Variedad de materiales
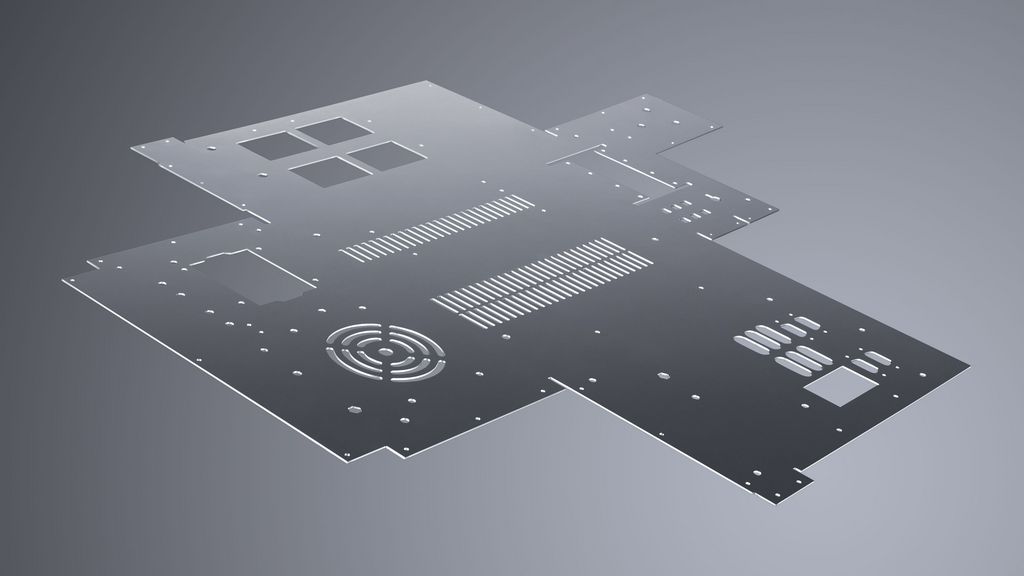
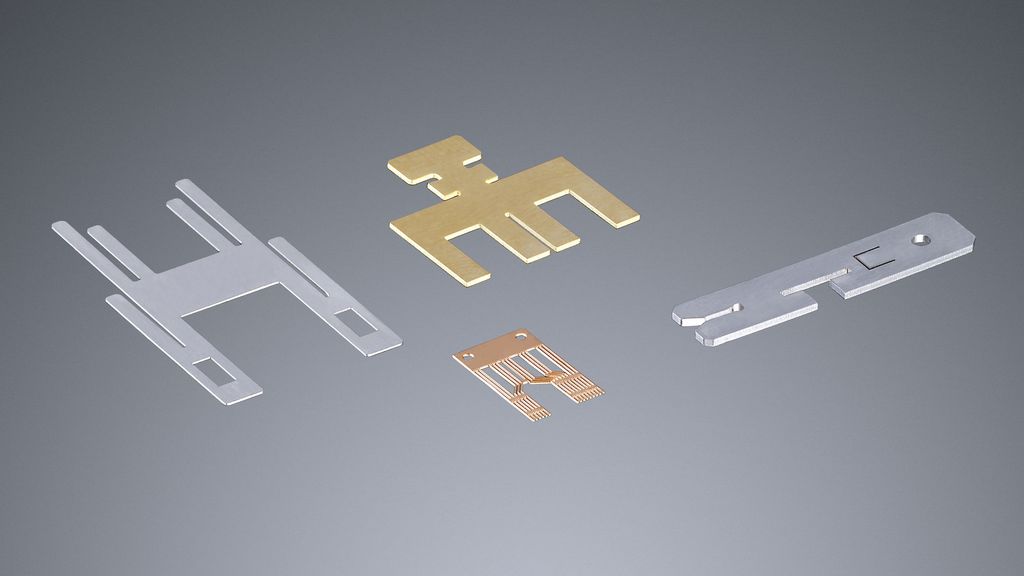
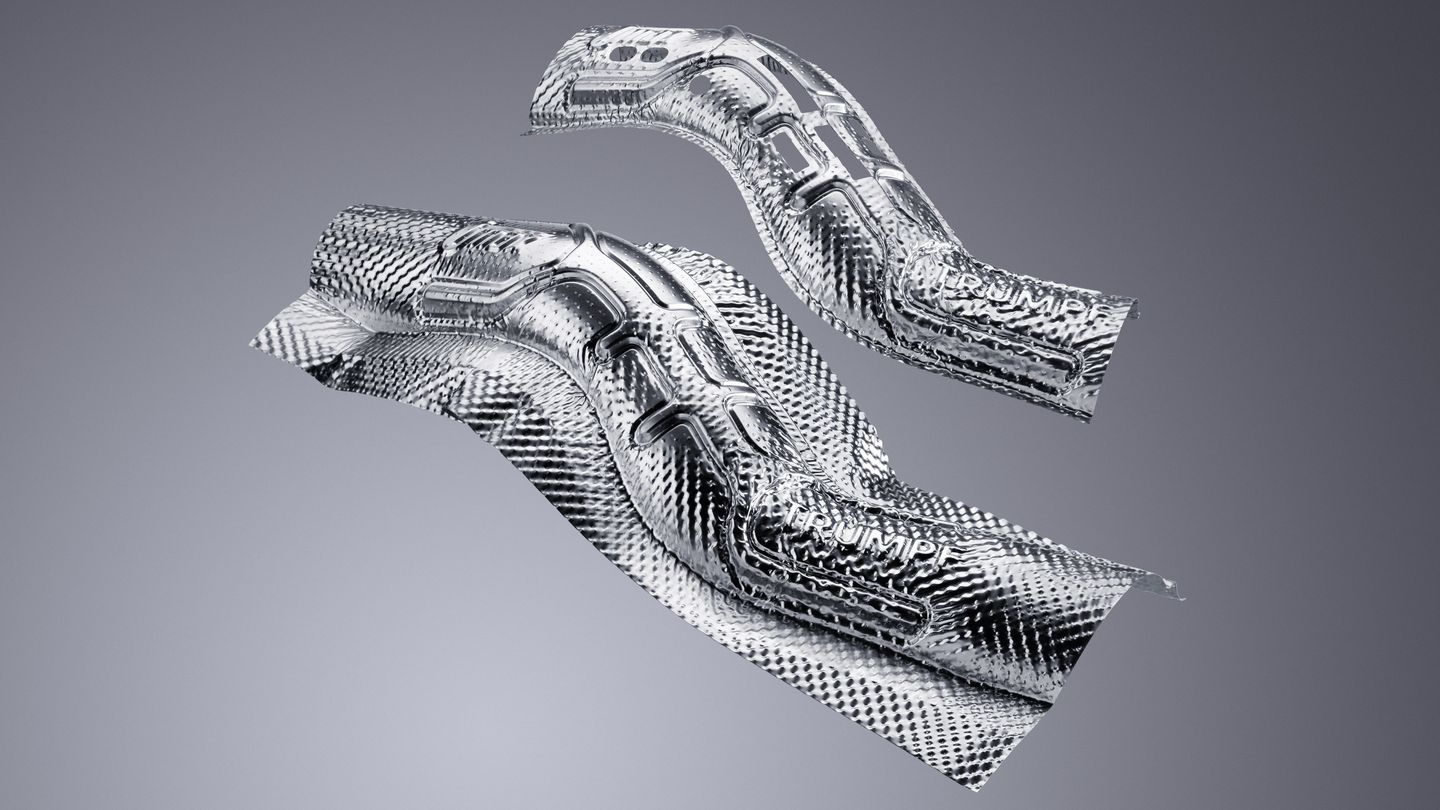
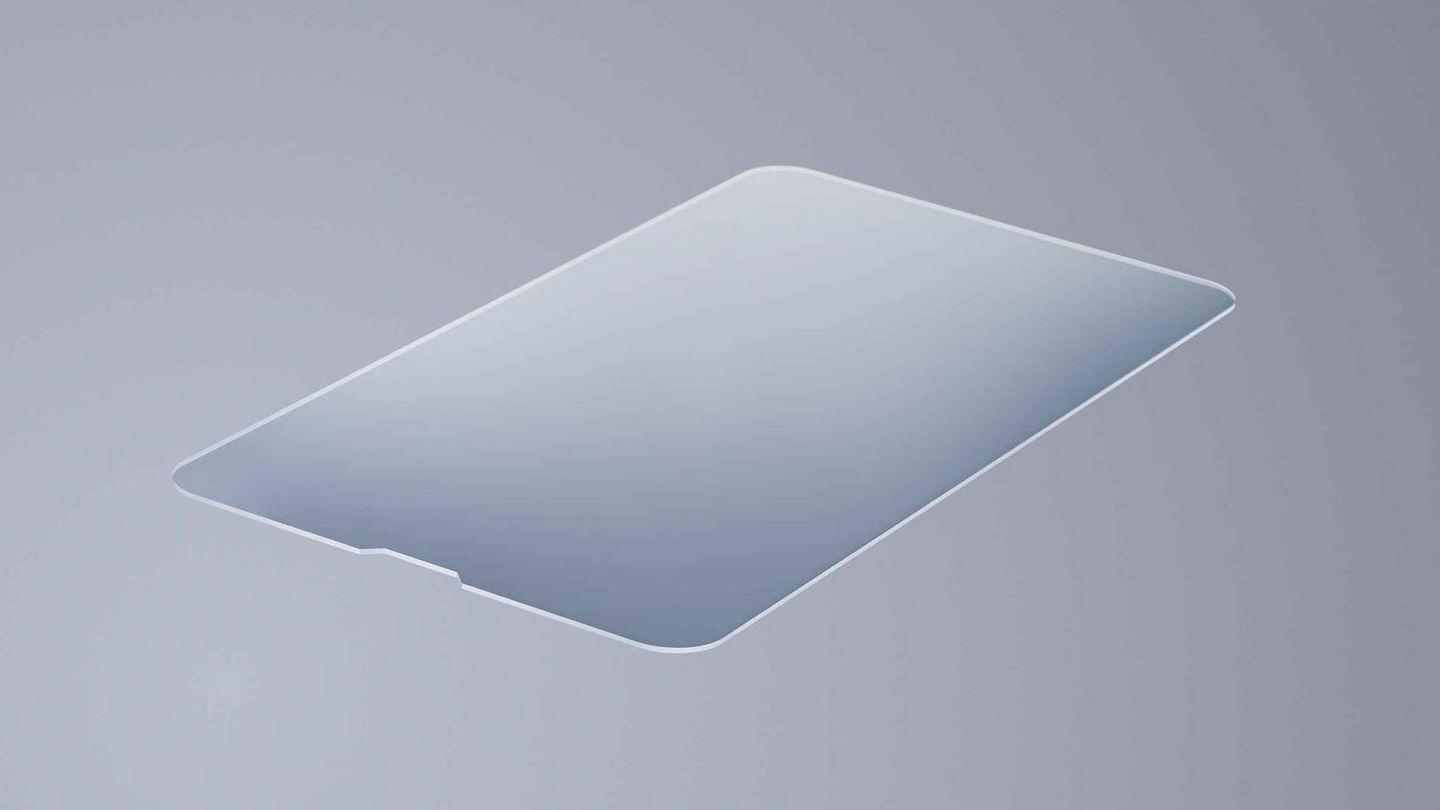
