Spezialteilen, Baugruppen und Schweißkonstruktionen.
TruLaser 5030 fiber, TruLaser Robot 5020, TruLaser 2530, TruPunch 2000, TruBend 8050 und TruBend 5050



