Laserele sunt superioare proceselor mecanice convenționale în tăierea sticlei. În timp ce tăierea mecanică a sticlei poate fi realizată numai la viteze foarte mici pentru a evita deteriorarea structurală cauzată de microfisuri și tensiuni, laserele realizează timpi de prelucrare semnificativ mai rapizi datorită prelucrării fără contact. În plus, uzura componentelor mecanice din procesele convenționale necesită o întreținere regulată pentru a garanta o calitate constant ridicată a componentelor de producție. Acest lucru nu se întâmplă în cazul laserelor.
Prelucrarea sticlei
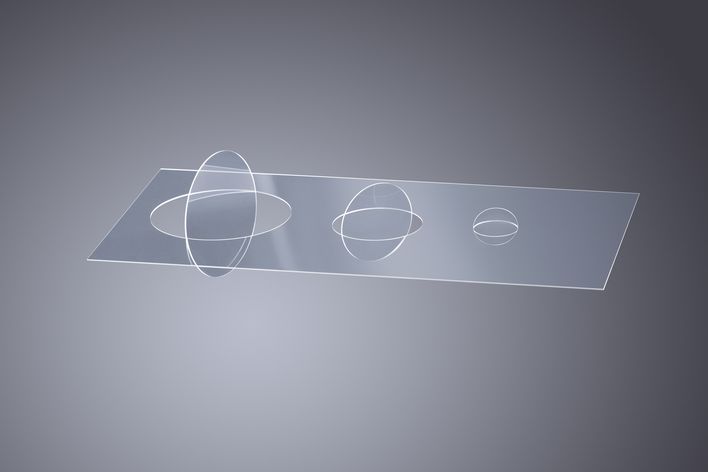
Impulsurile laser ultrascurte sunt deosebit de potrivite pentru tăierea sticlei. Datorită intensităților de vârf foarte mari ale acestora, acestea pot prelucra cu ușurință sticla și pot obține o calitate de tăiere extrem de ridicată. Pe lângă sursa de radiație laser, modelarea optimizată a fasciculului este, de asemenea, extrem de importantă. Modelarea fasciculului de-a lungul axei fasciculului este un exemplu al celor mai recente evoluții în tehnologia optică, ce permite o viteză optimă a procesului și eficiența economică implicită în tăierea sticlei. Dezvoltarea avansată a TRUMPF a cucerit astfel cea de-a treia dimensiune a modelării fasciculului, care permite ca fascicululul să fie perfect adaptat la cerințele materialului transparent.
În cazul unui fascicul laser clasic nemodificat, mare parte din intensitate se află la nivelul focarului, și anume mult peste pragul de ablație al materialului. În acest fel, se risipește o cantitate mare de energie. Principiul de bază al modelării fasciculului este de a identifica o distribuție optimă a intensității fasciculului, în vederea îmbunătățirii eficacității procesului. În locul concentrării celei mai mari intensități într-un spațiu foarte mic al focarului fasciculului, intensitatea acestuia este distribuită relativ uniform pe axa sa, pentru a atinge o eficacitate maximă. Drept rezultat, avansul fasciculului laser (și, astfel, rentabilitatea procesului) poate fi îmbunătățit prin mai multe ordine de mărime până la 1 metru pe secundă sau chiar mai mult.
Rezumat: prin selectarea corespunzătoare a parametrilor laser, ca de exemplu, energia impulsurilor, rata de suprapunere a impulsurilor și rata de repetare, poate fi prevenită apariția microfisurilor, fiind astfel eliminate lucrările de prelucrare ulterioară costisitoare.
| Material | Sticlă |
| Procedeu convențional | Gravare mecanică, chimică |
| Provocare | Prelucrare cu nivel scăzut de deteriorare |
| Laser | TruMicro 6020 HE |
| Lungime de undă | 1030 nm / 515nm |
| Sistem optic | TOP Cleave |
| Energia max. a impulsului | 2mJ / până la 8 mJ în modul rafală |
| Viteză | 100 - 1000 mm/s în funcție de procedură și geometrie |
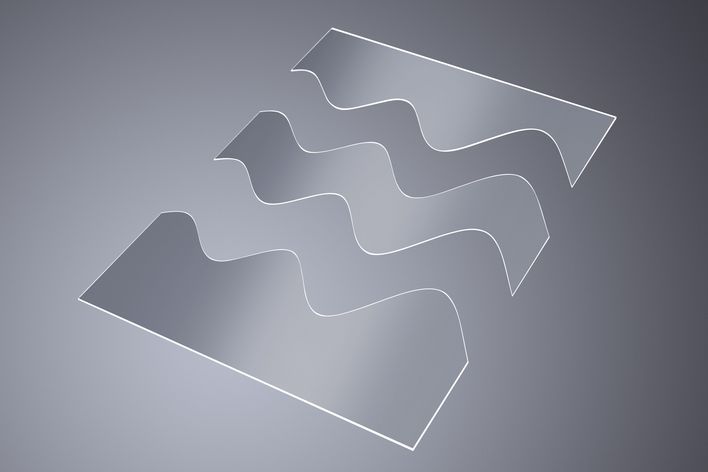
| Avantaj | Prelucrare cu nivel scăzut de deteriorare; fără prelucrare ulterioară; fără uzura sculelor, grație prelucrării fără contact; poate fi realizată orice geometrie, în funcție de necesități, cu un nivel minim de corecție; flexibilitate |
Produse


Contact