玻璃切割中,雷射遠勝於傳統的機械工藝。在用機械進行玻璃切割時,只有透過極低的速度方可避免因微裂紋和應力造成的結構性損傷;而雷射則憑藉無接觸式加工達成明顯更短的加工時間。此外,傳統製程中機械部件的磨損導致其需要定期保養,以便始終保持良好的加工部件品質。而雷射器卻無需如此。
玻璃加工
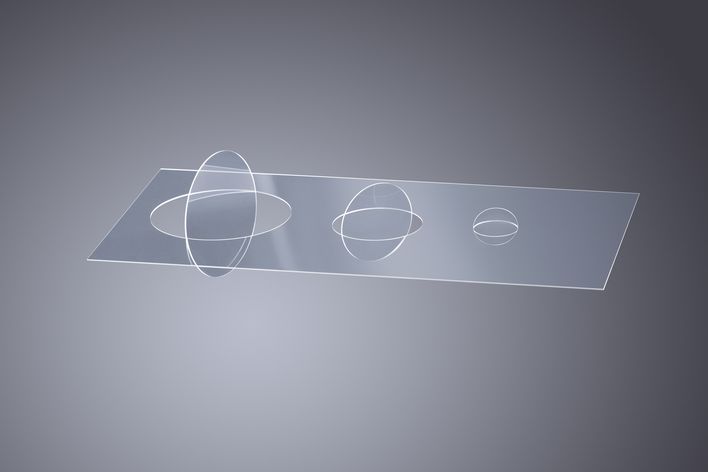
超短雷射脈衝特別適合用於玻璃切割,其基於極高的峰值強度,可順利加工玻璃,同時還確保極高的切割品質。除光源外,優質的光束成形裝置也十分重要。沿著光束軸的光束成形裝置是最新光學技術發展的實例,其能夠在玻璃切割過程中確保最佳製程速度以及隨之而來的經濟性。TRUMPF 的超前研發還據此成就了三維光束成形裝置,其能夠按照透明材料的要求完美定制光束。
未經改造的傳統雷射光束會將大部分強度集中於焦點內,這意味著它遠遠超出材料的蝕刻閾值。此方式會浪費大量能量。光束成形裝置的基本原理是找到理想的光束強度分佈方式,以此改善流程效率。光束強度相對均勻地分佈於光束軸上,這有別於將大部分強度集中在光束焦點內的很小空間上,從而達到更高的效率。由此,雷射束的進給(以及相應的製程經濟性)得到成倍提升,可達每秒 1 米甚至更多。
綜述:適當選擇雷射參數(例如脈衝能量、脈衝重疊率與重複率)可避免產生微裂紋,從而省去繁瑣的後續工作。
| 材料 | 玻璃 |
| 傳統製程 | 機械式,化學腐蝕 |
| 挑戰 | 加工損傷少 |
| 雷射器 | TruMicro 6020 HE |
| 波長 | 1030 nm / 515nm |
| 加工頭系統 | TOP Cleave |
| 最大脈衝能量 | 2mJ / 突發脈衝波模式下可達 8 mJ |
| 速度 | 100 - 1000 mm/s 視製程與幾何形狀而定 |
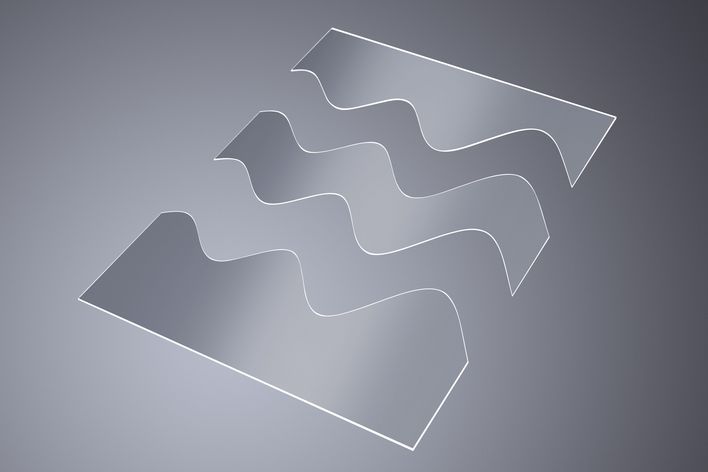
| 優勢 | 透過無接觸式加工實現了低損加工、省去了後續工作且模具不會有磨損,還可加工任意幾何形狀,所需修正也極少還兼具靈活性 |
產品


連絡人