Laser arbeiten extrem schnell und extrem genau. Das wird inzwischen als fast selbstverständlich wahr angenommen. Und das ist es im Grunde auch. Laser arbeiten wirklich extrem schnell und extrem genau. Zumindest, wenn es gelingt, entsprechend genaue Optiken zu wirtschaftlich vertretbaren Preisen herzustellen. Laser haben deshalb mit den Ideen der Anwender schrittgehalten, weil das bisher immer gelang.
Schmaler Schnitt, mehr Fläche
Doch die Ideen werden immer anspruchsvoller. In der Mikroelektronik beispielsweise gewinnt die Idee, Ultrakurzpulslaser anstelle von Diamantsägen einzusetzen, immer mehr Freunde. Das kann die nutzbare Fläche auf einem Wafer mit LEDs deutlich erhöhen. Der Laser mit seinem feinen Fokus begnügt sich mit einem Schneidspalt von weniger als 20 Mikrometern.
Und weil der Laser mikrometergenau arbeitet und die Kanten kaum beeinflusst, ist prinzipiell weniger Sicherheitszugabe an den Kanten jeder LED nötig. So passen mehr und kleinere LEDs auf die gleiche Waferfläche. Zudem kann eine Scannerlösung mit mehreren, parallel arbeitenden Strahlen um ein Zehnfaches schneller arbeiten als mechanische Sägen.
