Abseits der Glasfassaden des Mutterhauses tüfteln Mitarbeiter des Bereichs Additive Manufacturing von TRUMPF in einem eigenen Denkraum an Strategien und Möglichkeiten, die Zukunftstechnologie produktiver und somit für eine breitere Anwendergruppe attraktiver zu machen. Denn, obwohl in aller Munde und bei der Kleinserienfertigung und im Prototyping bereits vielfach im Einsatz, sind generative Fertigungsverfahren bei der Bearbeitung von Metall noch weit davon entfernt, auch in kleineren und mittleren Betrieben etablierte Technologien zu ergänzen. Das Verfahren muss robuster, reproduzierbarer und wirtschaftlicher werden.
Um die Kosten pro Bauteil signifikant zu reduzieren drehen die TRUMPF Experten an mehreren Stellschrauben. So sorgt beispielsweise das maschinenübergreifende Konzept mit externem industriellen Pulver- und Teilehandling für eine bessere Maschinenauslastung und die Steigerung der Produktivität. Aber auch Konzepte mit Automatisierungsgrad tragen dazu bei, dass die Bauteilkosten sinken.
Strukturierte Analyse
Entscheidende Verbesserungen bringt jedoch die richtige Belichtungsstrategie. Strukturiert nach Branchen und Anwendungen, Bauteilgeometrie, Material und Kosten haben Damien Buchbinder und Florian Krist, beide Produktmanager Additive Manufacturing bei TRUMPF eine Vielzahl von Belichtungsstrategien untersucht. Sie analysierten alle denkbaren Möglichkeiten auf ihr Potenzial, die zu erwartenden Kosten, den Nutzen für einzelne Anwendungen und ihre technische Umsetzbarkeit. „Zu Gute kam uns dabei, dass TRUMPF über fundiertes Laser und Optik-Know-how verfügt. Neben Simulationen, die wir selbst gefahren haben, konnten wir unsere Analysen aufgrund zahlreicher bestehender Entwicklungskooperationen von Experten verifizieren lassen“, erklärt Krist.
Dicke Rolle oder feiner Pinsel?
Im Fokus der Belichtungsstrategie stehen Optik und Strahlquelle. Sie entscheiden nicht nur über die Schnelligkeit des Verfahrens, sie haben auch einen signifikanten Einfluss auf die Bauteilqualität. Entscheidende Parameter sind: Das Verhältnis von Laserleistung, Leistungsdichteverteilung, dem Strahldurchmesser, der Strahlanzahl sowie der Spurabstand zwischen den Strahlen. Und hier beginnt das Dilemma, wie Damien Buchbinder erklärt: „Stellen Sie sich vor, Sie haben zum Auftrag von Farbe die Wahl zwischen einer Malerrolle und einem feinen Pinsel. Mit einer Rolle, lässt sich viel Farbe auf einmal auftragen, allerdings nicht sonderlich genau. Mit einem feinen Pinsel dauert der Farbauftrag länger, ist dafür aber exakt.“ Farbe, das ist bei Additive Manufacturing die Laserleistung.

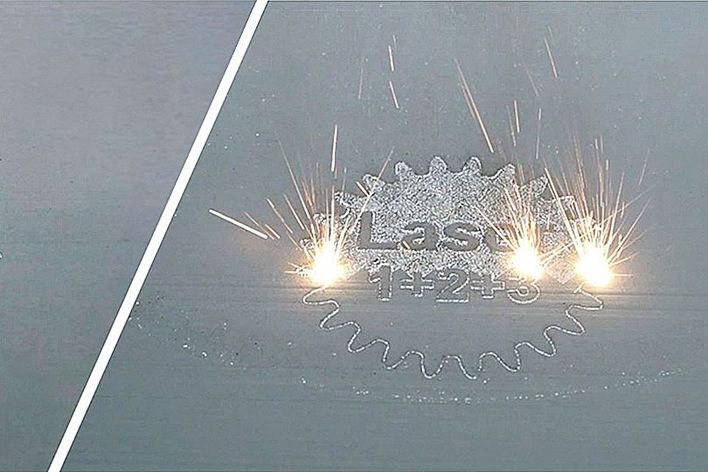
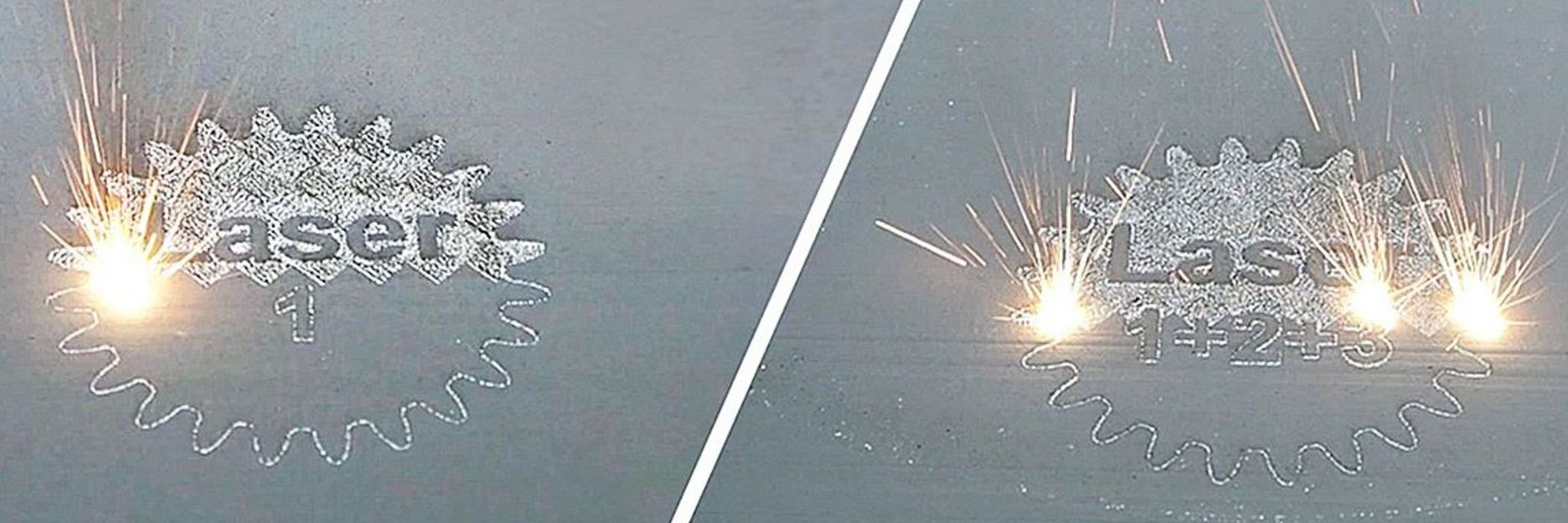
