In 1890, Englishman Dr. George Scott patented a design for the first electric toothbrush. His success was limited since most people considered the device to be too expensive and bothersome to use. Nothing much changed until 1960, when Oral-B launched an electric toothbrush, called the Mayadent, aimed at a broader public.
Today, Oral-B is part of the U.S. conglomerate Procter & Gamble – and just about every drugstore sells electric toothbrushes. The company makes some 100,000 toothbrushes a day at its plant in Marktheidenfeld, Germany. To keep up this pace, its production engineers have to find high-tech solutions for even the smallest and simplest-looking parts.
IN AT THE DEEP END
Additive manufacturing is one of the key weapons in Procter & Gamble’s arsenal of methods for speeding up production. When TRUMPF launched its first laser-based 3D printing machine TrumaForm in 2003, Procter & Gamble was one of the few companies to see which way things were heading.
Klaus Eimann heads up laser machining and additive manufacturing in Marktheidenfeld: “We’ve been using both powder-bed-based laser metal fusion (LMF) and laser metal deposition (LMD) in our mold-making and maintenance processes since 2006.” That’s when the team of specialists started focusing on maximizing the potential benefits of additive manufacturing methods. “The new technology has always been an exciting challenge, and things don’t always work out the first time around! In the early stages we had to completely rethink the design process. We were experimenting with all sorts of things and working hard to persuade our colleagues it was the way forward. But we believed in what we were doing, and eventually our stubbornness paid off. We gained a real knowledge advantage – and now that’s helping us play a pioneering role in our industry.”

Klaus Eimann, Head of Additive Manufacturing, has been working with his tenacious team of experts to bring new technologies on board. By using LMF and LMD they save seven seconds of the cycle time. (Picture: Philipp Reinhard)

