


眾多案例,值得一觀
位於迪欽根的TRUMPF雷射應用中心面積超過4,000平方公尺,是全球最大的雷射應用中心之一。我們的應用工程師和行業專家可根據您的具體部件為您提供應用開發與優化支援——藉助我們包含多種雷射加工系統的豐富產品組合。
如今,電動車的製造幾乎只採用電解質型鋰離子電池。固態電池或其他化學組件等替代組件迄今尚未達到所需的工業成熟度。
鋰離子電池的生產是一個非常複雜和敏感的過程,牽涉的材料和能源成本非常高。因此,必須在大批量且廢品最少的情況下高效開展製造過程。電池行業的首要目標是實現高重力能量密度 (Wh/kg),從而實現高里程(續航里程),這直接反映在電動車的續航里程上。此外,還需要開發並製造出滿足汽車工業對安全性、效能與使用壽命等方面高要求的電池。 雷射作為一種工具,在加工可靠性、精度與效能方面具有突出的優勢。
在電動車中可使用三種類型或規格的鋰離子電池。所有類型的功能原理基本相同。主要區別在於設計、要求與用料。
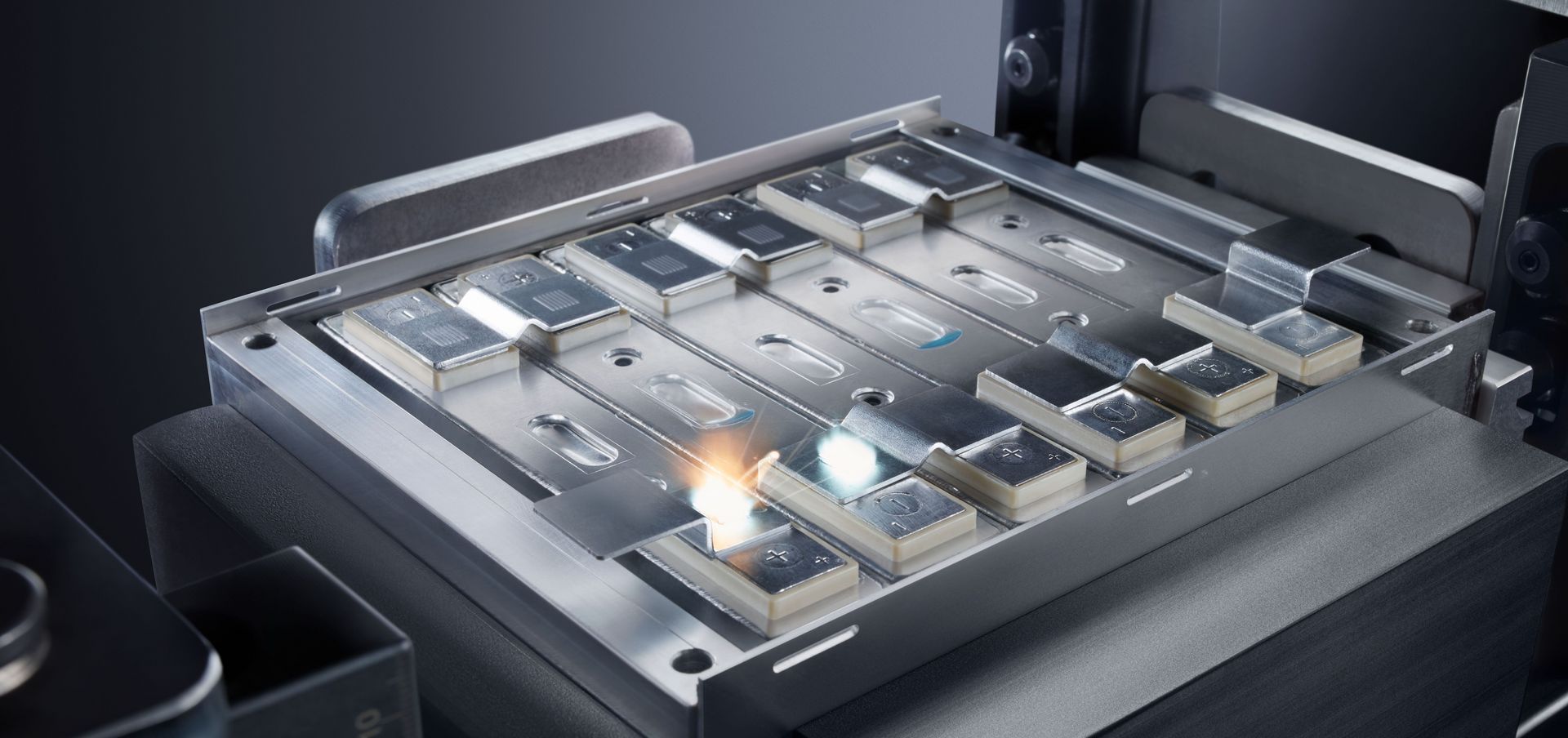
單體電池與模組或電池組透過所謂的匯流排焊接完成連接。載流導軌在此稱為匯流排。棱柱形電池或電池模組可以與相同類型的材料(Al/Al或Cu/Cu)連接,也可以與混合連接件(譬如Al/Cu)連接。建立機械方面牢固的連接十分重要,因為其承受車輛的振動和熱量。同時,必須長期確保最低電阻的電氣連接。此外,在焊接過程中應產生盡可能少的飛濺物。可重複性、最小的熱量輸入以及明確的焊入深度也起著重要作用。
電池箔切割有兩大應用領域。其中之一是「分切」; 對匯流排圈(單面或雙面塗覆的電極箔)進行連續縱向切割 或分割。該匯流排圈被切割為多個子線圈(部分)。雷射器此時處於一個固定位置;箔片一卷接一卷地連續通過雷射束。
第二個應用領域是已塗覆電極箔的輪廓切割。在此,電極(陽極/陰極)按照要求的形狀和數量切割線圈。 結合掃描雷射頭和移動軸或其他雷射器來擴大掃描場, 雷射可將電極箔切割成所需的形狀。輪廓切割的速度超過1m/s。箔片厚度(箔片和塗有活性材料的雙面塗層)在100至 250 µm之間。在這兩種應用中,TRUMPF雷射器可滿足電池製造商在切割速度、熱影響範圍、毛刺形成以及顆粒或飛濺物形成方面的高要求。
粉末鋪粉過程之後,必須對電極箔上的活性材料進行乾燥。工業級VCSEL加熱系統可以完成這一步,因為基於VCSEL陣列的雷射光源能夠以選擇性波長的定向紅外輻射非常快速且有限制地進行大面積加熱。透過縮短乾燥段,乾燥爐的占地面積大大減小,該解決方案還提高了加工速度,並節約了成本和能源。
電極箔是非常薄的銅箔和鋁箔(6-14µm厚),作為活性材料的載體箔用作陽極和陰極。箔片以堆疊或包卷的形式在各自的接觸面(30-60 層)焊接在一起,形成 一個陽極和一個陰極。使用我們的雷射器,可確保單面接觸工件。如此則可以可靠地焊接超過60張箔的堆疊,同時大幅減少飛濺物形成。