Ein Demonstrator der TruPrint 5000 wurde auf der formnext 2016 vorgestellt. Wie alle 3D-Drucker von TRUMPF arbeitet sie mit scannergeführten Faserlasern. Allerdings verfügt die neue Maschine nicht nur über einen Laser: sie ist mit drei 500 Watt-Strahlquellen ausgestattet und somit die erste TRUMPF Anlage für die generative Fertigung, die mit dem Multilaserprinzip arbeitet. Das Besondere an der Entwicklung: Alle drei Laser sind in einer von TRUMPF speziell konstruierten Optik so angebracht, dass sie entweder mehrere Bauteile im Bauraum zeitgleich parallel belichten können, oder gemeinsam bis zu dreifach schneller ein einzelnes. Die Laserleistung ist so angelegt, dass sich eine Vielzahl von Werkstoffen mit einem Maximum an Produktivität bearbeiten lassen. Zusätzlich zu dieser Flexibilität, sind die Strahldurchmesser von 100 bis 500 µm frei wählbar. Das sichert ein Höchstmaß an Bearbeitungsqualität und gibt Anwendern die Möglichkeit, auch solche Werkstoffe zu bearbeiten, die sich nur mit einer niedrigeren Intensität spritzerarm belichten lassen.
Das Verhältnis zwischen dem Werkzeug, also Rolle oder Pinsel und der Menge an Farbe, die aufgetragen wird, ist quasi die Laserleistungsdichteverteilung. Egal wie groß oder klein das Werkzeug ist – hier der Laserstrahl – es muss stets eine gewisse Laserleistungsdichte bereitgestellt werden, damit das Pulver aufgeschmolzen werden kann. „Diese Anforderung lösen wir mit einer Belichtungsstrategie. Sie berücksichtigt, dass zur Bearbeitung unterschiedlicher Materialien unterschiedliche Aufschmelzenergien und Laserintensitäten eingesetzt werden müssen. Der Anspruch an Detailgenauigkeit und Bearbeitungsgeschwindigkeit entscheiden über Laserleistung, Laserdichte und Brillanz“, sagt Buchbinder.
Stand heute das Beste
Die Gegenüberstellung der Ergebnisse der Analyse von Buchbinder und Krist zeigt zusammenfassend eines: Es gibt derzeit noch keine allgemeingültige Formel, die für alle Materialien, Geometrien und Branchen optimal funktioniert. Nicht alles was theoretisch perfekt wäre, lässt sich mit vorhandener Technik heute bereits realisieren, und nicht alles was funktionieren würde, macht aus dem Blickwinkel der Kosten-Nutzen-Betrachtung auch Sinn. Die nach dem jetzigen Stand der Technik beste Lösung hat TRUMPF im Demonstrator TruPrint 5000 umgesetzt. „Für diese Maschine haben wir uns für eine universal geeignete Belichtungsstrategie entschieden. Sie ist perfekt für viele verschiedene Anwendungen“, erklärt Buchbinder und fährt fort „Aber natürlich heißt es beim Thema Additive Manufacturing „dran bleiben“, denn mit der Weiterentwicklung von Lasern und Optiken gibt es auch immer neue Möglichkeiten beim Thema Belichtungsstrategie.