The challenge lay in this injection mold for the brush holder. The part poking out is the steel pin made using LMF and LMD. (Picture: Philipp Reinhard)
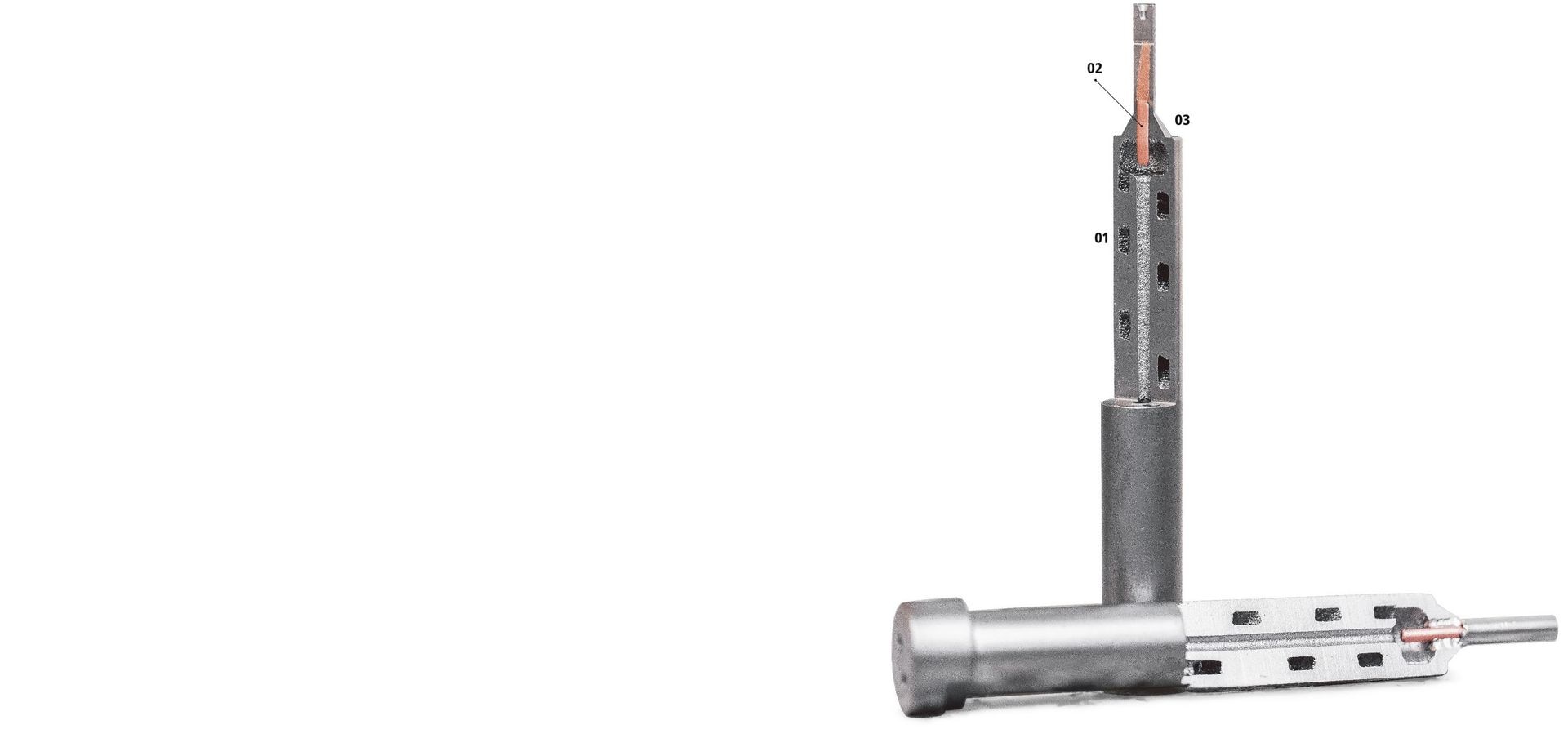
Two additive methods are used to produce the metal pin in the mold: the 3D-printed steel body features cooling channels (1) and contains a fast-cooling copper pin (2) which is built up in layers using LMD and joined to the steel body (3). (Picture: Philipp Reinhard)
EVERY LITTLE BIT HELPS
The task of optimizing the Oral-B toothbrush manufacturing process is just one area that has benefited from the Marktheidenfeld toolmakers’ expertise in LMF and LMD. Their focus was on a steel pin around eight centimeters long that is integrated in an injection mold. This mold forms the plastic section that subsequently holds the brush.
“The problem was that the steel pin took a relatively long time to cool down,” says Eimann. “The moment the plastic touched the steel, you could never be sure enough heat would be dissipated. That ended up deforming the molded plastic, which meant lots of parts had to be scrapped.”
Giving the mold more time to cool down wasn’t an option since the rapid cycle times were non-negotiable. In fact, today’s high volumes require the manufacturing process to go even faster than before. “So our job was to redesign the steel pin to make it cool down faster.”
CLEVER COMBINATION
To begin with, the tool specialists focused on the benefits offered by LMF: namely, the ability to produce intricate designs with internally complex forms. Using powder-bed 3D printing, they built up the steel pin layer by layer, and managed to incorporate a highly efficient spiral cooling channel inside it – even though the part has a diameter of just 12 millimeters. “There’s no way we could have done that with conventional manufacturing methods,” says Eimann. Their tests showed that they could achieve a tenfold increase in the steel pin’s thermal conductivity of 27 watts per meter-kelvin (W/mk) by pumping cooling water through the spiral channels. “That was certainly good, but we still needed it to be better.”
So the experts came up with an additional solution that involved using a material with higher thermal conductivity: copper. Their calculations showed that they could cool down the steel pin within the required timeframe if they could somehow combine it with a section of copper pin at the top. However, this material is neither stable nor robust enough to cope with the heat that the mold is exposed to during injection molding. Incorporating an actively cooled area in a molded pin just three millimeters in diameter is impossible, but the engineers didn’t want to give up on copper. Might it be possible to use the fast-cooling copper while somehow keeping it stable enough, they wondered?
The breakthrough came when they brought the second additive method – laser metal deposition, or LMD – into the equation. First, they inserted the copper pin inside the 3D-printed steel cast pin. Then the experts created a stable and seamless bond by encasing both pins in tool steel using laser metal deposition. The result was a piece without obvious joints that looks like it has been cast from a single mold. Now the new cast pin has efficient spiral cooling channels and a copper core that quickly and evenly dissipates the heat of the injection molding process from the plastic. The production team that makes the brushes is pleased with the results. “Our expertise and many years of experience with LMF and LMD guided us to an unusual but efficient solution. We managed to reduce the cycle time by seven seconds and keep scrap rates down to just a few parts per thousand.”

Klaus Eimann has been working with his tenacious team of experts to bring new technologies on board. Now they have acquired the expertise they need to play a pioneering role in the industry. (Bild: Philipp Reinhard)