TRUMPF雷射器密封裝有電極包的棱柱形電池殼 (Can),通常由深沖電池殼(0.6- 0.8mm壁厚)組成,配備1.0-1.8mm介質密封殼蓋 (Cap)——無孔隙、無裂紋、無多餘的縫隙凸起。這種焊接工藝最為先進,採用軸導式固定加工頭,焊接速度達10-12m/min。TRUMPF的BrightLineWeld技術確保無飛濺焊接和最高的工藝穩定性。結合PFO掃描雷射頭和感應系統,還可以實現焊接速度超過25m/min的高動力解決方案。
電池模組由多個互相連接的電池組成,在模組外殼中形成一個動力單元。根據所使用的電池規格,模組外殼的功能略有不同。 通常情況下,在此使用鋁合金,有時也使用不銹鋼,它們具有中高抗拉強度。我們的高功率紅外雷射器可對其進行最高強度的焊接,無裂紋且無變形。
對於電池或電池模組,有大量利用雷射進行清潔和結構化處理的應用。這些應用從電極層開始(部分去除或結構化處理活性材料),到電池的電池外殼或模組外殼結束(粗化表面以改善附著力或去除絕緣漆、酸漬和氧化層)。對此可使用我們的各種短脈衝和超短脈衝雷射器組合。
TRUMPF雷射打標器在敏感的電池及其外殼上完全無接觸地精確打標。譬如,黑色打標可標記所有組件,具有非常高的對比度和良好的可讀性以及最高的耐腐蝕性。持久耐用也是保證部件依法可追溯和記錄的前提條件。
您想知道我們如何在電動車發展之路上為您的生產提供最佳支援嗎?作為OEM、TIER、電池製造商和整合商的工藝供應商,我們擁有豐富的專業知識,您可從中獲益。此外,我們是眾多公共和私人研究計畫的合作夥伴,我們與之共同開發電池生產的新型工藝解決方案。
無論是用於焊接銅材料的綠色波長雷射器、用於無飛濺和無孔焊接鋁和銅的射束成形雷射器(BrightLine Weld),還是用於品質保證和過程監控的特殊感應系統——TRUMPF可為電池生產提供無數創新的製造解決方案。您將受益於我們包含廣泛的束源、加工頭、感應系統和應用技術選項的工藝方案。
TRUMPF的BrighLine Weld技術是利用高功率紅外雷射器對匯流排、軟接頭、殼蓋或模組外殼進行無飛濺雷射焊接的關鍵。此外,我們的綠色波長TruDisk雷射器非常適合銅等高反射材料——平均功率高達2kW cw或脈衝功率高達400 W。由此可實現明確和恒定的焊入深度,確保可重複的過程。此外,透過熱傳導焊接,您還可以從輸入工件的最低熱量中獲益。我們的感應系統(VisionLine OCT 和焊接深度監控)是專門針對自動化和高效生產而開發的。因此,您可以始終依靠完整的記錄和可追溯性。
由於每個雷射器具有多個輸出端,我們的TruDisk Laser Design可以在分時和冗余模式下充分利用雷射器。此外,藉由我們的雷射功率調節,您還可以獲益於始終如一的工件雷射功率。
我們將自己視為您的應用顧問和開闢全新製造可能性的推動者。我們深厚的行業知識和身為雷射先驅的數十年經驗將使您受益匪淺。
獲益於專家建議和我們遍佈全球的服務網路。無論您需要的是服務還是應用開發——我們都能在本地為您提供支援。譬如,在狀態監測中,TRUMPF的服務專家與演算法會監控您的雷射器以便進行預測性維護,特別是對於敏感的大型生產線。

位於迪欽根的TRUMPF雷射應用中心面積超過4,000平方公尺,是全球最大的雷射應用中心之一。我們的應用工程師和行業專家可根據您的具體部件為您提供應用開發與優化支援——藉助我們包含多種雷射加工系統的豐富產品組合。


