Cele mai multe piese îndoite sunt fabricate prin procedeele și metodele de îndoire liberă, îndoire în matriță, precum și fălțuire și aplatizare. Toate acestea funcționează conform aceluiași principiu: un poanson apasă piesa brută în ștanța matriței. De aceea, mașinile de îndoit care utilizează procedeele și metodele menționate mai sus, sunt denumite prese de îndoit. Pe lângă mașinile de îndoit cu ștanță, TRUMPF oferă mașini de îndoit prin pivotare.
Îndoire - procedee și metode
Îndoire liberă
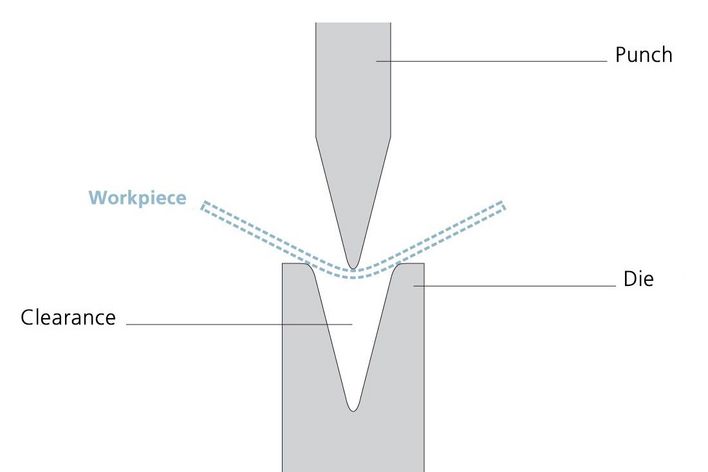
La îndoirea liberă, poansonul apasă piesa brută în matriță, fără a o presa de pereții ștanței. În timp ce poansonul se deplasează în jos, laturile piesei se îndoaie în sus, fiind astfel generat unghiul. Cu cât poansonul împinge mai adânc piesa în matriță, cu atât mai ascuțit devine unghiul. Între poanson și matriță rămâne astfel un spațiu liber. Îndoirea liberă este considerată un procedeu dependent de cale, deoarece fiecare unghi necesită o cale definită. Modulul de comandă al mașinii calculează această cale și, simultan, forța de presare aferentă. Calea și forța de presare depind de scule, precum și de caracteristicile materialului și ale produsului (unghi, lungime).
Îndoire în matriță
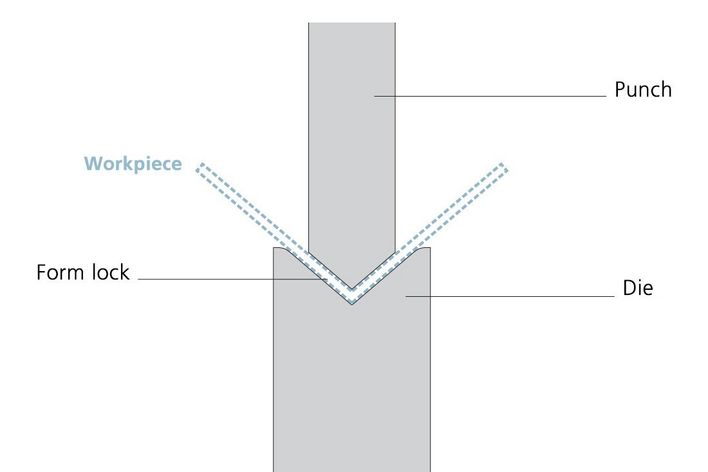
La îndoirea în matriță, poansonul presează complet piesa brută în matriță, astfel încât între matriță, piesă și poanson nu mai rămâne niciun spațiu liber. Acest procedeu este denumit închidere bazată pe formă. Poansonul și matrița trebuie să se potrivească exact. De aceea, pentru fiecare unghi și fiecare formă este necesar un set de scule propriu. Dacă piesa brută este complet presată în interior, poansonul nu se mai poate deplasa în jos. Cu toate acestea, modulul de comandă al mașinii crește suplimentar puterea de presare până când este atinsă valoarea specificată. Astfel, presiunea aplicată la nivelul piesei crește, aceasta preluând ulterior contururile de la poanson și matriță. Unghiul se stabilizează sub presiunea înaltă, astfel încât arcuirea de readucere este eliminată aproape complet.
Fălțuire și aplatizare
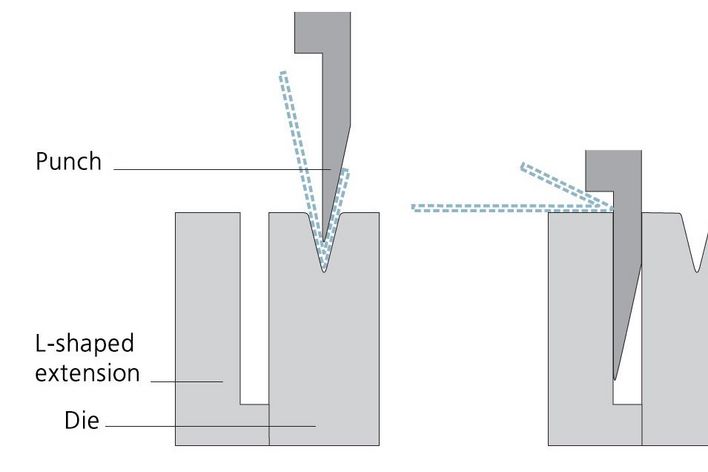
Muchiile tablei sunt adesea încovoiate complet, de exemplu, la marginile cutiilor, laturile îndoite devenind paralele. Acest lucru conferă o stabilitate mai mare piesei finisate sau creează o protecție a muchiei. De asemenea, falțurile sunt utilizate în mod frecvent pentru a permite atașarea ulterioară a altor elemente la nivelul acestora. Fălțuirea și aplatizarea se realizează în două etape. În prima etapă, operatorul efectuează în prealabil îndoirea la un unghi de 30°. Ulterior, acesta reintroduce piesa și îndreaptă unghiul. La fălțuire, între cele două laturi îndoite rămâne o fantă. În cazul aplatizării, laturile sunt presate complet una față de cealaltă. Astfel, fălțuirea este un procedeu dependent de cursă, spre deosebire de aplatizare, care este un procedeu dependent de forță.

Îndoire prin pivotare
Cadrul de îndoire integrat în mașină este alcătuit dintr-un profil în C, pe care sunt montate scula inferioară și scula superioară de îndoire. La îndoire, profilul în C se deplasează în sus și în jos, respectiv efectuează o mișcare eliptică redusă - pivotarea. Mașinile de îndoire prin pivotare funcționează semiautomat și se remarcă în special prin rapiditate și flexibilitate, chiar și în cazul unor cantități mici. De asemenea, tehnologia de îndoire prin pivotare permite îndoirea în mod productiv a unor raze de dimensiuni diferite la nivelul unei componente, cu aceeași sculă.


Contact