Kann … könnte. Denn in dem Maß, in dem Forscher und Anwender vor einigen Jahren begannen, sich für ein solches Verfahren zu interessieren, wuchs auch die Zahl der Fragezeichen. Eines der Forschungsprojekte, die sich mit diesen Fragezeichen auseinandersetzten, war das Verbundprojekt Semilas des Bundesministeriums für Forschung und Bildung.
Das Projekt hatte zum Ziel, ein industrielles Verfahren und die technischen Grundlagen für eine entsprechende Anlage zu entwickeln. Gemeinsam mit Osram, dem Maschinenhersteller Kugler, Topag – einem Hersteller von diffraktiven Optiken (DOE) zur Strahlteilung – und einem Laserhersteller zählte der Spezialist für Optiksysteme Ingeneric zu den Projektpartnern. Denn eines der wesentlichen Fragezeichen stand hinter der Optik.
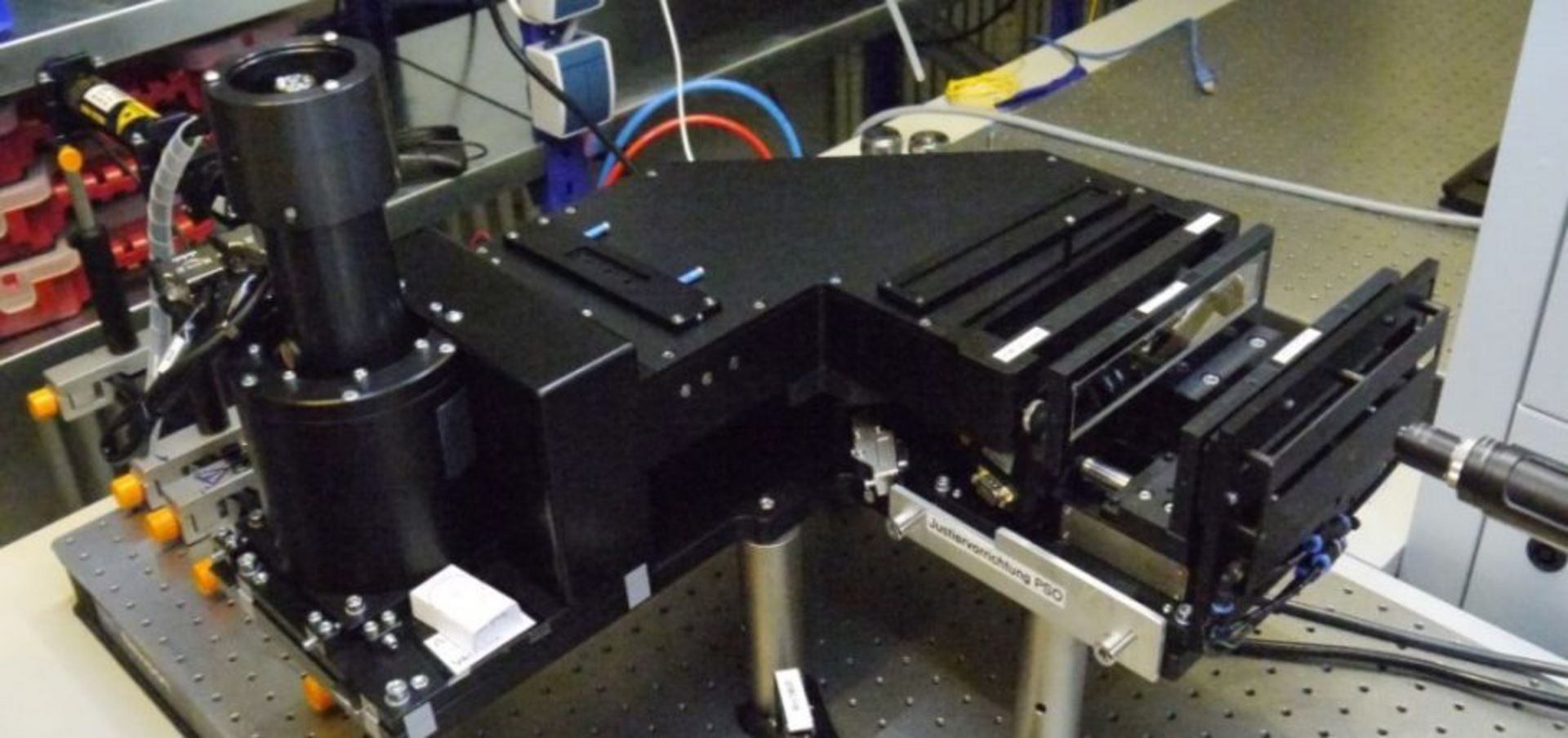
Set-up für den Performance-Test der PSO-Baugruppe.
Bild: Ingeneric
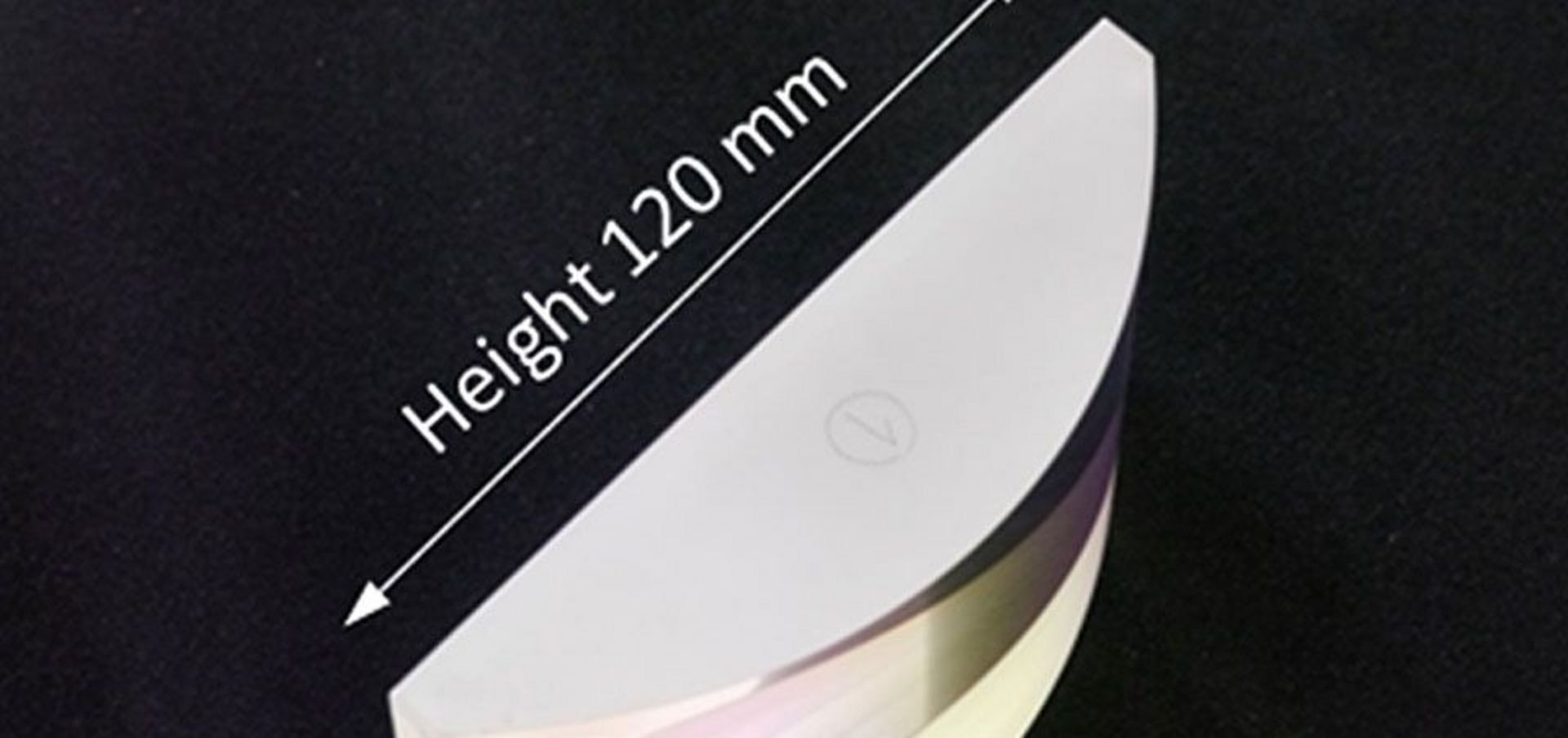
Die großformatigen Azylinder weisen extreme Aspektverhältnisse der Aperturen mit jeweils großer Höhe von 120 Millimeter und Länge von 180 Millimeter auf.