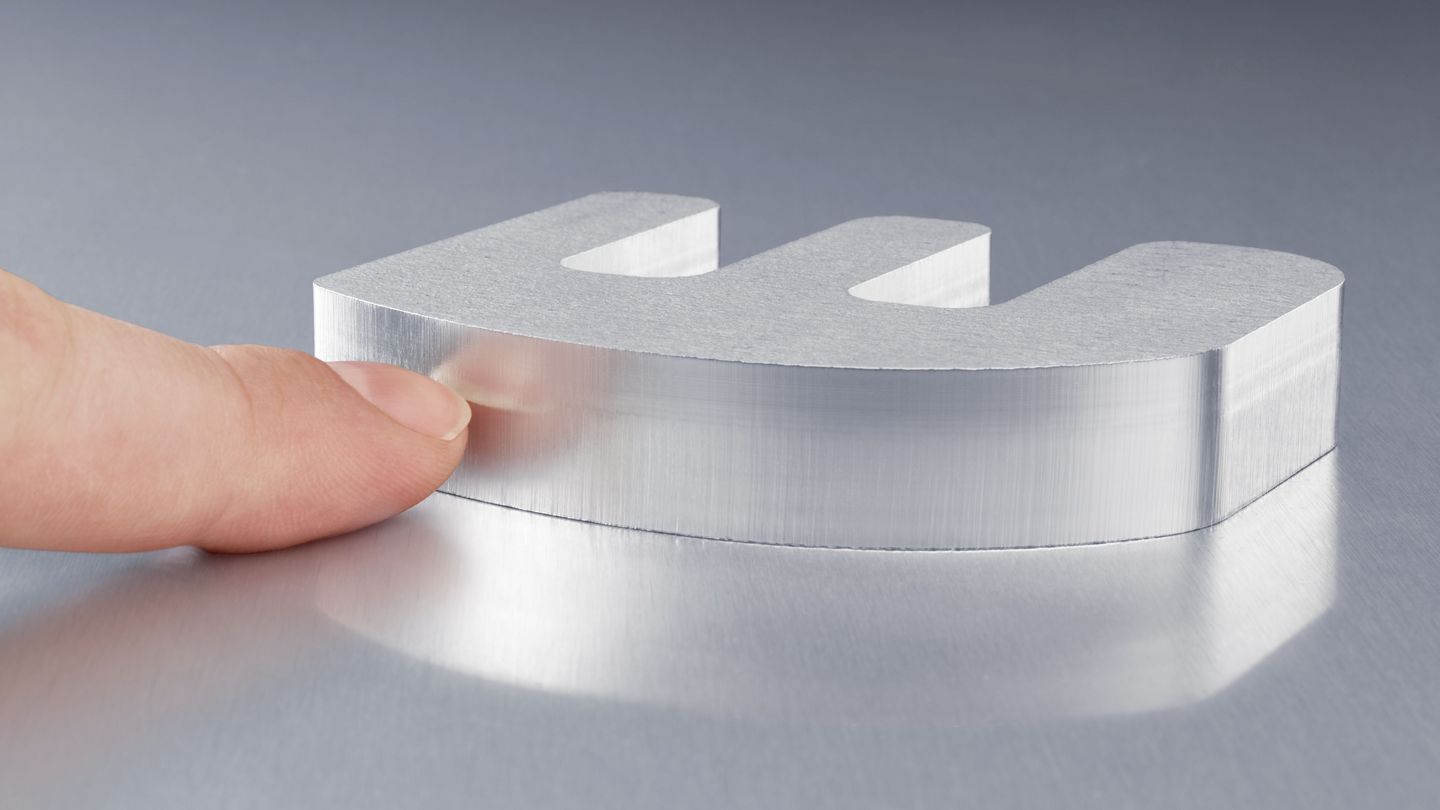
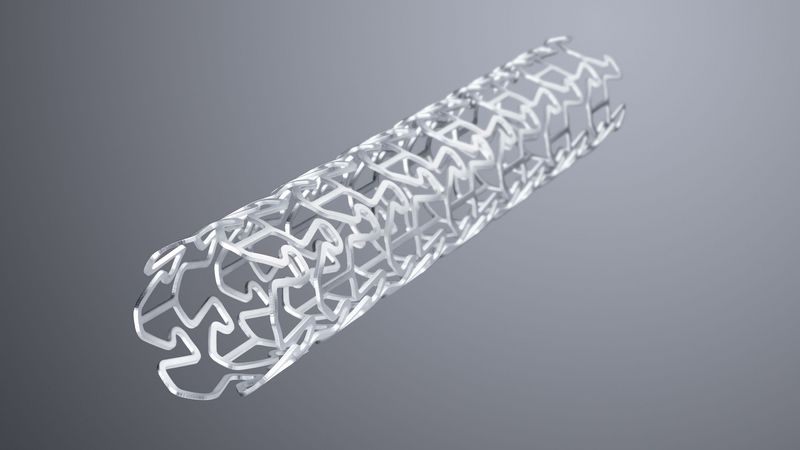
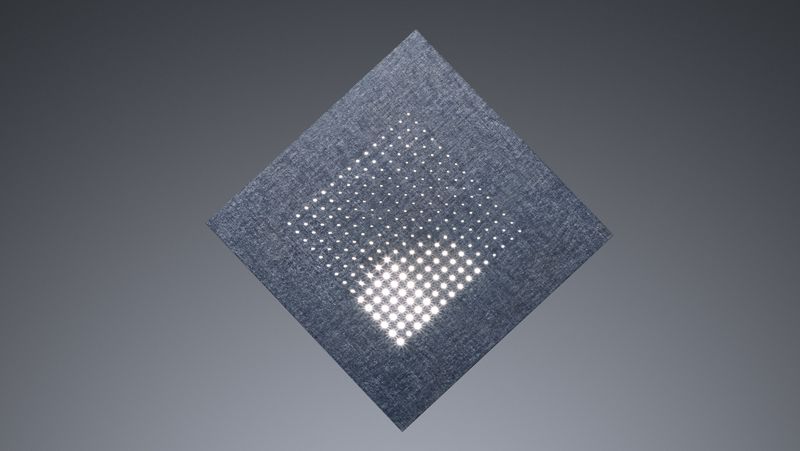
Todos los materiales habituales del mecanizado industrial (desde acero, aluminio, acero inoxidable o chapas metálicas, hasta materiales no metálicos como plásticos, vidrio, madera o cerámica) se pueden cortar con láser de forma segura y con gran calidad. Con el útil se pueden cortar espesores de chapa muy variados, desde 0,5 hasta más de 30 milímetros. Este espectro de materiales tan amplio hace que el láser sea el útil de corte número 1 para múltiples aplicaciones en el ámbito metálico y no metálico.