Minden lézer három fő elemmel rendelkezik: egy sugárforrás, egy erősítő közeg és egy rezonátor. A sugárforrás külsőleg szolgáltatott energiát használ arra, hogy az erősítő közeget gerjesztett állapotba hozza. A lézeraktív közegnek ezt a gerjesztett állapotát az úgynevezett foglaltsági inverzió jellemzi, amely lehetővé teszi, hogy a közeg egy fizikai folyamat révén felerősítse a fényt. Ezt nevezik stimulált emissziónak, amelyet először Albert Einstein írt le (LASER = "Light Amplification by Stimulated Emission of Radiation", azaz fénykibocsátás indukált emisszióval). A szálban lévő szálas Bragg-rácsok tükörként működnek az erősítő közeg körül, és optikai rezonátort alkotnak, amely egyrészt az optikai energiát a rezonátoron belüli további erősítéshez felfogja, másrészt egy részben átlátszó tükör segítségével lehetővé teszi az optikai energia egy bizonyos részének egy irányba történő kimenetelét. Az optikai energiának ez a kivezetett része a lézersugár, amely különböző célokra használható fel.
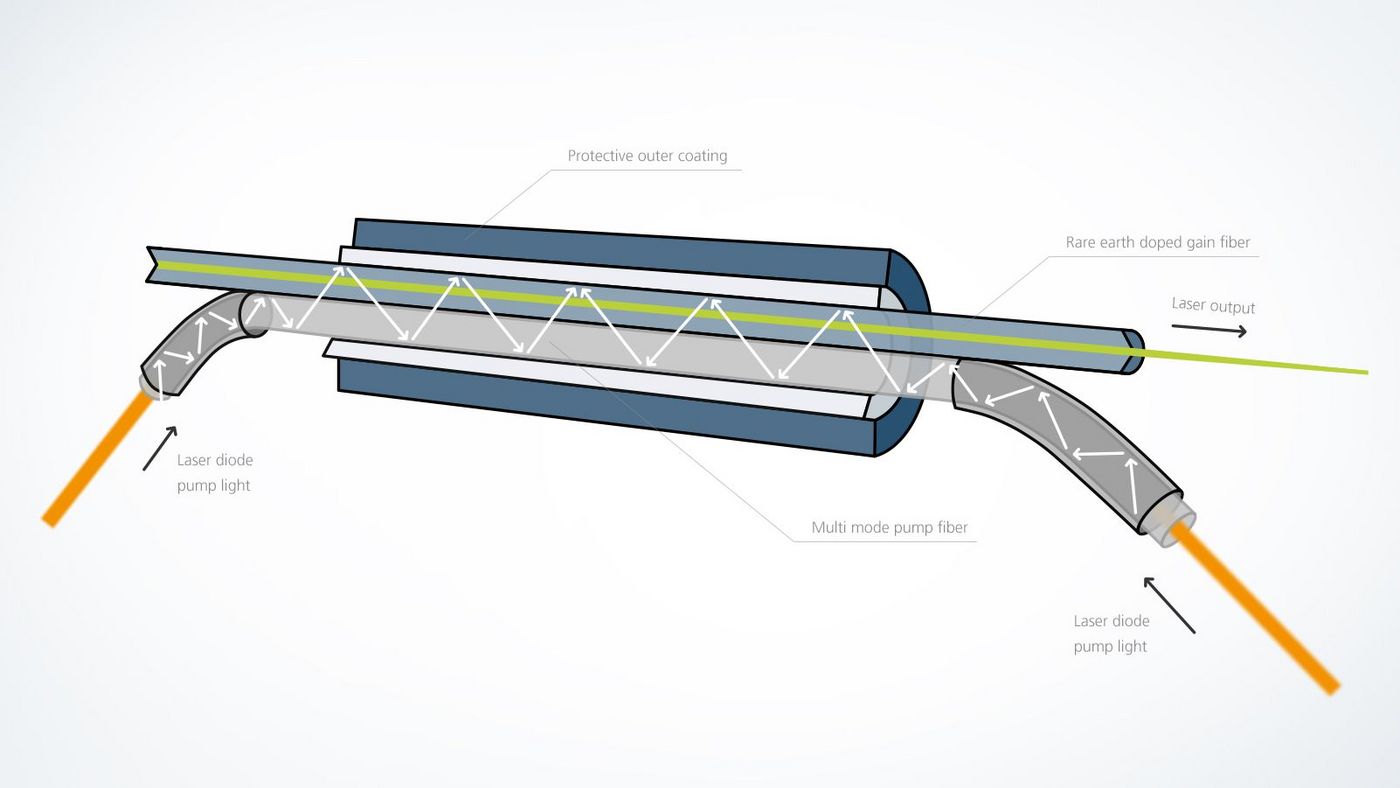
A TRUMPF saját rendszert fejlesztett ki a gerjesztő lézerdiódákból származó fény becsatolására az erősítő szál aktív közegébe. A "GT-Wave" néven ismert rendszerben (lásd az ábrát) a szivattyúszál több méteren keresztül, teljes hosszában érintkezik az erősítőszállal. A gerjesztőfény egy része minden alkalommal belép az erősítőszálba, amikor a belsőleg visszavert sugarak elérik a határfelületet. Amikor ezek a sugarak áthaladnak a ritkaföldfémmel (itterbium) dúsított magon, részben elnyelődnek és gerjesztik az erősítő közeget. Így az erősítőszál hossza mentén az összes gerjesztőfény egyenletesen és folyamatosan elnyelődik. Ennek a rendszernek az egyik előnye, hogy könnyen nagyobb lézerteljesítményre fokozható további gerjesztőmodulok hozzáadásával. A rendszer további erőssége, hogy elkerülhetővé teszi az erősítőszál végfelületein a szokásos végső gerjesztő rendszerekből eredő "forró pontok", valamint az egyenletes erősítési profil az erősítőszál hossza mentén elhelyezkedő gerjesztőenergiának köszönhetően.
A szálas lézer tehát olyan lézertípus, amely ritkaföldfém-elemekkel (erbium, túlium, itterbium) stb. adalékolt szálakat használ aktív lézerközegként. Ez különbözteti meg a szálas lézert a piacon elérhető más lézertípusoktól, amelyeknél az aktív lézerközeget kristály (pl. diszklézernél) vagy gáz (pl. CO2-lézernél) alkotja.
A szálas lézerek abszolút hatékonyságot kínálnak, a sugár hosszának, időtartamának, intenzitásának és hőelvezetésének kezelésével pontosan szabályozzák a sebességet és a teljesítményt.