Bild: Ingeneric
Im Fokus: ein LED-Wafer
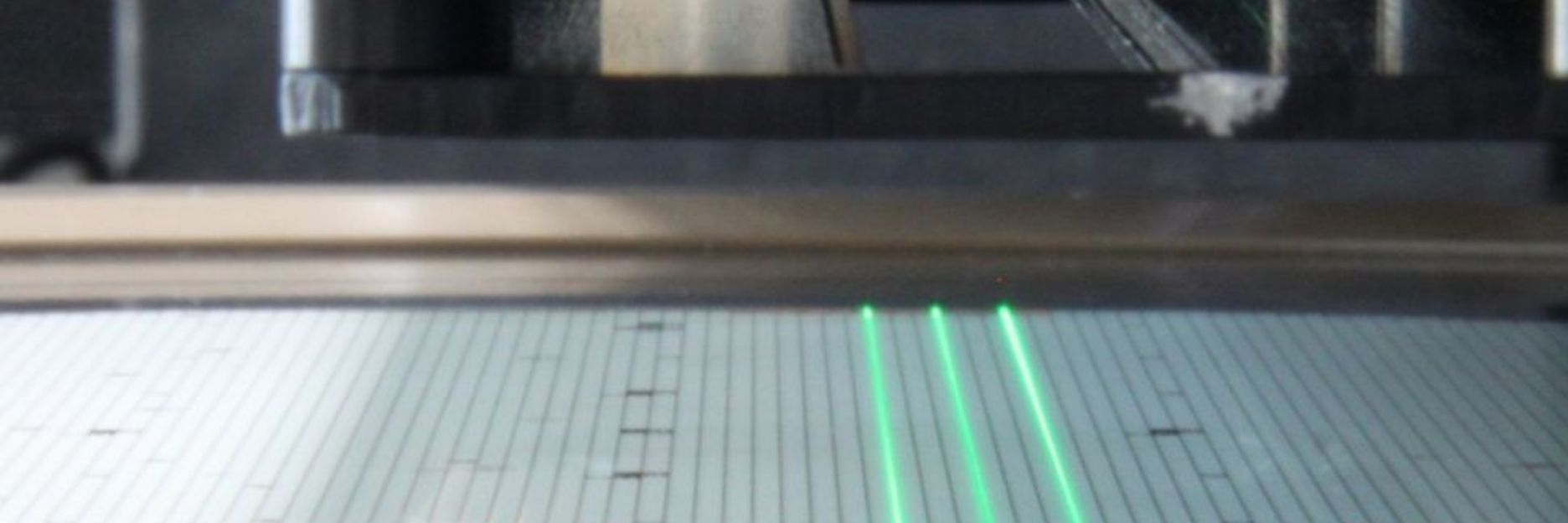
Das Konzept sah vor, das Licht der Strahlquelle in drei Teilstrahlen aufzuteilen und mit mehr als 40 Millimeter Arbeitsabstand über eine Scanlänge von 154 Millimetern gleichmäßig abzubilden. Der Fokus sollte dabei kleiner als zehn Mikrometer sein und die Scanbahnabweichung weniger als zwei Mikrometer betragen.
