Variété de matériaux
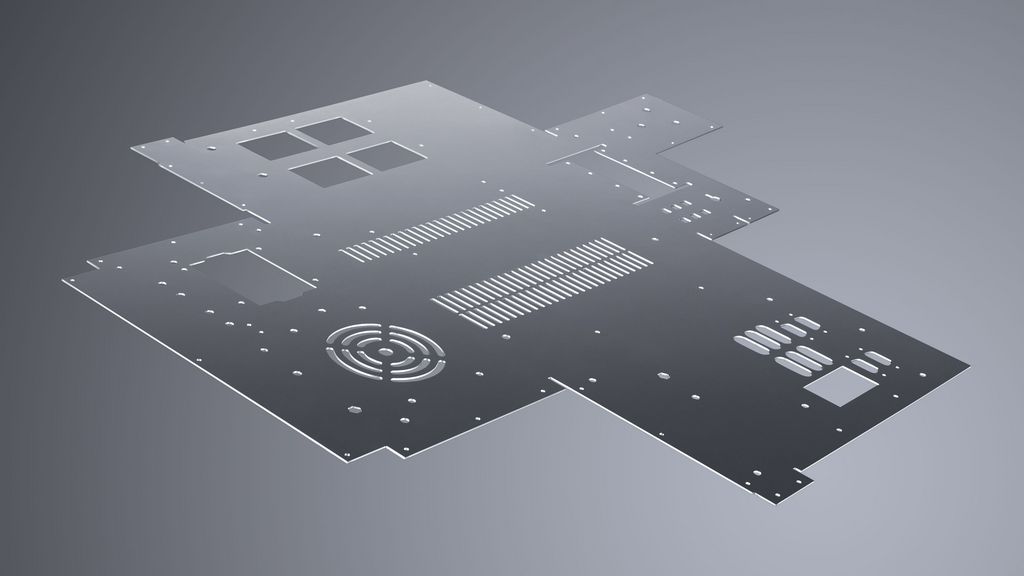
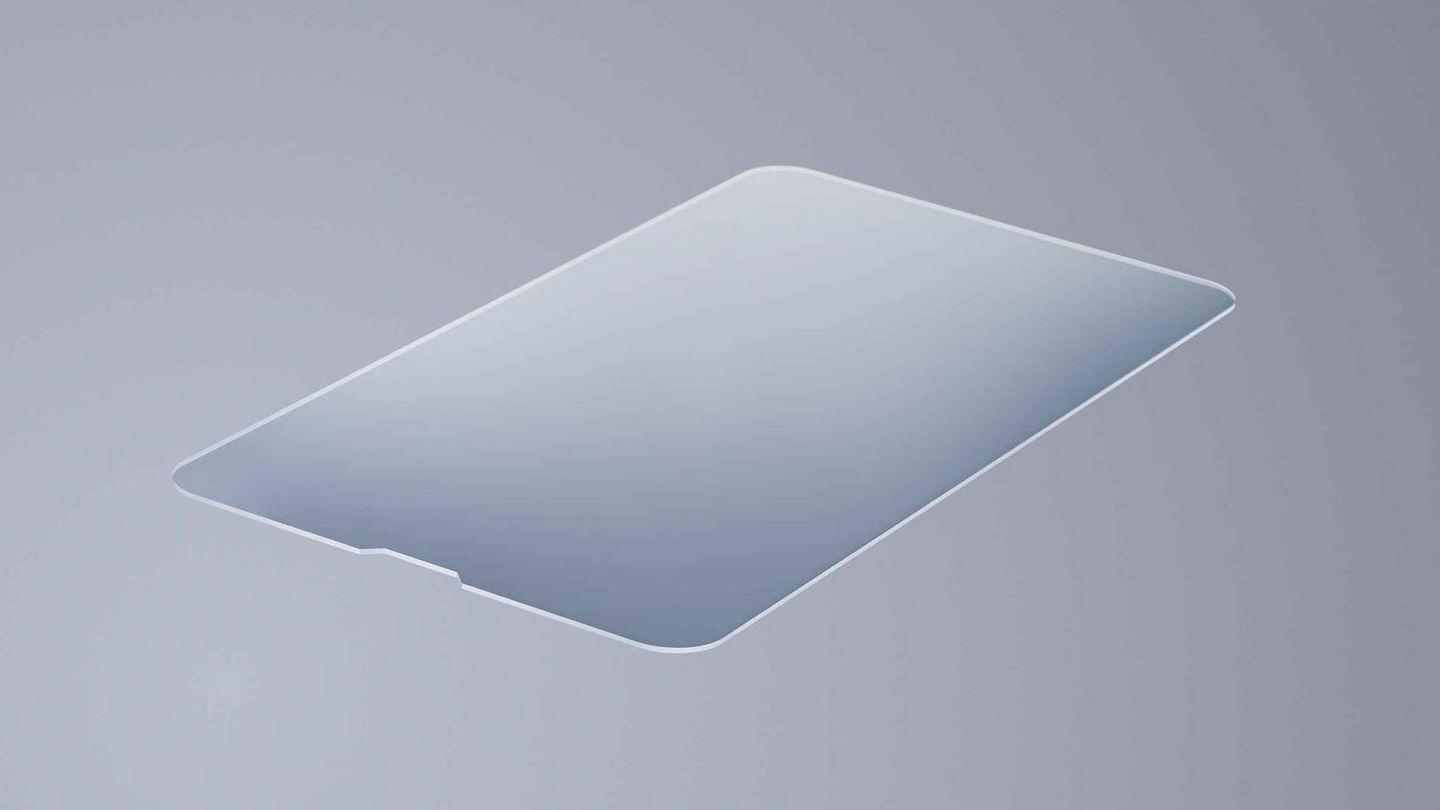
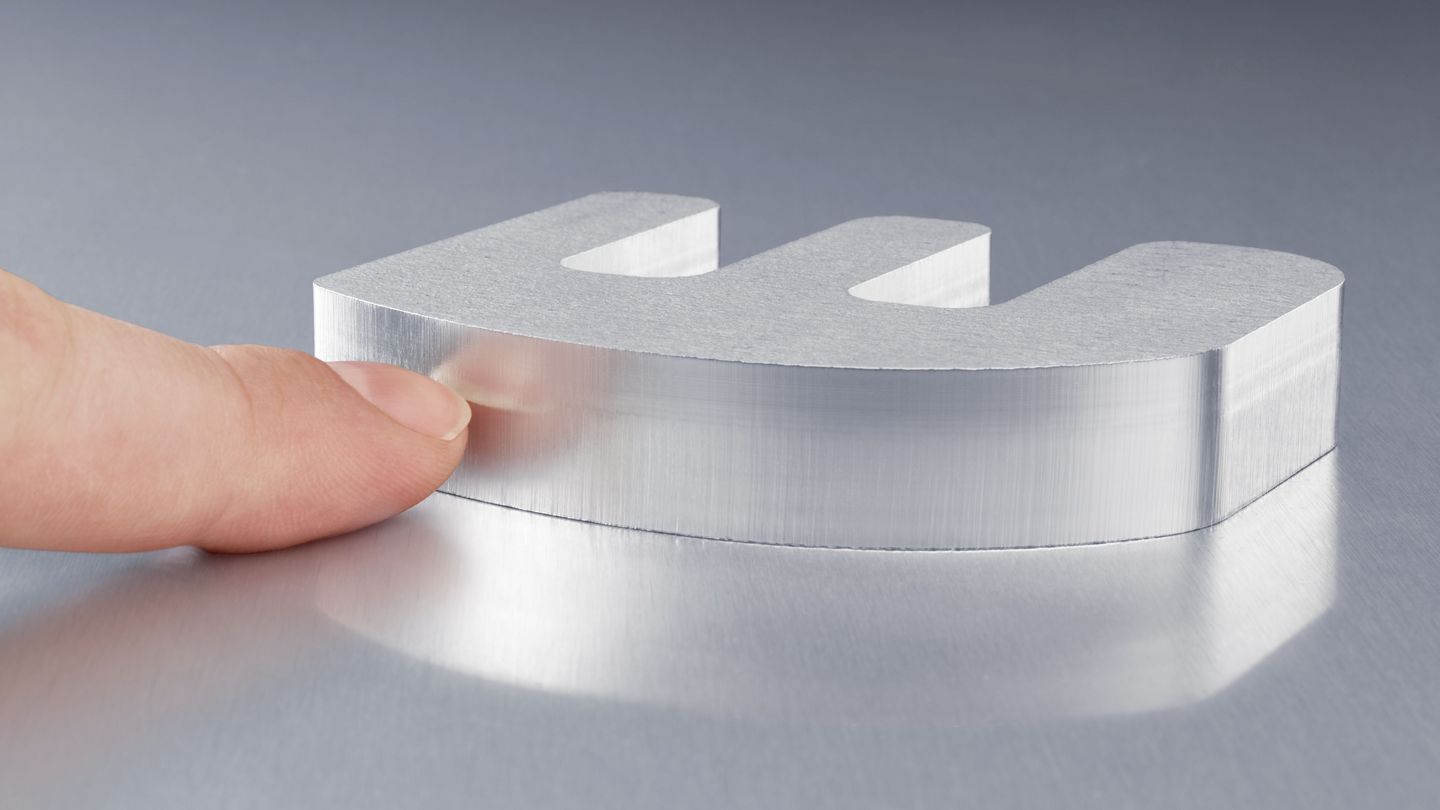
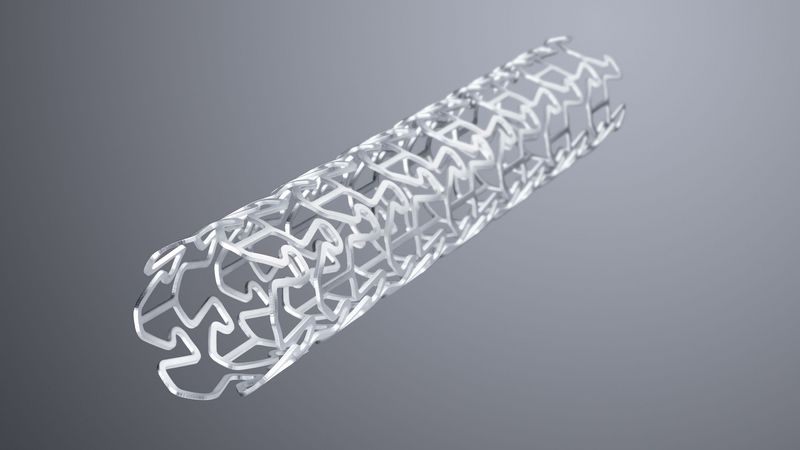
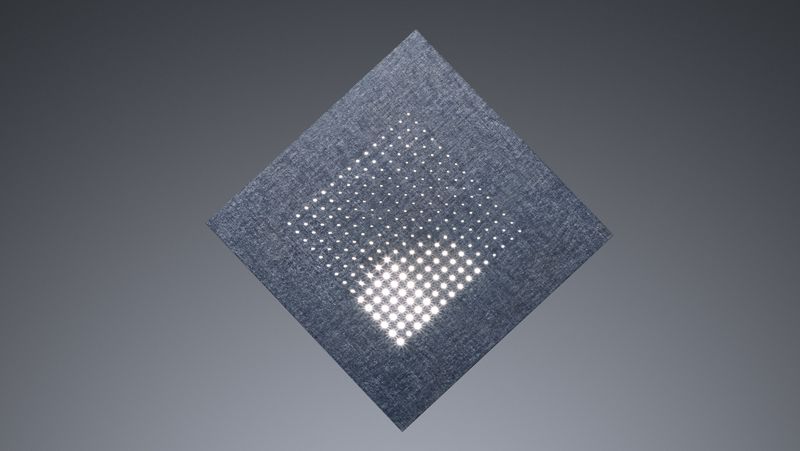
Toutes les matières couramment utilisées pour l'usinage industriel – de l'acier aux matières non métalliques telles que les matières plastiques, le verre, le bois ou la céramique, en passant par l'aluminium, l'acier inoxydable et les tôles de métal non ferreux – peuvent être découpées au laser avec un haut niveau de sûreté et de qualité. Cet outil permet de découper des épaisseurs de tôle très variables, comprises entre 0,5 et plus de 30 millimètres. Ce spectre de matières extrêmement large fait du laser la solution numéro 1 parmi les outils de refendage pour de nombreuses applications, dans les domaines métallique comme non métallique.