Obwohl viele Grundlagen für das Laserhärten bereits vor vielen Jahren wissenschaftlich erarbeitet worden sind, hatte das Verfahren außer bei Kleinteilen bisher kaum Einzug in die industrielle Fertigung gefunden und war fast etwas in Vergessenheit geraten. Grund dafür waren sicher die früher hohen Kosten für die Laserstrahlquellen und die aufwändige Vorbereitung der Bauteile zum Beispiel mit Coatings. Aber mit zunehmender Verbreitung der Festkörperlaser und verbesserter Systemtechnik sind diese Hemmnisse mittlerweile nicht mehr vorhanden, so dass die Spezialisten der Produktions- und Werkstofftechnik der Daimler AG in Stuttgart das Verfahren für die Fertigung einer neuen Motorenkomponente in Betracht zogen.
Das CAMTRONIC-System in Motoren von Mercedes-Benz ist eine Antwort auf die Anforderung nach niedrigen Verbrauchs- und Emissionswerten bei gleichzeitig hohem Fahrkomfort für den Kunden. Die zweistufige Ventilhubsteuerung funktioniert über eine neuentwickelte Nockenwelle, die mechanisch zwischen zwei Laststufen umschalten kann und über einen elektronisch gesteuerten Aktuator angesteuert wird.
Ein maßgeschneiderter Prozess
Die CAMTRONIC-Nockenwelle besteht aus mehreren Bauteilen: auf der Trägerwelle sind zwei gleich große Hohlwellen axial verschiebbar gelagert– die sogenannten „Nockenstücke“ mit jeweils zwei Nocken. Diese sind als „Doppelnocken“ ausgeführt, das heißt sie verfügen über zwei unterschied¬liche Hubkurven. Die Fläche, mit der die Ventile über Rollenschlepphebel betätigt werden, ist nur noch halb so breit wie bei einem herkömmlichen Nocken, daher ist der Platzbedarf identisch.