Das alles bei einer Scanlinearität unter einem Prozent und einem Telezentrierfehler unter einem Grad. Zusätzlich standen eine Variabilität des Auftreffwinkels von weniger als einem Grad und eine Zoomfunktion zwischen 0,3 und zwei Millimetern für das Rastermaß zwischen den Teilstrahlen auf der Wunschliste.
Vielversprechend erschien zunächst der Ansatz, mit einer Anamorphotischen F-Theta-Optik mit Freiform-Korrekturoptik zu arbeiten. Sie korrigiert die Scannlinienverzeichnung. Allerdings leidet die Fokussierbarkeit darunter. Das hätte man noch in Kauf nehmen können.
Aber bei der angestrebten Brennweite machte zusätzlich die Kompensation des Pyramidalfehlers Probleme, der durch das Polygon eingebracht wird. So ergeben sich je nach Position der Teilstrahlen auf dem Ziel starke Abweichungen, die auch die Freiformoptik nicht korrigieren kann. Abgesehen davon ließen sich die gewünschten Rasterabstände nicht verwirklichen.
Ein Azylinder als Optik
Ingenieric schwenkte um und kam zu dem Schluss, dass eine Optik nicht alle Kriterien erfüllen kann. Deshalb entschied das Entwicklerteam schließlich Einschränkungen bei Rastervariabilität und Arbeitsabstand als geringste Abweichung gegenüber den Spezifikationen in Kauf zu nehmen.
Ehe sich das finale Konzept umsetzen ließ, galt es jedoch noch eine weitere Hürde zu nehmen. Ein wesentliches Bauteil der Optik war zu diesem Zeitpunkt in der nötigen Qualität auf dem Markt nicht erhältlich: Um die rechteckigen Scanfelder in der geforderten Größe und mit dem geforderten großen Aspektverhältnis zu realisieren, planten die Entwickler einen Azylinder mit 180 Millimetern Länge als „Linse“ in die Optik ein.
Die angestrebte Schnittgenauigkeit von wenigen Mikrometern stellt jedoch Anforderungen an die Abbildungsgenauigkeit, die zu dem Zeitpunkt nur mikroskopische – also nur wenige Millimeter lange Azylinder erfüllen konnten. Im nächsten Schritt suchte Ingeneric einen Weg, solche Azylinder selbst zu fertigen. Bedingung dabei war, dass sich der gewählte Prozess potenziell auf industriellen Maßstab skalieren lässt. Anderenfalls könnte alleine dieses Stück Glas die künftige Wirtschaftlichkeit des gesamten Trennverfahrens in Frage stellen.
Die PSO im Einsatz
Ihren Performance-Test absolvierte die fertige PSO-Baugruppe auf zwei Prüfeinheiten mit verschieden großen Abbildungsmaßstäben. Rasterabstand, Scanlinearität und Scanbahnverzeichnung wurden über die gesamte Scanlänge in einem Bildfeld von 173 Millimeter und 9,0 Mikrometer Auflösung ermittelt. In einem Bildfeld von 160 Mikrometer und 0,4 Mikrometer Auflösung erfolgte die Auswertung der Fokusgröße an verschiedenen lateralen und axialen Positionen. Das Ergebnis: Die Optik arbeitet hoch präzise. Diese Präzision bewies die Optik auch in praktischen Tests an optischen LED-Wafern mit sechs Millimetern Durchmesser.
