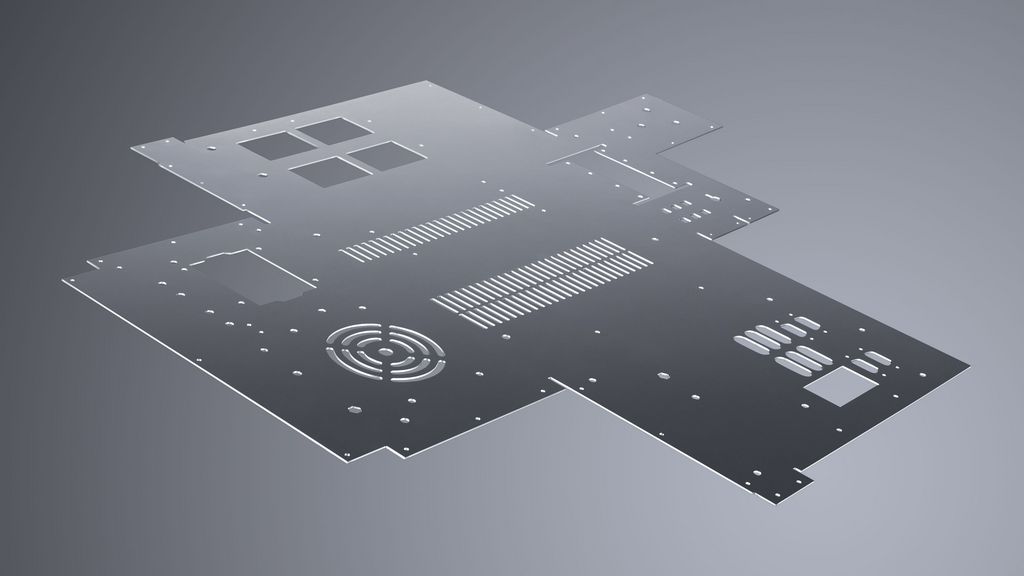
多样化材料
工业加工中的所有常见材料——从钢到铝、不锈钢和彩色板材再到非金属材料,如合成材料、玻璃、木材或陶瓷——可通过激光器可靠且高质量地切割。利用该工具可以切割厚度从 0.5 到 30 毫米以上的不同板材。非常广泛的材料范围使激光器成为金属与非金属领域众多应用的理想切割工具。
激光切割是一种可用于切割不同材料厚度的金属与非金属材料的切割工艺。经过引导、成型与集束的激光束为此奠定基础。其击中工件后,对材料进行加热以使其熔化或蒸发。全部激光功率集中于直径通常小于半毫米的一点。若在该位置输入的热量多于因热传导而流失的热量,则激光束将完全穿透材料——切割过程开始。在其他工艺中沉重的工具会向板材施加巨大外力,而激光束是无接触地完成其工作。因此,工具本身不会磨损,工件上也不会产生变形或损坏。
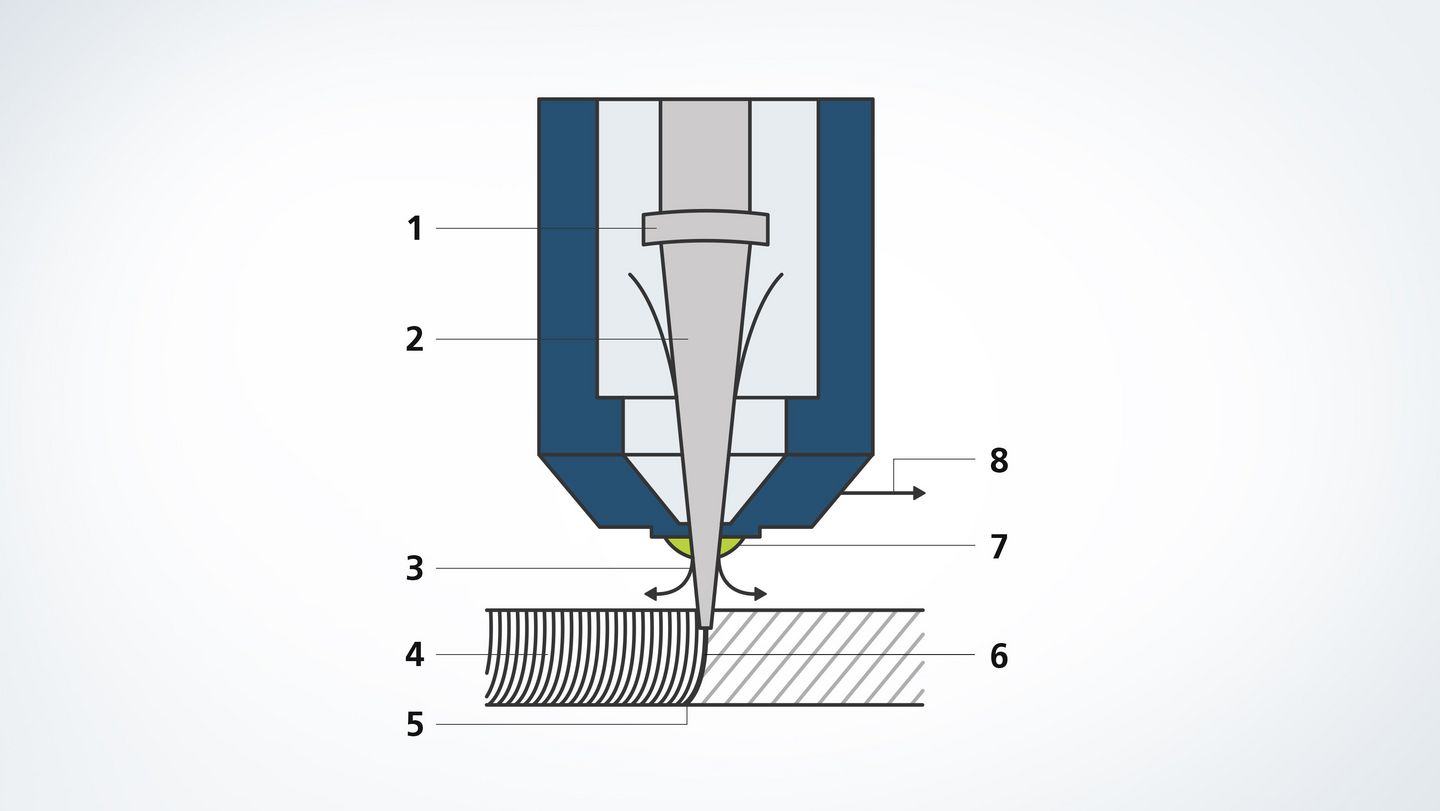
聚焦激光束与工件之间的交互作用构成激光切割的基础。为了使该过程安全精确地进行,需要在激光束之上和周围使用大量组件和辅助材料,通过以下图形对其进行说明。
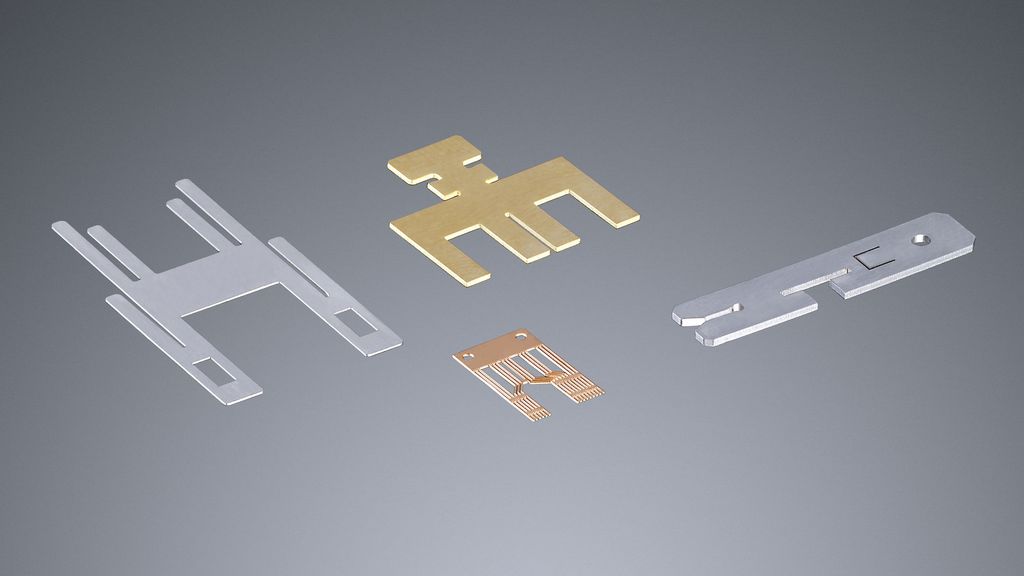
