ICE-Züge, Getriebeteile von Pkw und Lkw, Airbaghülsen, Herzschrittmacher – auf Laserschweißnähte und -schweißpunkte trifft man an den unterschiedlichsten Stellen. Denn kaum ein Werkzeug ist vielseitiger einsetzbar als der Laser: Mit ihm lassen sich sehr schnell feine Schweißpunkte von einem Millimeter Durchmesser sowie meterlange, tiefgeschweißte Nähte fertigen. Dabei entstehen bei minimalem Verzug sehr schlanke Nahtgeometrien mit einem großen Tiefe-Breite-Verhältnis. Laser schweißen sowohl Werkstoffe mit hoher Schmelztemperatur als auch mit hoher Wärmeleitfähigkeit. Aufgrund der kleinen Schmelze und der kurzen, steuerbaren Schmelzdauer können sie teilweise sogar Werkstoffe verbinden, die sonst nicht oder nur schwer schweißbar sind. Bei Bedarf werden Zusatzwerkstoffe verwendet.
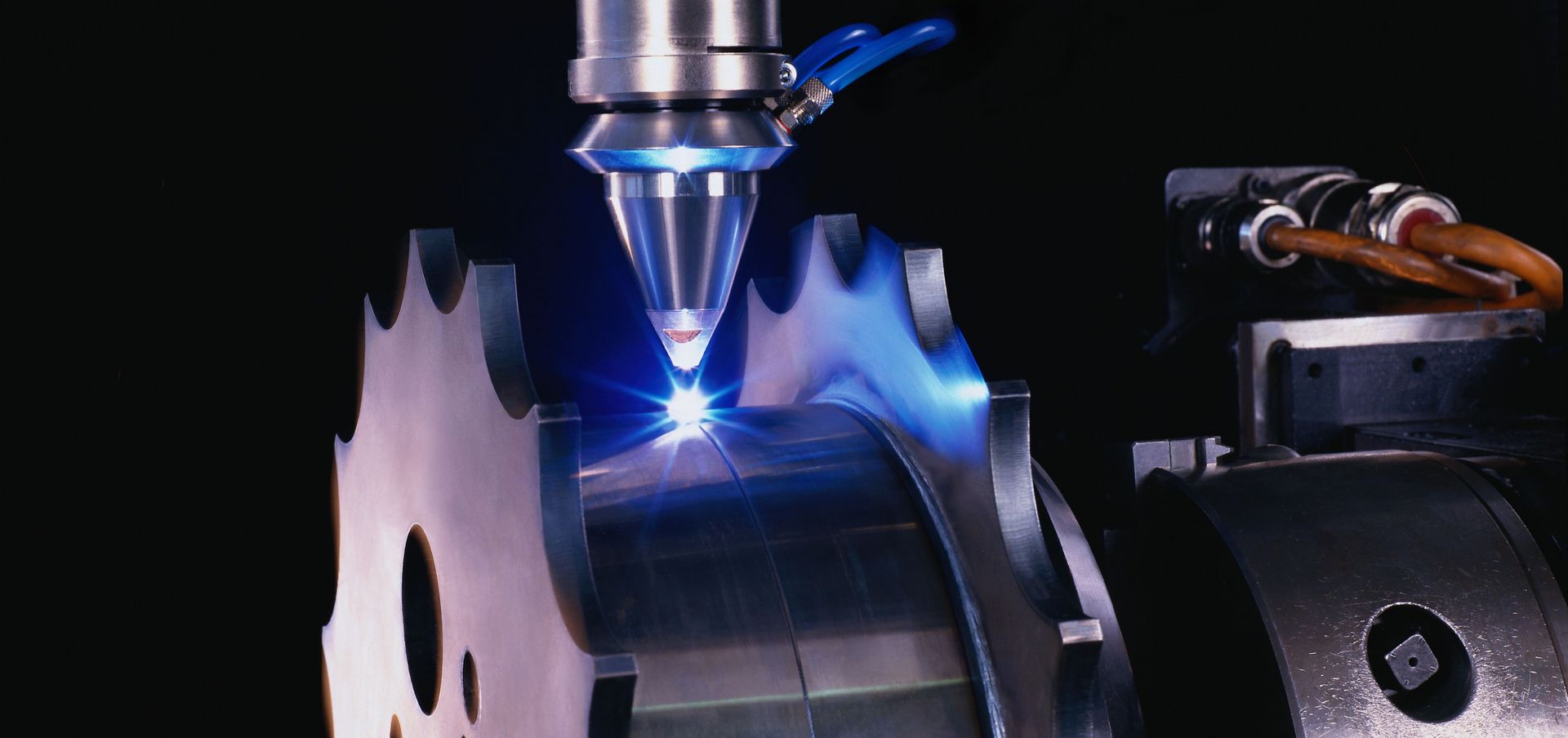
Laserschweißen
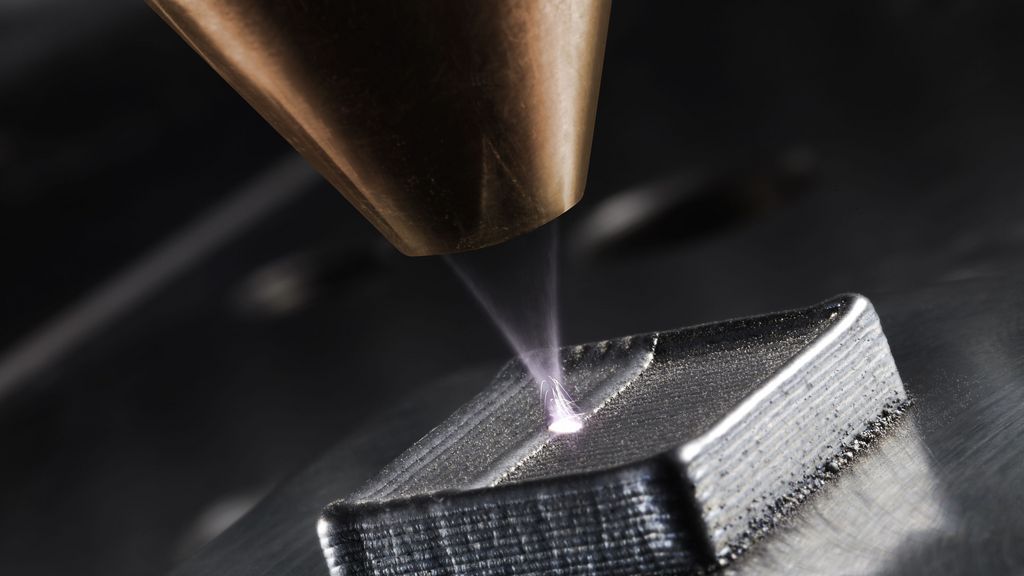
Der Laserstrahl bietet verschiedene Möglichkeiten, Metalle zu fügen. Er kann Werkstücke an der Oberfläche verbinden oder tiefe Schweißnähte erzeugen. Er lässt sich mit konventionellen Schweißverfahren kombinieren und kann außerdem löten.
Entdecken Sie die Vielfalt des Lasers










Kontakt