Kundenanforderungen, die sich ständig ändern. Ein Umfeld, in dem man den Wettbewerbsdruck deutlich spürt. Beide Phänomene kennen Unternehmen in der blechverarbeitenden Industrie nur zu gut. Der Trend hin zu einer größeren Produktvielfalt zwingt Blechfertiger dazu umzudenken. Abläufe in der Fertigung müssen angepasst und individualisiert werden. Denn wirtschaftlich arbeiten kann nur, wer Kosten und Qualität auch in Zeiten sinkender Losgrößen im Griff hat. Ein wichtiger Indikator für die Teilekosten ist die Durchlaufzeit. Sie hilft bei der Prognose, wie hoch am Ende des Tages der Gewinn pro Auftrage ausfällt. Und: Sie lässt sich beeinflussen. Zum Beispiel durch neue Technologien, mit denenganze Prozessschritte entfallen.
Ein Fertigungsschritt in der Prozesskette Blech birgt hier besonders großes Potenzial: das Fügen. Je nach Anforderungen an die Qualität sind pro Teil schon einmal mehrere Minuten Nacharbeit nötig, bis störende Wülste konventioneller Schweißnähte entfernt sind. Abhängig von der Losgröße können Stunden verstreichen. Neue, alternative Technologien und Produktionsverfahren wie das Laserschweißenschaffen hier Abhilfe.
Der Laser – ein echter Allrounder
TRUMPF setzt den Laser nicht nur dafür ein, Bleche zu trennen. Das Werkzeug Laser eignet sich auch ideal für Fügeprozesse. Laserschweißapplikationen bewähren sich schon seit langem in der Praxis, beispielsweise in der Automobilbranche. Höchste Zeit, dass auch Blechfertiger von der Technologie profitieren. Der Laser kann vielleicht nicht jede MAG-Schweißnaht ersetzen. Dort, wo es möglich ist, bringt sein Einsatz aber viele Vorteile mit sich. Er erweitert die Gestaltungsfreiheit der Konstrukteure, insbesondere, wenn es um komplette Baugruppen geht.
Etablierte Fügetechnologien, wie MIG, MAG oder WIG, arbeiten deutlich langsamer als das Laserschweißen und bringen weitere Nachteile mit sich. Der hohe Wärmeeintrag beim Lichtbogen-schweißen verursacht oft einen Bauteilverzug. Zeitaufwendiges Richten ist die Folge. Dazu kommt die kostenintensive Optimierung der Schweißnaht. Nicht selten muss sie verputzt oder abgeschliffen werden.