Zur Umschaltung zwischen den zwei verschiedenen Betriebsmodi des Motors werden die Nockenstücke nacheinander per Aktuator axial verschoben, so dass entweder der hohe (für Volllastbetrieb) oder der niedrige Nocken (für Teillastbetrieb) zum Eingriff kommt und sich damit der Ventilhub ändert. Damit lassen sich vor allem im Stadtverkehr erhebliche Einsparungen an Kraftstoff erzielen. Das Ganze erfolgt synchronisiert zur Motordrehzahl innerhalb einer Umdrehung der Nockenwelle, ohne dass es im Fahrverhalten zu bemerken wäre.
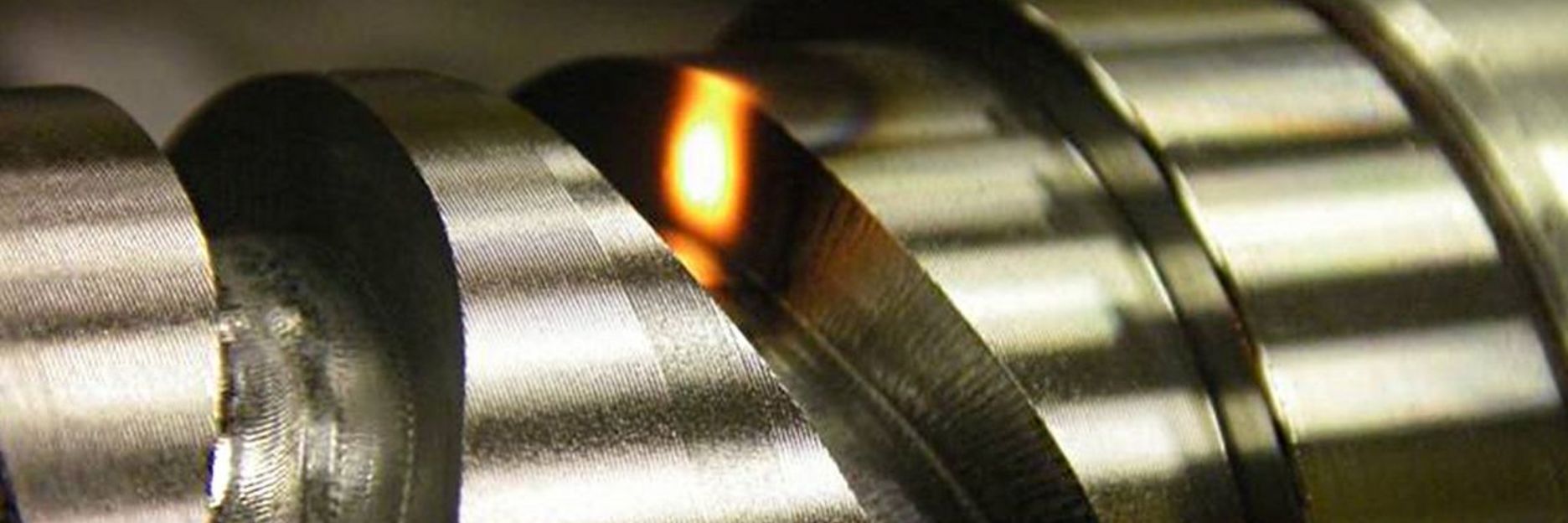
In zahlreichen Versuchen ermittelten die Experten die korrekten Parameter für die Laserhärtung an verschiedenen Stellen des Bauteils.
Bild: Daimler AG

Vor allem an den Kanten oder Kontursprüngen besteht bei zu hoher Laserleistung die Gefahr des Abschmelzens durch Überhitzung.
Bild: Daimler AG

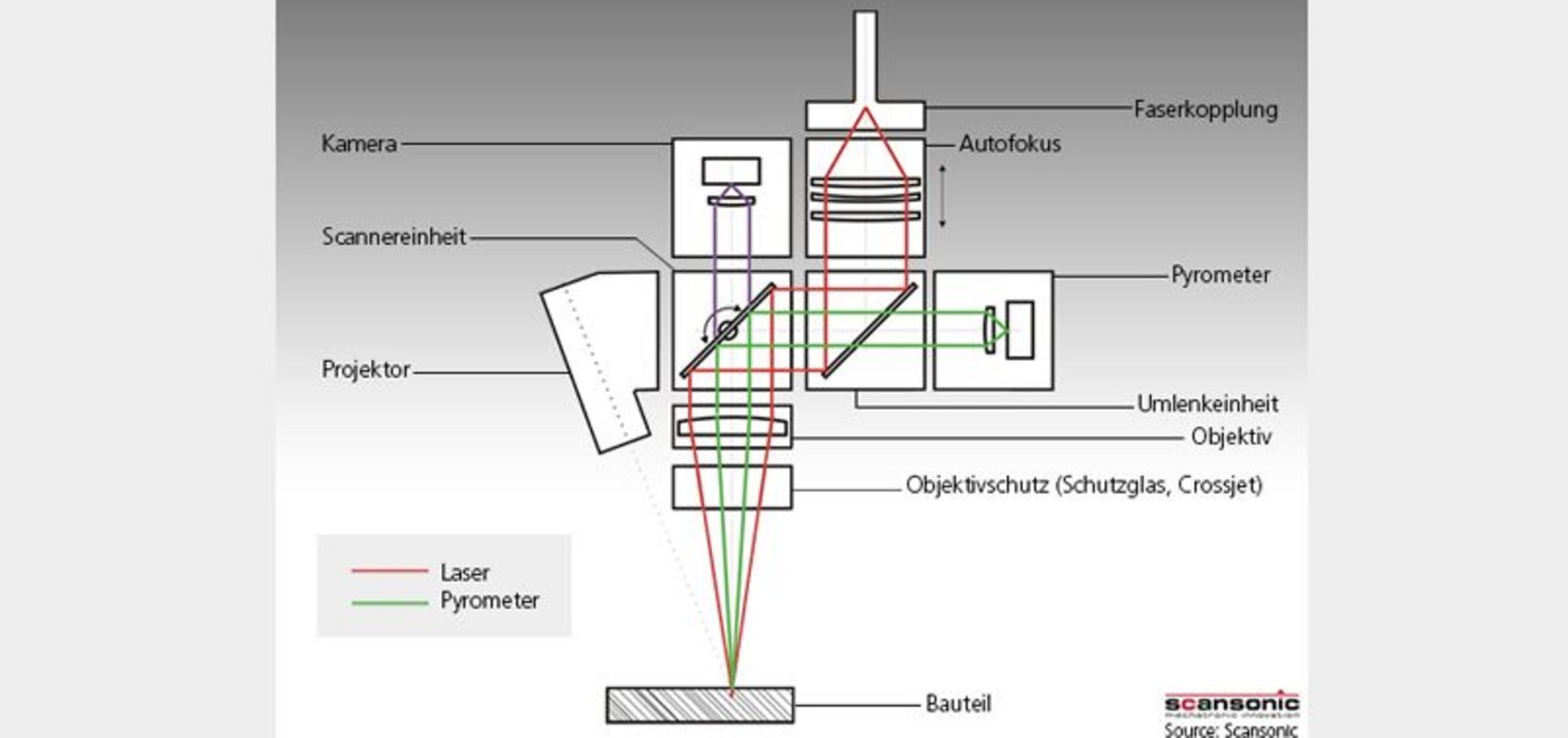
Die serientaugliche Bearbeitungsoptik aus Modulen des Optikherstellers Sansonic ist mit einer hochdynamischen 1D-Scannereinheit ausgestattet, die auch variable Spurbreiten erzeugen kann.
Bild: Daimler AG
Für die Herstellung der komplexen Geometrie der Nockenstücke bei gleichzeitig sehr dünnen Wandstärken erwiesen sich die üblichen Härteverfahren allesamt als ungeeignet. Daher entwickelten die Verfahrensexperten in Stuttgart-Untertürkheim und Spezialisten des Produktionswerkes in Berlin gemeinsam mit dem Steinbeis-Technologietransferzentrum für