They form threads in both thin- and thick-walled tubes and even carry out flow drilling. Steinhart, a tube and sheet metal fabricator from the Swabian Alb, has tested this. A TruLaser Tube 7000 from TRUMPF, which is one of his favorite machines today, was used.
So far, laser tube cutting systems made no threads
Lasers have already replaced drilling, sawing and milling in the tube fabrication process. But threaded tubes are a different matter. Conventional laser tube cutting machines cannot tap threads, so operators have to interrupt the process to move the parts from one machining station to another.
Not only innovative when cutting tubes
A manufacturer of fabricated metal products, H. Steinhart has enjoyed years of steady growth and now employs around 100 people. Frank Steinhart is responsible for the laser tube machining business, which includes some highly innovative projects. Recently, workers at the plant in Hettingen, Germany, assisted a rally bike team participating in the Dakar Rally, helping them not only to cross the finish line, but also to take seventh place and secure a special prize for the best rookie rider.
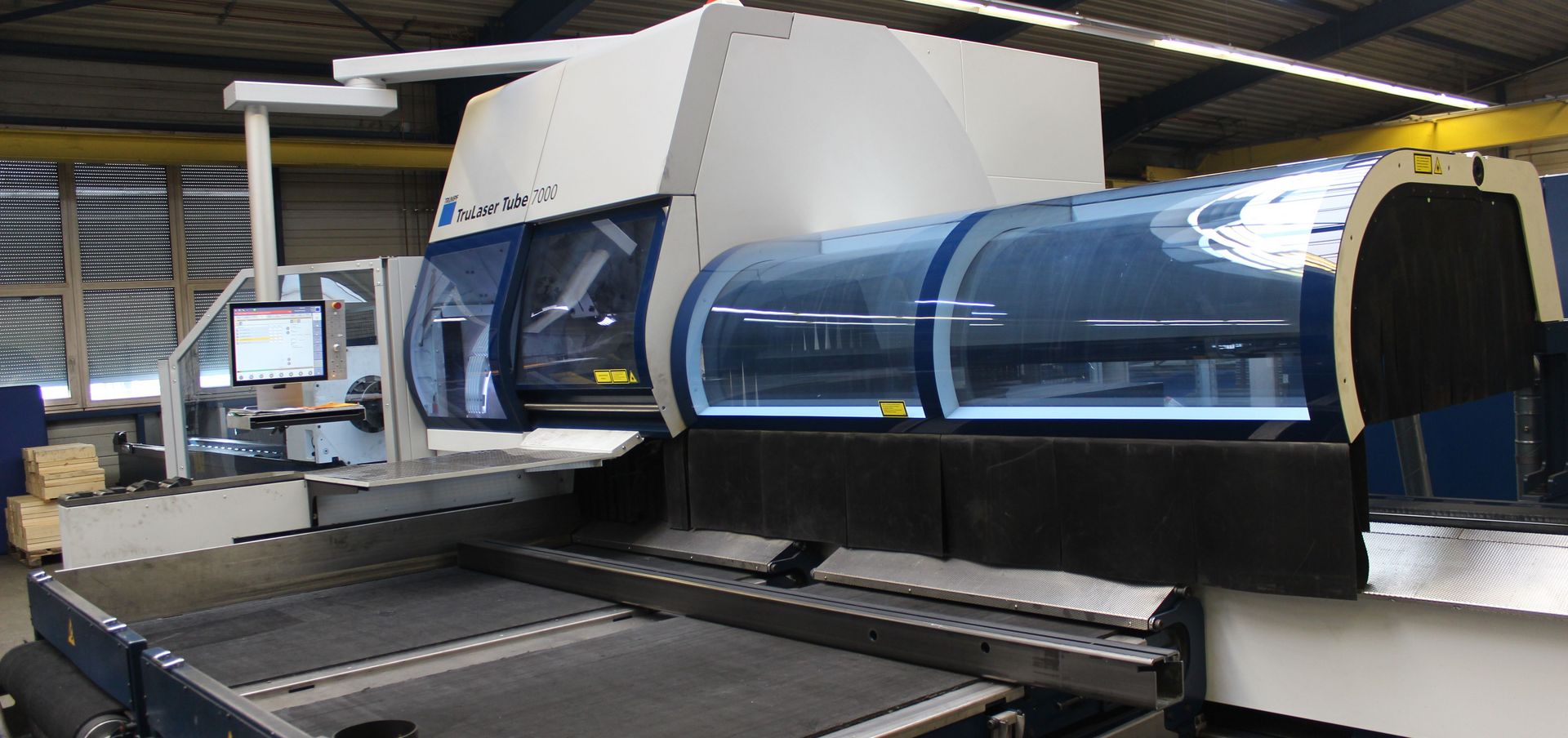
Steinhart, a tube and sheet metal fabricator, tested the innovative technology package for tapping on its TruLaser Tube 7000 machine.