Wer dagegen in die Laserschweißtechnologie investiert und sich hier Kompetenzen aufbaut, steigt in eine andere Qualitätsklasse der Blechbearbeitung auf. Das beginnt bei der hervorragenden Nahtqualität: Das Verfahren Wärmeleitschweißen erstellt Nähte
mit exzellenter Oberflächengüte. Damit gelingen Sichtnähte, die nur wenig oder gar keine Nacharbeit mehr benötigen. Und da beim Laserschweißen weniger Wärme in das Bauteil eingebracht wird, gibt es auch kaum Verzug. In vielen Fällen kann das nachträgliche Richten komplett entfallen.
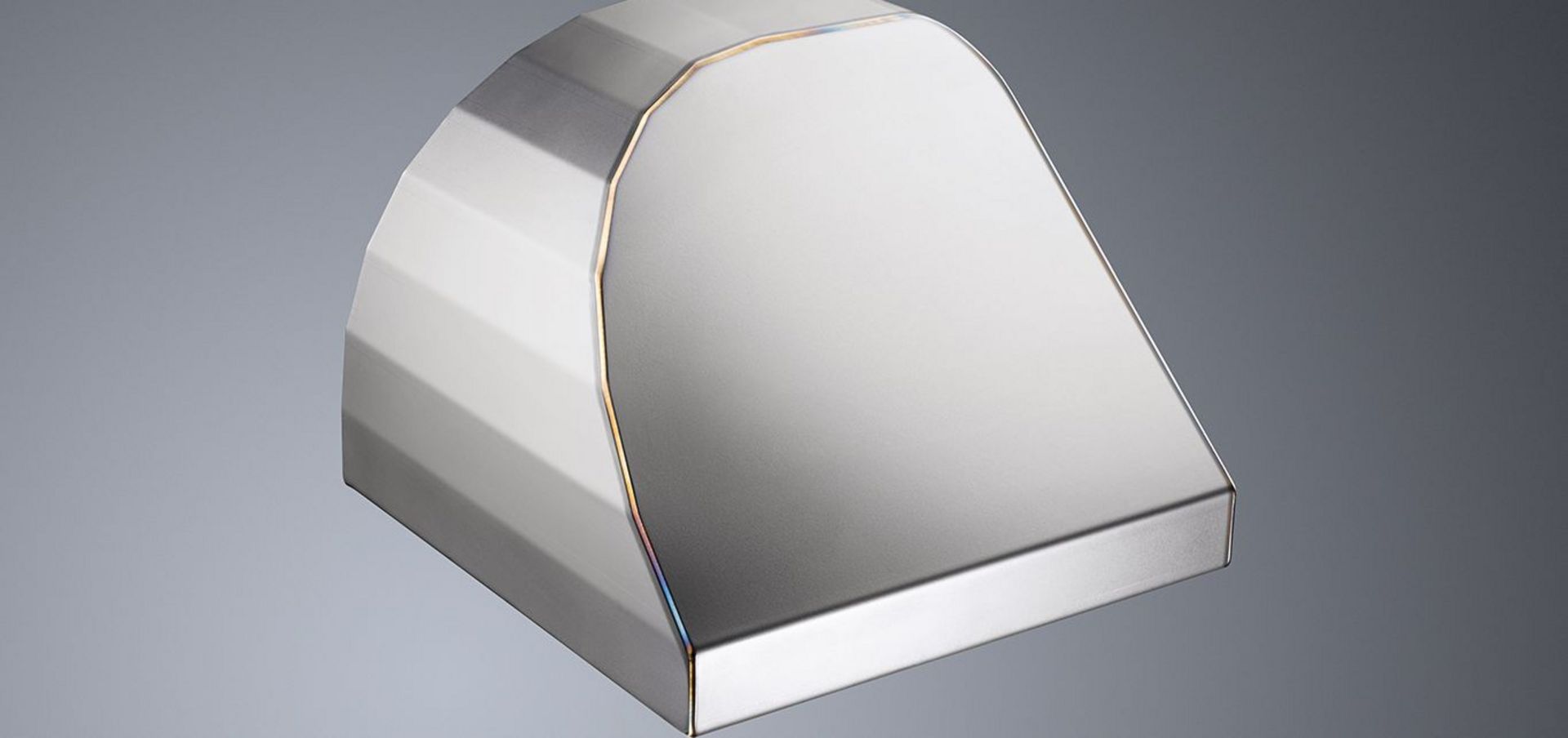
Eine Haube aus Baustahl, 1,5 mm, die optisch hohen Anforderungen genügen muss, mit einer Schweißnaht von 122 cm Länge: Bei einer Losgröße von 10 x 50 Stück pro Jahr sind hier Einsparungen von 65 Prozent möglich. Die Kalkulation basiert auf für Deutschland typischen Durchschnittswerten. (Foto: Oliver Graf Fotostudio GmbH)
Ein weiterer Vorteil des Verfahrens ist die hohe Festigkeit der Schweißnaht. Hier punktet das Tiefschweißen, denn bei diesem Verfahren entstehen hochfeste, schmale und tiefe Nähte. Auch in Sachen Flexibilität und Schnelligkeit überzeugt der Laser. Insbesondere beim Tiefschweißen erreicht er sehr hohe Geschwindigkeiten von mehreren Metern pro Minute. Außerdem ermöglicht der Laser eine Vielzahl von Stoßarten und Geometrien – selbst, wenn der zu schweißende Bereich nur von einer Seite zugänglich ist. Er schweißt Überlappnähte, einen verdeckten T-Stoß oder auch unterschiedlich dicke Materialien und macht so den Weg frei für eine Fülle an neuen Gestaltungsmöglichkeiten von Bauteilen.
Mit der Funktion FusionLine ist es zudem möglich, Bauteile zu verbinden, die nicht für das Laserschweißen optimiert sind und beispielsweise Spalten aufweisen. Dabei liegen die Ergebnisse von FusionLine in Sachen Schweißnahtqualität und Prozessgeschwindigkeit deutlich über denen konventionell geschweißter Bauteile.