Laserbearbeitung und Innovative Fertigung in Pforzheim einen exakt an die Applikation angepassten Prozess zum verzugsarmen Laserhärten. Im Vergleich zum konventionellen Härten wird eine um bis zu 90 Prozent geringere Wärmebelastung auf das Bauteil ausgeübt.
Gleichbleibende Temperatur
Eine besondere Herausforderung bei der Härtung der Nockenstücke ist deren zerklüftete Oberfläche, da nicht nur die Doppelnocken, sondern auch die Schaltkulisse für die Aktuatorik gehärtet werden muss. Es galt sicherzustellen, dass der Laserstrahl, während er über das Bauteil fährt, sowohl an den ebenen, als auch den konturierten Abschnitten stets die optimale Temperatur einbringt. Während beispielsweise an den Kanten oder Kontursprüngen bei zu hoher Laserleistung die Gefahr des Abschmelzens durch Überhitzung besteht, darf auf den massiveren Teilen der Nockenstücke die Laserleistung nicht zu gering sein, weil sonst die geforderte Härtetiefe nicht erreicht wird.
Erste Machbarkeitsstudien erfolgten mit einer von Professor Dr.-Ing. Roland Wahl vom Steinbeis- Technologietransferzentrum in Pforzheim entwickelten Optik. Grundlage der Überlegungen war es, die Temperatur der zu härtenden Oberfläche während des gesamten Prozesses nicht nur exakt zu überwachen, sondern sie auch automatisiert auf die jeweilige Kontur durch Nachregelung anzupassen. In etlichen Optimierungsschleifen im dortigen Applikationslabor konnten die optimalen Regelungseinstellungen und Prozessparameter herausgefahren und anschließend an Musterteilen erprobt werden.
