Lors du perçage laser, une brève impulsion laser avec une grande intensité de rayonnement envoie l'énergie en très peu de temps dans la pièce à usiner, ce qui fait fondre et évaporer le matériau. Plus l'énergie d'impulsion est élevée, plus la fusion et l'évaporation du matériau est grande. Lors de l'évaporation, le volume du matériau augmente soudainement dans le trou de perçage et il en résulte une forte pression. Cette pression de vapeur pousse la matière fondue hors du trou de perçage. L'usinage laser avec lasers à impulsions ultracourtes de l'ordre des picosecondes constitue un cas particulier. Le matériau solide s'évapore directement par sublimation sans liquéfaction – le composant n'est pas réchauffé. Au cours du temps, plusieurs procédures de perçage ont été développées à partir de ce principe de base.
Perçage
Lors du perçage laser, le faisceau laser crée des trous sans contact, d'une taille fine à grande, dans différents matériaux.

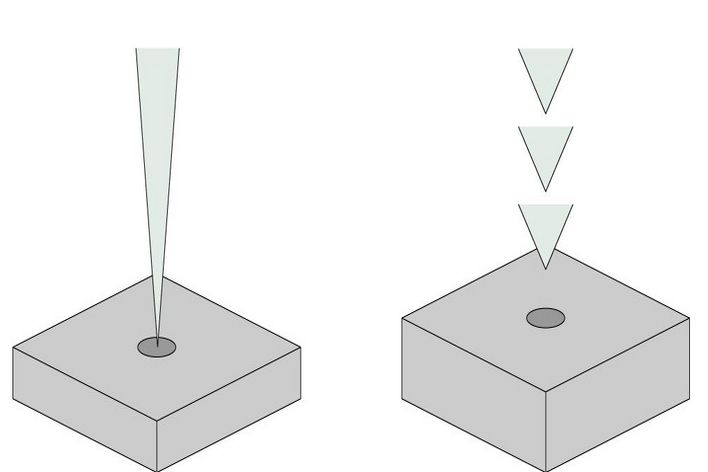
Perçage à impulsion unique et perçage à percussion
Dans le cas le plus simple, une seule impulsion laser effectue le perçage avec une énergie d'impulsion d'une force relativement élevée. Cela permet de percer beaucoup de trous très rapidement. Le perçage par percussion consiste en plusieurs impulsions laser avec une brève durée d'impulsion et peu d'énergie d'impulsion. Cette méthode de perçage permet de percer des trous plus profonds et précis que le perçage à impulsion unique. Le perçage à percussion permet en outre d'obtenir de plus petits diamètres de perçage.
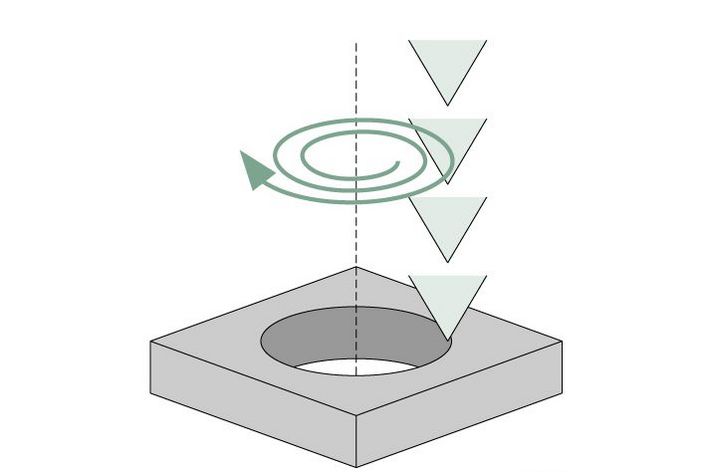
Perçage par trépanation
Avec la trépanation, le perçage est également effectué par plusieurs impulsions laser. D'abord, le laser perce un trou de départ par perçage à percussion. Ensuite, il agrandit le trou de départ en se déplaçant sur la pièce à usiner en une trajectoire circulaire de plus en plus grande. La majorité de la matière fondue est ainsi poussée hors du trou de perçage vers le bas.
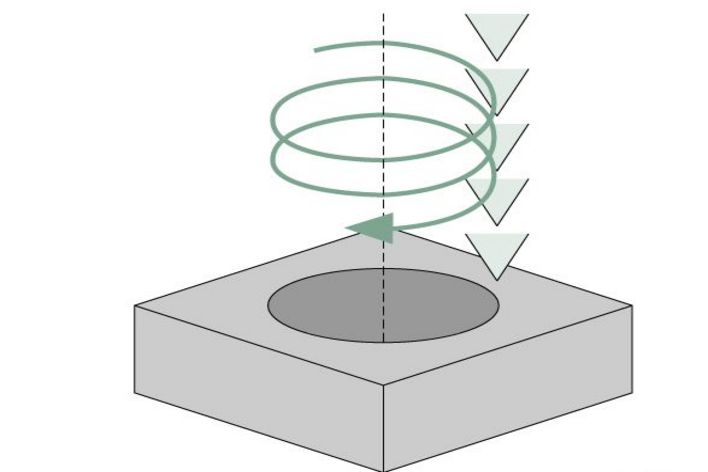
Perçage hélicoïdal
Contrairement à la trépanation, le perçage hélicoïdal ne crée pas de trou de départ. Le laser effectue une trajectoire circulaire sur le matériau dès les premières impulsions, ce qui fait sortir beaucoup de matière par le haut. Le laser pénètre plus profondément dans le matériau par un mouvement hélicoïdal, ce qui permet de suivre le foyer afin qu'il reste toujours au fond du perçage. Lorsque le laser a traversé le matériau, il est possible de lui faire effectuer quelques tours de plus. Ils servent à élargir la partie inférieure du perçage et à lisser les bords. Le perçage hélicoïdal permet de créer des trous de perçage très grands et profonds et de haute qualité.