当切割金属与非金属材料时,在很多情况下激光器是理想通用工具。激光束可以快速灵活地切割几乎任何轮廓——无论造型多么精细而复杂或材料多薄。不同切割气体和压力会影响加工过程和结果。
火焰切割使用氧气作为切割气体,并以高达 6 bar 的压力将其吹入切缝。在此氧气使金属熔体燃烧和氧化。通过化学反应释放的能量可辅助激光束。火焰切割提供非常高的切割速度,可加工厚板材和结构钢。
熔切使用氮气或氩气作为切割气体。气体以 2 到 20 bar 之间的压力流过切缝,但不同于火焰切割,不与切缝内的金属表面反应。该切割方法的优点在于切边无毛刺和氧化,并且几乎无需后续工作。
升华切割主要用于需要高质量切边的精细切割任务。通过该工艺,激光器使材料尽量低熔蒸发。材料蒸汽在切缝内产生高压,高压将熔体向上和向下甩出。工艺气体——氮气、氩气或氦气——保护切割面免受环境影响,确保切边不被氧化。
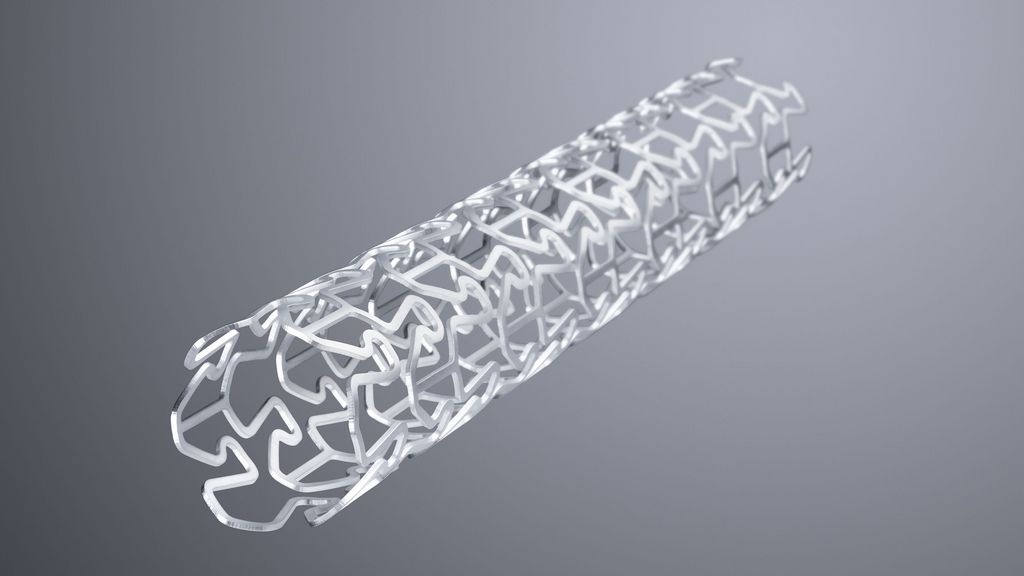
激光束精密切割利用脉冲式激光能量将单个钻孔连接起来,使其 50% 至 90% 重叠并构成切缝。通过短脉冲在工件表面产生非常高的脉冲峰值功率和极端功率密度。优点:部件受热很少,由此实现无热变形地切割相当精细的部件。
焦点位置会影响功率密度和工件上的切缝形状。焦点直径决定了缝宽以及切缝形状。
