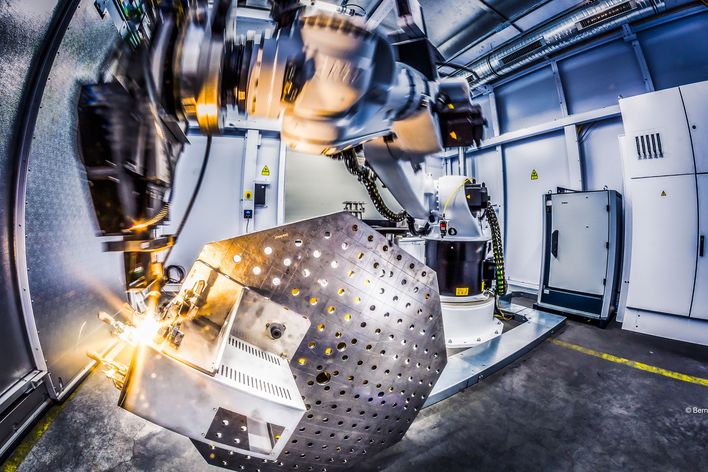
1) You spend a lot of time welding one component
Laser welding impresses with a much greater process speed compared with conventional welding processes. For example, MAG welding of a 60-centimeter-long weld seam in one-millimeter thick structural steel takes around 59 seconds. A laser can do this on the same machine in just under four seconds. The processing time you save is great for your component costs. After all, with every minute, the machining, operating, and personnel costs mount up.
2) You use a lot of grinding disks every year
Keyword – reworking: with conventional welding methods, you have to spend a lot of time and effort post-processing many components. This too costs time, ties up personnel, and means you use up a significant number of grinding disks. As reworking is often completely redundant in the case of laser welding, or can be reduced significantly at the very least, these types of time and cost-consuming processes are a thing of the past.
3) Optically, your components must meet a high standard
When manufacturing visible parts, lasers achieve seams of the highest quality. Heat conduction seams, for example, produce smooth optically high-quality surfaces that usually do not require mechanical rework.
4) Your component accuracy requirements are high
The laser brings energy very specifically into the component and thus has a much lower heat input compared to arc welding. Therefore, the welded components almost never become distorted. It is often no longer necessary to level the component afterwards.
5) You want to implement complex seam geometries
You have considerably more processing freedom with laser welding compared with conventional welding processes. Using a laser, you can implement complex types of seams which cannot be realized with conventional welding processes: lap seams or a concealed t-joint, for example. This works in most cases, even if the component areas that require processing can only be accessed from one side.