Amíg az üveg mechanikus vágása a mikrorepedések és feszültségek általi strukturális sérülések elkerülése érdekében csak nagyon alacsony sebességgel valósítható meg, a lézer a kontaktmentes megmunkálás révén jelentősen gyorsabb megmunkálási időket ér el. Továbbá a hagyományos eljárásoknál a mechanikus komponensek kopása miatt rendszeres karbantartásra van szükség az egyenletesen jó minőség biztosítása érdekében. Ez a lézernél nem így van.
Üvegmegmunkálás
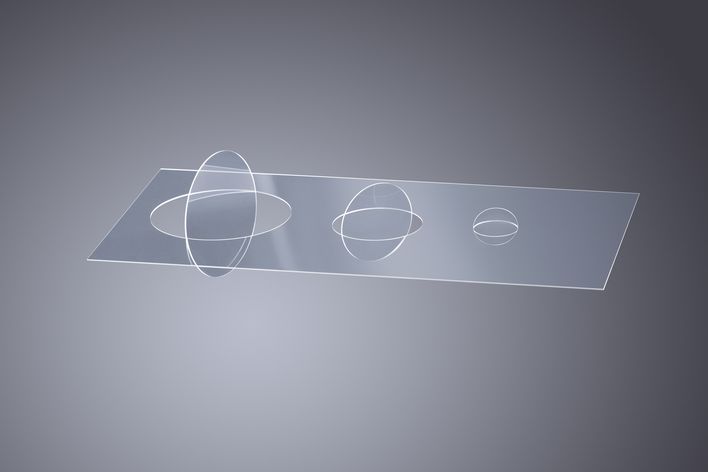
Az üveg vágására különösen az ultrarövid lézerimpulzusok alkalmasak, amelyek az üveget a nagyon magas csúcsintenzitások alapján problémamentesen meg tudják munkálni, és közben rendkívül magas vágásminőséget érnek el. A sugárforrás mellett az optimális sugárvezető is rendkívül fontos. A sugárvezető a sugártengely mentén is jó példa az optikai technológiák legújabb fejlesztéseire, amelyek optimális folyamatsebességet és ezzel összefüggésben gazdaságos üvegvágást tesznek lehetővé. A TRUMPF előzetes fejlesztése ezzel meghódította a sugárvezetés harmadik dimenzióját, amely a sugárnak az átlátszó anyag igényeihez való tökéletes méretre igazítását teszi lehetővé.
A klasszikus módosítatlan lézersugárnál a legnagyobb intenzitás áll fókuszban, azaz jóval az anyag leválasztási küszöbén túl. Ezáltal rengeteg energia kárba megy. A sugárvezető alapvető szempontja a sugárintenzitás optimális elosztásának megtalálása, hogy javítsa az eljárás hatékonyságát. Ahelyett, hogy a legnagyobb intenzitást igen kis helyen a sugár fókuszában koncentrálnánk, a sugárintenzitás relatív egyenletesen a sugártengelyen keresztül kerül elosztásra a maximális hatékonyság elérése érdekében. Így a lézersugár előtolása (és ezzel az eljárás gazdaságossága is) több nagyságrenddel, másodpercenként vagy gyorsabban, akár 1 méterrel javítható.
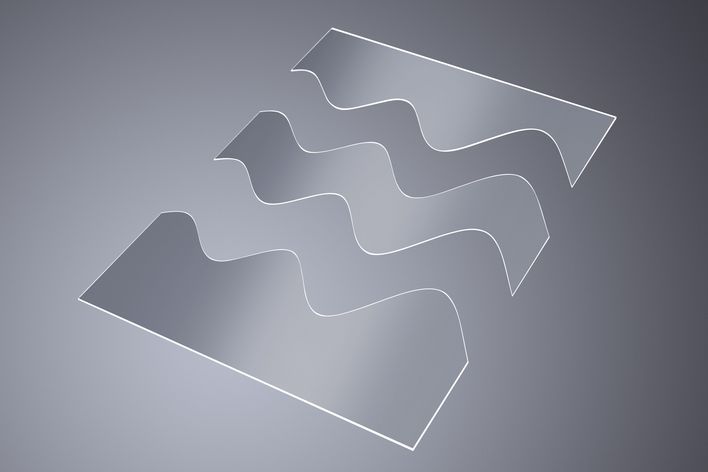
Összefoglalás: az olyan lézerparaméterek megfelelő kiválasztása, mint az impulzusenergia, impulzusátfedési és ismétlési ráta, megakadályozza mikrorepedések keletkezését, ezáltal nincs szükség körülményes utómegmunkálásra.
| Anyag | Üveg |
| Hagyományos eljárás | Mechanikus, vegyi marás |
| Kihívás | Sérülésmentes megmunkálás |
| Lézer | TruMicro 6020 HE |
| Hullámhossz | 1030 nm / 515nm |
| Optikai rendszer | TOP Cleave |
| Max. impulzusenergia | 2mJ / max. 8 mJ Burst üzemmódban |
| Sebesség | 100 - 1000 mm/s eljárástól és geometriától függően |
| Előny | Sérülésmentes megmunkálás, nincs utómunka, a kontaktmentes megmunkálásnak köszönhetően nincs szerszámkopás, tetszőleges geometriák lehetségesek a legkisebb korrekcióval, rugalmasság |
Termékek


Kapcsolat