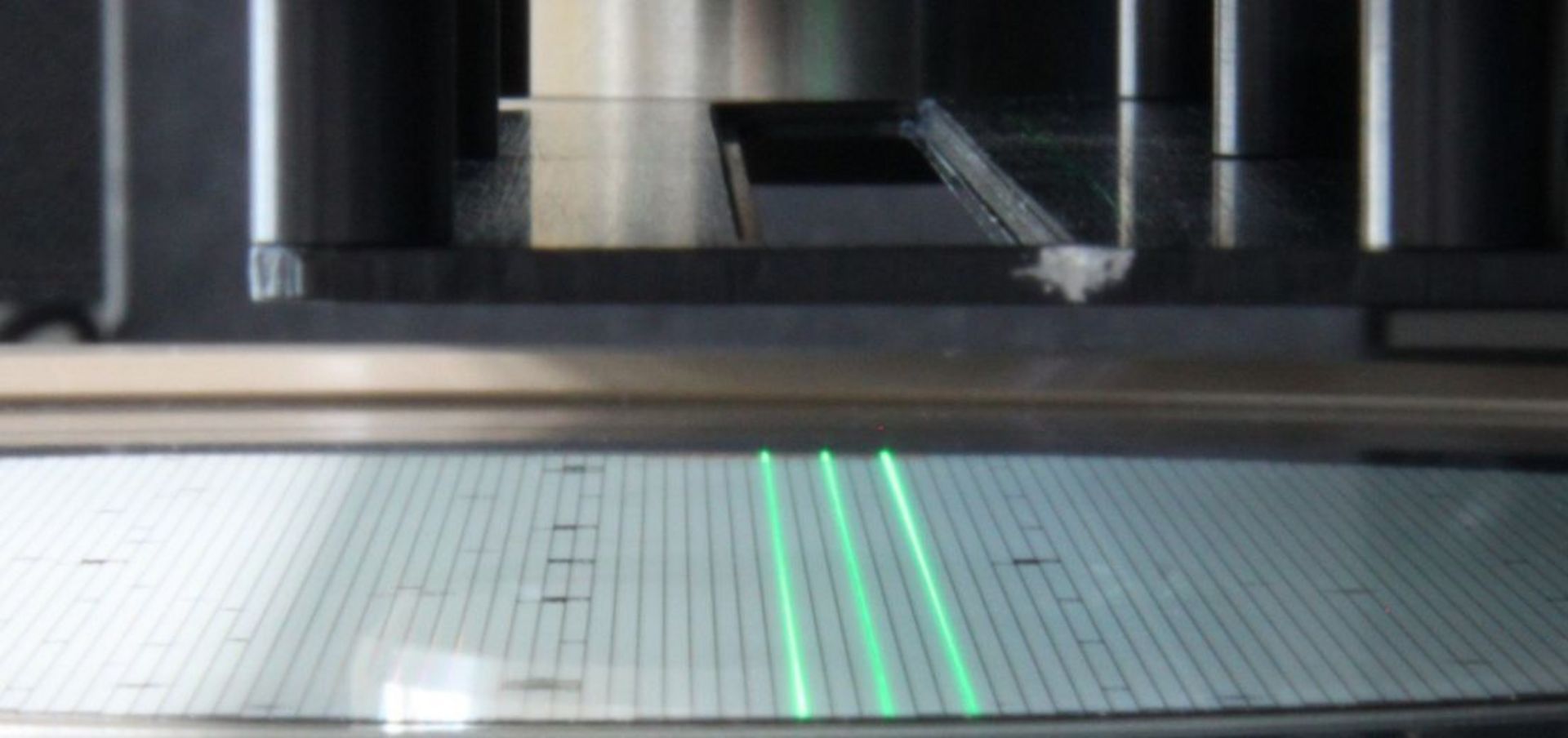
Das Licht der Strahlquelle wird in drei Teilstrahlen aufgeteilt und mit mehr als 40 Millimeter Arbeitsabstand über eine Scanlänge von 154 Millimetern gleichmäßig abgebildet.
Bild: Osram
Basis für Neues
Ob aus dem mittlerweile abgeschlossenen Semilas-Projekt ein tatsächlich genutztes Verfahren entsteht, wird sich zeigen. Entscheidend für die parallele Prozessierung wird neben der Qualität der Optik auch die hinreichende Leistung der UKP-Laser sein, um die Pulsenergie präzise zu verteilen. Doch wie immer bei solchen Projekten erwächst ein großer Teil ihres Wertes aus den vielen erfolgreich gelösten Teilaufgaben. Mit der Konstruktion von Scanneroptiken mit großer Scanlinie beispielsweise eröffnet das neue Verfahren zur Fertigung hochpräziser makroskopischer Azylinder neue Spielräume. Es können also wieder neue, noch anspruchsvollere Konzepte mit der fast selbstverständlichen Annahme beginnen: „Laser arbeiten extrem schnell und extrem genau“.
Ein zylindrisch vorbereiteter Rohling wird mit Optikkitt auf einem Basisträger passgenau befestigt. Ein Hydrodehn- bzw. Nullpunkt-spannsystem sorgt dafür, dass auch bei den weiteren Bearbeitungsschritten Schleifen, Polieren und Messen keine Abweichungen entstehen. Beim Schleifen erfolgt ein Abzeilen quer zur Zylinderachse. Dabei ist es besonders wichtig, dass der Radius an der Schleifscheibe eingehalten wird. Rauhigkeitsspitzen und Randzonenschädigungen eliminiert im letzten Schritt die CNC-Politur. Durch zyklisches Messen, Rückspielen des Abtragvolumens und erneutes Polieren wird die Form des Azylinders der Idealkontur angenähert.