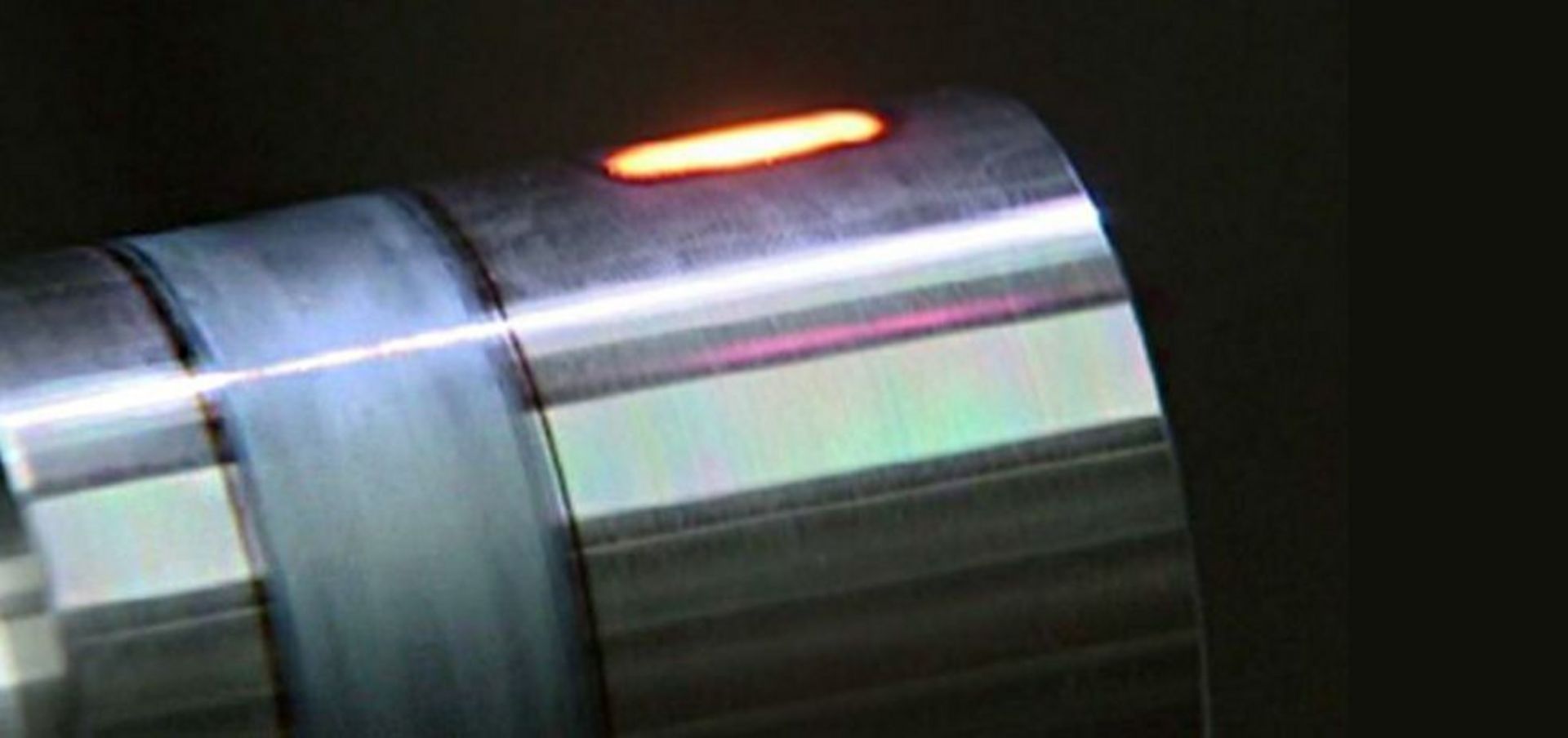
Mit Modulen des Optikspezialisten Scansonic gelang es, daraus eine serientaugliche Bearbeitungsoptik mit einer hochdynamischen 1D-Scannereinheit aufzubauen, die auch variable Spurbreiten erzeugen kann. Besonderheit dabei ist das koaxial zum Laserstrahl angeordnete Pyrometer. Der Laserstrahl wird vom Lichtleitkabel aus über den Scannerspiegel auf das Bauteil gerichtet, die Temperaturstrahlung geht exakt den gleichen Weg zurück und wird über eine Auskoppeleinheit zum Pyrometer geleitet. Diese Messung stellt sicher, dass es zwischen dem Wirkort des Lasers und dem Ort der Temperaturmessung keinerlei räumlichen oder zeitlichen Versatz gibt. Diese exakte Temperaturmessung ist wiederum die Voraussetzung für die exakte Regelung der lokal eingebrachten Leistung mittels eines zweistufigen Ansatzes.