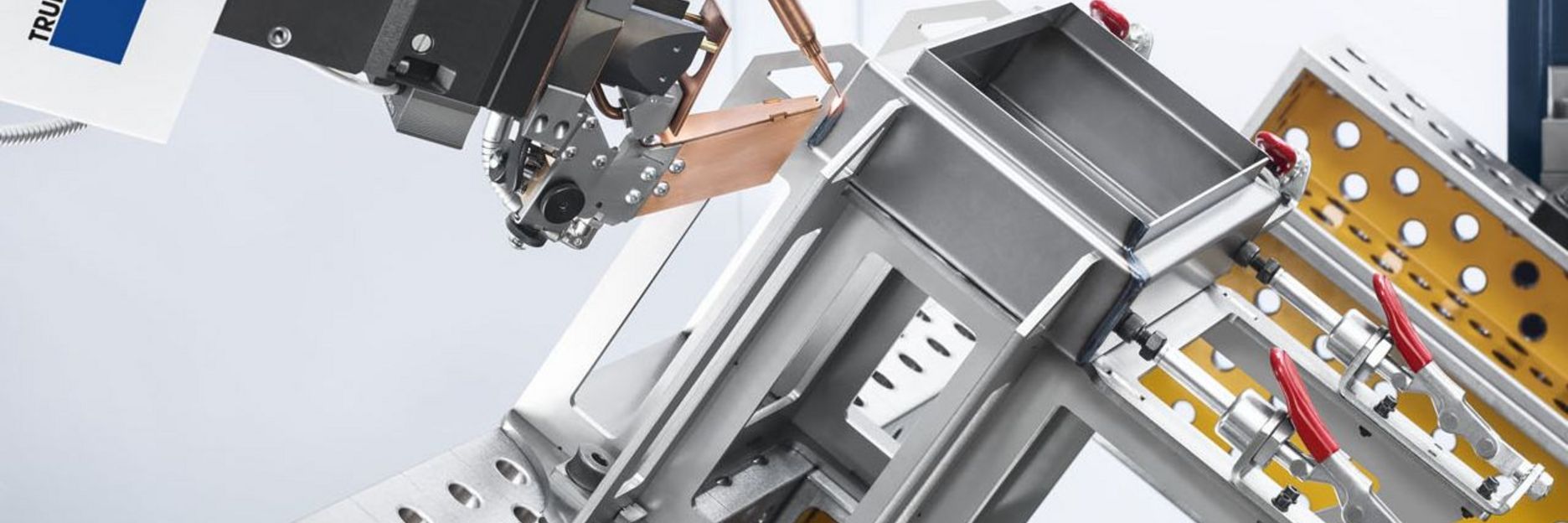
Klemmenkasten aus Baustahl (von unten nach oben): ungeschweißt, MAG-handgeschweißt, FusionLine-geschweißt und lasergerecht umgestaltet und lasergeschweißt. (Foto: Oliver Graf Fotostudio GmbH)
Das neue Verfahren FusionLine verbindet Teile auch dann, wenn Spalte überbrückt werden müssen. Es gleicht Ungenauigkeiten beim Schweißvorgang aus und schließt Spalte mit bis zu einem Millimeter Breite. Viele Bauteile, die für konventionelle
Schweißverfahren konstruiert wurden, lassen sich so mit dem Laser bearbeiten. (Foto: Oliver Graf Fotostudio GmbH)
Das volle Potenzial ausschöpfen
Laserschweißen zahlt sich aus, mehrfach! Zum einen lassen sich dank der eingesparten Nacharbeit und der hohen Prozessgeschwindigkeit des Lasers große Einsparpotenziale erzielen. Beim Umwandeln von Lichtbogen- in Laserschweißkonstruktionen sind Kosteneinsparungen von über 50 Prozent keine Seltenheit. Häufig ist das Einsparpotenzial sogar deutlich höher. Zum anderen lassen sich Konstruktionen realisieren, die mit konventionellen Schweißverfahren undenkbar wären. Beides gemeinsam eröffnet Anwendern die Möglichkeit, sich zu differenzieren und neue Kundengruppen anzusprechen.
Der Einsatz des Lasers bietet also ungeahnte Möglichkeiten. Aber wie schöpft man sie aus? Wie baut man Kompetenzen in der laserschweißgerechten Konstruktion oder im Vorrichtungsdesign auf? Das Know-how aus der konventionellen Schweißtechnologie bietet eine optimale Grundlage. Um die besten Ergebnisse mit dem Laser zu erreichen hilft es allerdings, die Möglichkeiten dieses Werkzeugs
kennen zu lernen. Denn die haben Auswirkungen auf die Konstruktion. Der Laser erreicht beispielsweise beim Schweißen eine hohe Geschwindigkeit. Bei den Kosten kommt es daher weniger auf die Länge der Schweißnaht an. Wichtiger für die Kalkulation ist der Anteil der Nacharbeit, den man dank qualitativ hochwertiger Nähte einspart. Um beste Qualität zu erreichen, sollte das Bauteil möglichst geringe Toleranzen aufweisen. Wie das gelingt, das erarbeiten Einsteiger in die Technologie im Rahmen des Workshops zur Laserschweißgestaltung unter Anleitung von TRUMPF Schweißexperten. Sie beantworten Fragen nach der richtigen Schweißnaht oder der Bauteilzugänglichkeit. Das Beste: Im Workshop werden Bauteile aus dem Produktionsalltag der Teilnehmer behandelt.