为了超过加工阈值,即材料开始熔化的时间点,需要一定的单位面积能量。以此对其定义:单位面积能量 = 功率密度 x 在工件上的作用时间。
选择适当喷嘴对工件质量具有重要意义。可通过喷嘴直径决定气体束的形状以及气体量。
连续波运行或脉冲式——可通过运行方式控制激光能量是连续还是间断到达工件。
根据具体切割任务和待加工材料确定切割速度。原则上:可用激光功率越高,就能切割得越快。此外,切割速度随材料厚度增加而降低。若速度针对相应材料设置得过高或过低,将导致粗糙度增加并形成毛刺。
几乎所有 CO2 激光器均提供线偏振的激光。切割轮廓时,切割结果随切割方向不同而改变:若光平行于切割方向振动,则边缘变得光滑。若光垂直于切割方向振动,则产生毛刺。因此,线偏振的激光通常被转换为圆偏振光。偏振度表示在多大程度上实现所追求的圆偏振,其对于切割质量有决定性意义。固体激光器无需改变偏振;其提供与方向无关的切割结果。
根据切割方法使用不同的工艺气体,其以不同压力流过切缝。例如,氩气和氮气作为切割气体的优点在于不与切缝内的熔化金属反应。同时,其保护切割面免受环境影响。
结合高激光功率,使用氮气和氧气的混合气体可以减少结构钢和铝的毛刺。工件质量的提高取决于六至十二毫米厚板材的材料质量、材料类型和材料合金。