Das koaxial zum Laserstrahl angeordnete Pyrometer erlaubt eine exakte Temperaturmessung.
Bild: Daimler AG
Trifft der Strahl beispielsweise auf eine Kante, registriert das Pyrometer sofort einen Temperaturanstieg und fährt anschließend schneller über diese Stelle beziehungsweise regelt die Laserleistung herunter, so dass Anschmelzungen sicher vermieden werden. Sinkt die Temperatur dagegen an massiven Stellen des Bauteils zu stark ab wird die eingebrachte Streckenenergie erhöht um genügend Volumen umzuwandeln.
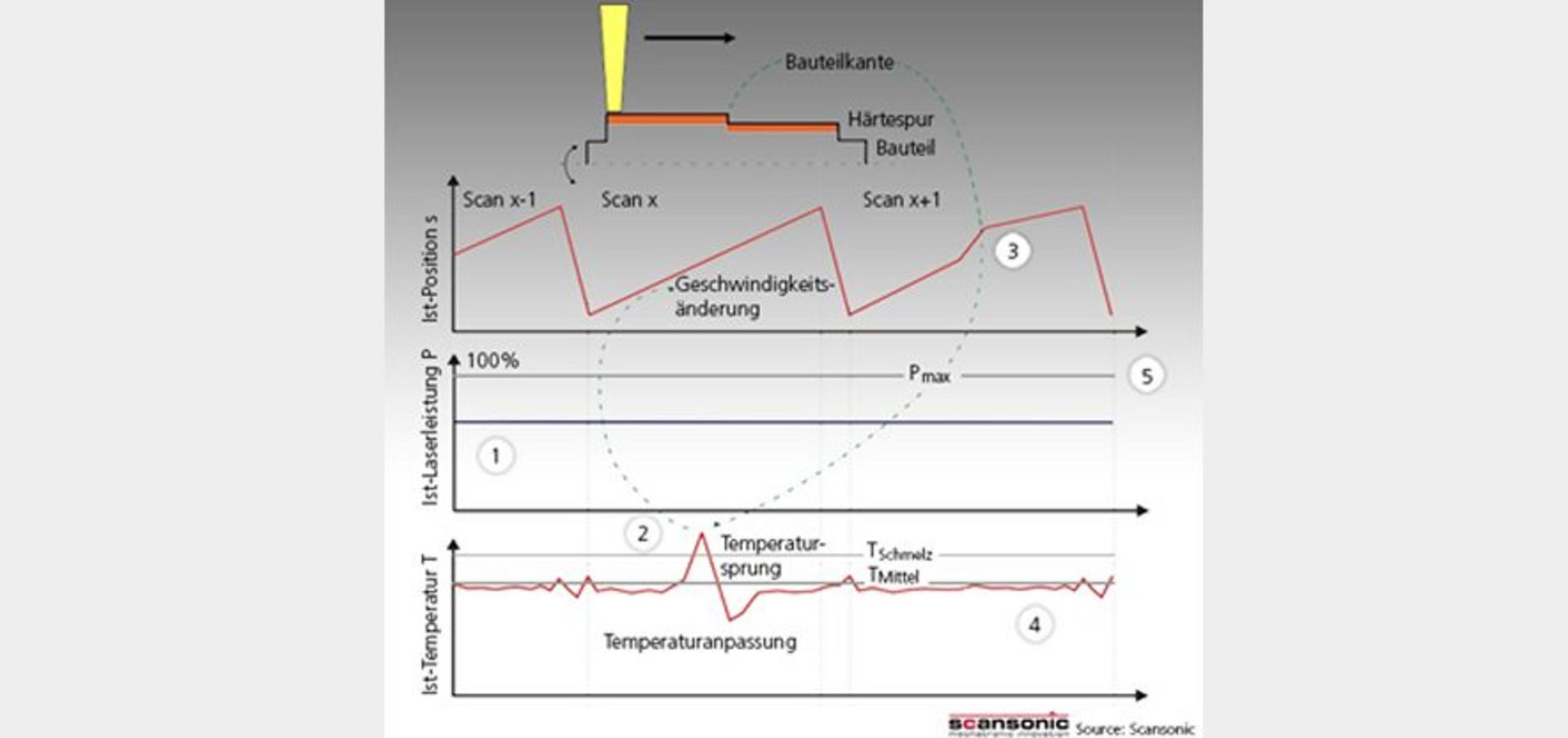
Die patentierte Temperaturregelung passt die Laserleistung je nach Oberflächenbeschaffenheit exakt an. Beispiel: 1. Scan mit konstanter Laserleistung von knapp 100 %. 2. Pyrometer erkannt Sprung im Temperatursignal. 3. Anpassung der Scangeschwindigkeit beim nächsten Scan. 4. Temperatur erreicht Optimalbereich. 5. Anpassung der Laserleistung nur, wenn Geschwindigkeitsanpassung nicht ausreicht.