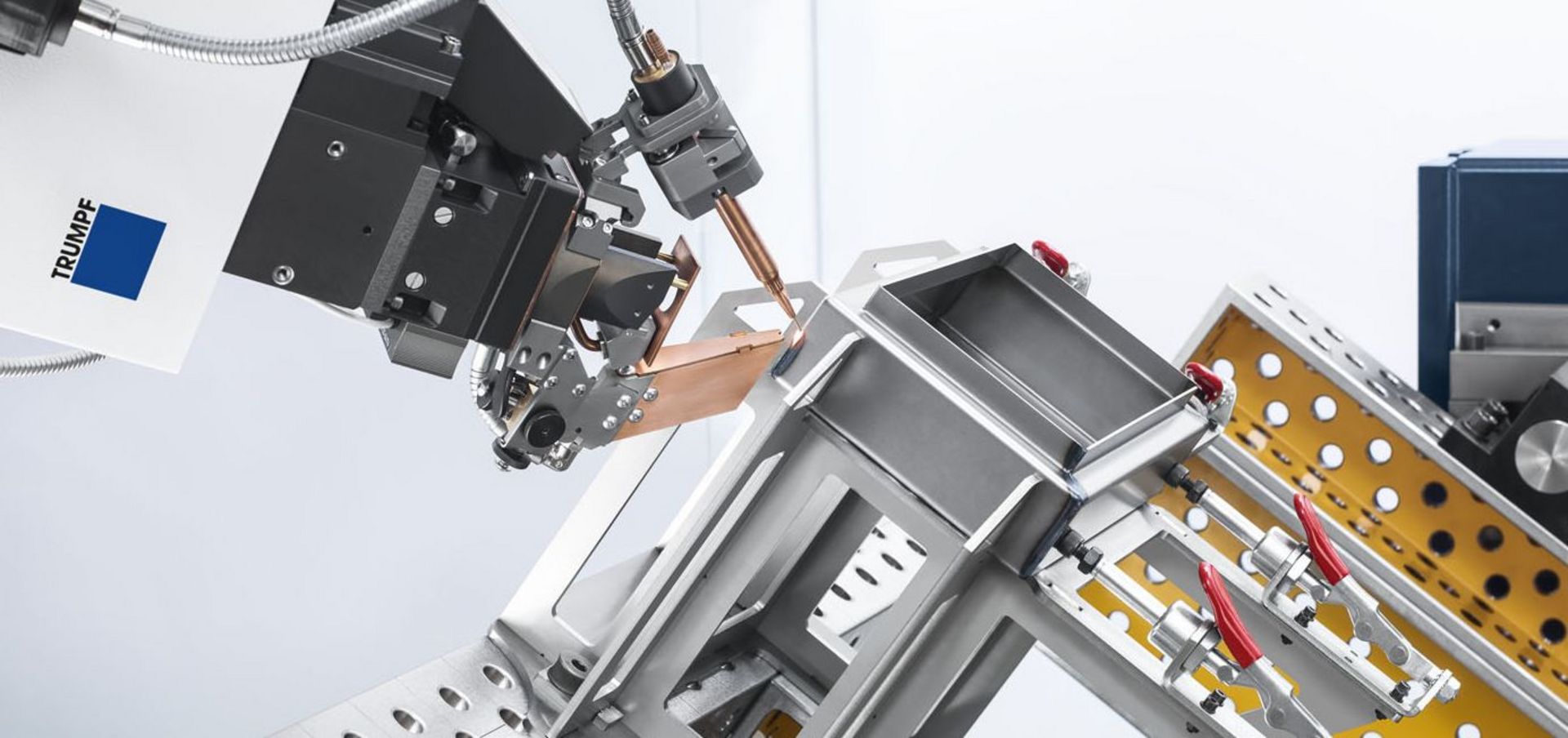
Wie kann man das Bauteil am besten im Bearbeitungsraum einer Schweißzelle positionieren? Welche Spannvorrichtung ist die richtige? Berechtigte Fragen, die im Workshop zur Vorrichtungsgestaltung thematisiert werden. Hier geht es um die Konstruktion von kostengünstigen Schweißvorrichtungen aus Blech. Teilnehmer lernen Gestaltungsprinzipien und viele Anwendungs beispiele kennen. Gemeinsam mit den Experten konstruieren sie ihre Schweißvorrichtung.
Einfach einsteigen
Für Einsteiger in die Technologie hat TRUMPF zudem das Produktionsanlaufpaket geschnürt. Laserschweißexperten begleiten solange Schritt für Schritt beim Start der Produktion, bis das erste Serienteil produktiv läuft. Auf Seite 40 erfahren Sie mehr über dieses Angebot. Es versetzt Anwender in die Lage, schon nach kurzer Zeit von den Vorteilen des Laserschweißens zu profitieren. Wie bei den Workshops beinhaltet auch dieses Paket Tipps und Tricks zum Schweißvorgang selbst und zum Vorrichtungsbau.