The finished program appears on the machine operator’s terminal.
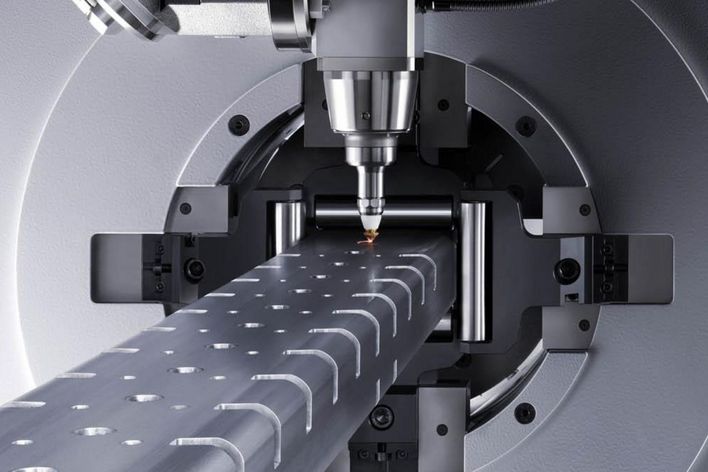
The latest version of the TruLaser Tube 7000 comes with an thread tapping system. The built-in package caters to both standard thread tapping and flow tapping.

The TruLaser Tube 7000 can be used to fabricate a range of different threads in tubes.
Since the summer of 2017, the company’s plant in the Swabian Jura region has been using a test unit of the TruLaser Tube 7000 laser tube cutting machine with integrated tapping system. “We are delighted to be working with TRUMPF on this kind of collaborative project, and we are certainly impressed with the new technology,” says Frank Steinhart. The CO2 laser cuts tubes and profiles without leaving burrs and offers bevel cuts of up to 45 degrees, diameters up to 254 millimeters and wall thicknesses of between one and ten millimeters.
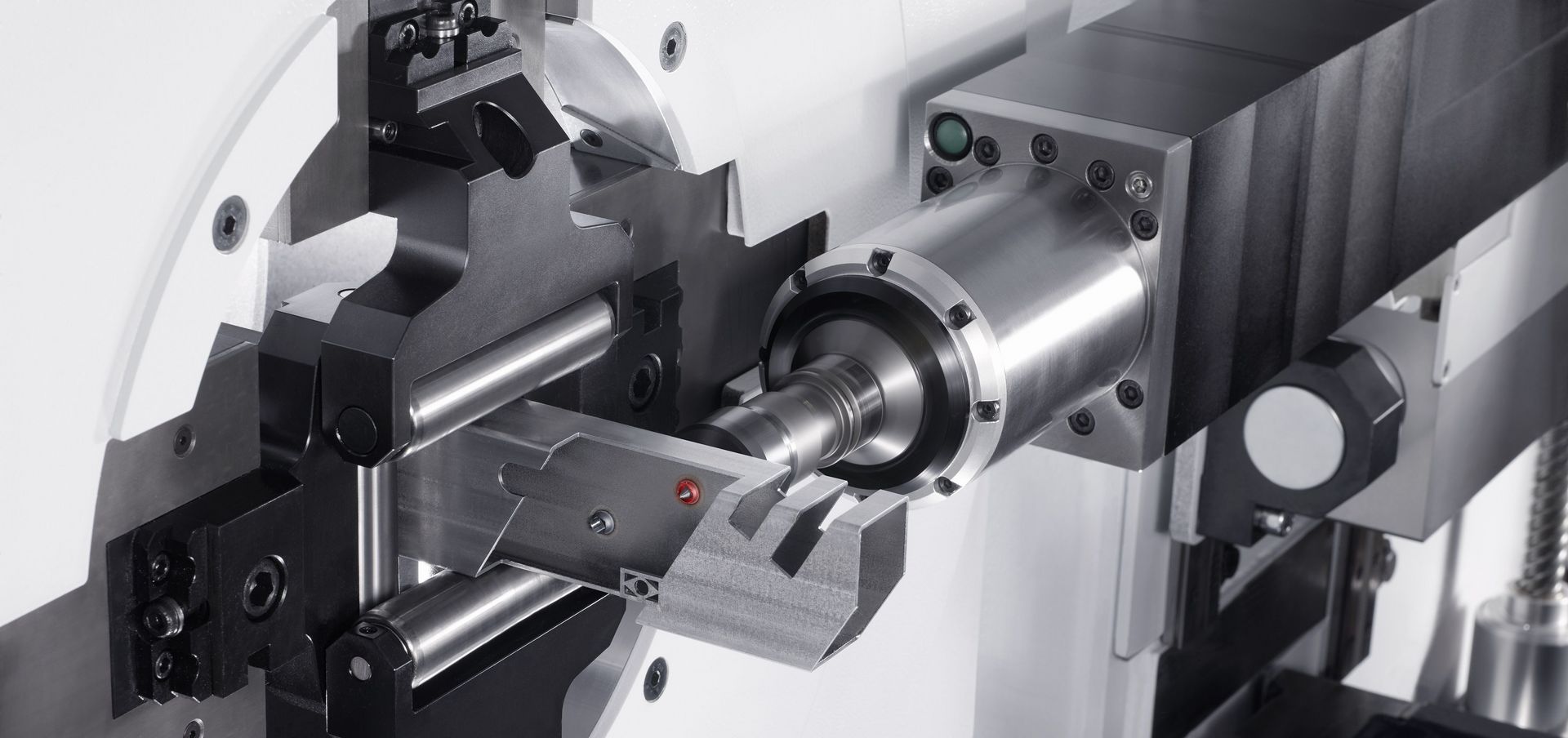
Technology package for tapping was incorporated in the TRUMPF machine
The technology package for tapping incorporated in the new machine features a numerically controlled spindle and a four-position tool changer. The new option caters to friction drilling – also known as flow drilling – as well as conventional drilling, reaming and, as the name suggests, thread tapping. “In the past, many of our customers handled drilling and tapping themselves, but in recent years we have seen over 80 percent of our customers entrusting those jobs to us,” says Steinhart.
TRUMPF machine laser-drills the tube and taps the thread in less than eight seconds
As recently as mid-2017, the company was still cutting tubes and profiles for its customers on one machine and then transporting them to a drill press where they were clamped in position, drilled and tapped – but the new system has eliminated the need for those additional steps. Once the TruLaser Tube 7000 has been programmed, it takes fewer than eight seconds to laser-drill a core hole and tap the thread in each unit. If flow drilling is required to provide more threads, that adds another eight to ten seconds depending on the diameter.
Forms threads in both thin- and thick-walled tubes
Frank Steinhart and his customers are happy to accept the extra time required for flow drilling because this method already offers better and more cost-effective results for some tube types. They are very much aware that threaded connections are often the weakest link in a tube design, with each tube requiring a certain minimum thickness to create enough threads for a stable fit.
Lower threads on thinner tubes thanks to flow drilling
Modern flow drilling methods can almost double the thread count and reduce the required material thickness by 50 percent, as Steinhart explains: “In one project we managed to reduce the material thickness from the original figure of nearly four millimeters to just two millimeters while still achieving a 3.6-millimeter thread depth. That made the pipe design much lighter, offering tangible benefits for the customer’s final product and enabling us to offer them the part at a lower price.”