Bild: Daimler AG
Nur mit diesem Ansatz war es möglich, sowohl eine für die Serienfertigung des Bauteils optimale Bearbeitungsgeschwindigkeit sicherzustellen, als auch eine an allen Stellen gleichmäßige Härtung zu gewährleisten. Eine der größten Herausforderungen war außerdem die Optimierung der Härteparameter und der Reihenfolge der verschiedenen Härtungen, vor allem an den schwer zugänglichen Stellen der Schaltkulisse. Diese dürfen keinerlei Beschädigungen an der Oberfläche oder Maßabweichungen außerhalb der Toleranz verursachen, weil diese Stellen danach nicht mehr spanend bearbeitet werden können. Größere Verzüge hätten außerdem zu einem Klemmen der Nockenbuchsen auf der Führung der Trägerwelle führen können.

Im Mercedes-Benz-Werk Berlin Marienfelde füllt die CAMTRONIC-Produktion mittlerweile schon mehr als eine Fertigungshalle. Die Produktion läuft weitgehend automatisiert in einem verketteten Fertigungsfluss.
Bild: Daimler AG
Sicher im Dreischichtbetrieb
Um die Serientauglichkeit des Verfahrens auch im Dreischichtbetrieb zu gewährleisten, wurde auch die Kühlung der Optik optimiert. Dies war erforderlich, weil immer ein kleiner Teil der Laserleistung vom Bauteil reflektiert wird und die Umgebung erwärmt. Im Labor ist das kein Problem, aber wenn tausende Bauteile am Stück hintereinander gefertigt werden summiert sich das entsprechend auf.
Durch die Messung der Bauteiltemperatur an allen bearbeiteten Stellen an jedem Bauteil lassen sich Abweichungen schon sehr frühzeitig, noch während des Härteprozesses, erkennen und eine gleichbleibende Fertigungsqualität sicherstellen. In Zusammenarbeit zwischen der Verfahrensentwicklung in Untertürkheim und den Berliner Kollegen aus Planung, Entwicklung und Musterbau konnte ein flexibles Anlagenkonzept zum Laserhärten abgeleitet und erfolgreich in Serie gebracht werden. Für die Gesamtumsetzung wurden die Projektpartner mit dem Löhn-Preis der Steinbeis-Stiftung.
Die CAMTRONIC wird inzwischen in etlichen Varianten für verschiedene Motorenbaureihen ausschließlich im Mercedes-Benz Werk Berlin hergestellt, die Stückzahlen steigen kontinuierlich an. Mittlerweile füllt allein die CAMTRONIC-Produktion am Berliner Standort zwei Fertigungshallen, mit über einem Dutzend Laserhärtemaschinen. Die Produktion läuft weitgehend automatisiert in einem verketteten Fertigungsfluss. Roboterarme legen im Takt Teile ein, Dreh- und Fräsmaschinen schaffen Teile aus Rohlingen, Laser härten exakt geregelt, Prüfstationen führen Funktionskontrollen durch. Insgesamt eine Präzisionsfertigung, aber mit Großserien-Stückzahlen.



