
Down comes the forging hammer on the bead in the center of the blank to form the bolster, located between the blade and the tang. This will later serve to protect the hand. The force of the blow drives the steel out in all directions and destroys all reference points for the workpiece’s edges. This rules out laser for cutting the contours of the knife. After all, without reliable edges, there can be no reliable positioning.
Yet laser cutting was so tempting. The contours could be user-programmed, the process wouldn’t need any tools, and the mechanical stress on the steel would be zero.
A single reference point
Tempting as it was, however, it just wouldn’t work. Not in the process that knife manufacturer Zwilling was using. Ulrich Nieweg, head of Zwilling’s prefabrication department, explains: “Fifteen years ago, we introduced upset forging so that we could form the blade, bolster, and tang — the piece in the handle — from a single blank.”
The piece of blade steel is heated and compressed, and the resulting bead that forms in the middle is then forged by a screw press to create the finished bolster. With its defined shape, the bolster is the only constant reference point. “During subsequent contour cutting, the die would hold the bolster and use it to determine the position of the workpiece in the tool. All other dimensions were secondary for us,” says Nieweg.
The solution should be freely programmable
Although the upset forging line worked well, two drawbacks became increasingly apparent: tool costs and changeover times. “We used to design a new punching tool for each item and each change in shape. That devoured a lot of time and money, as did the need to regularly reset the tools. In addition, the punching process introduced additional stress into the blade.” This led in turn to more rejects, rework, and downtime.
Given the trends toward more frequent changes in blade design and special series, more and more dies and set-up operations were needed.
And so Ulrich Nieweg set out to find a user-programmable alternative to the punching machine: “Water jet cutting doesn’t work, because the workpiece has to remain dry for further processing inside the machining cell.
Plasma cutting makes for too much burn-off and more rework. That leaves the laser as the only sensible option available to us.”

Ulrich Nieweg leitet bei Zwilling die Abteilung Vorfertigung.
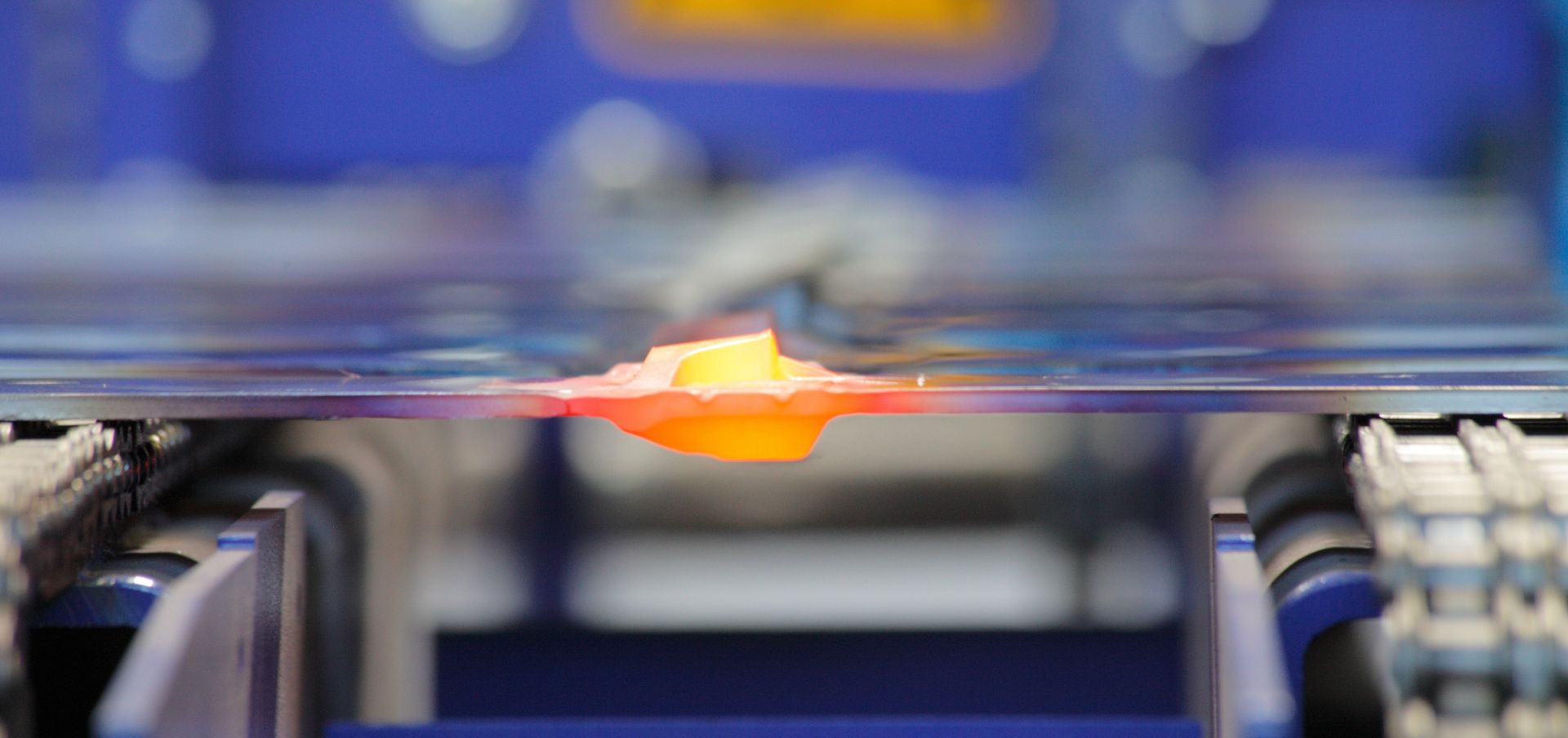
This will be a knife: the screw press has forged the glowing bead into a bolster. Now the workpiece lies on the cooling section. Two fans are cooling it evenly from above and below by 1,000 kelvin to 200 degrees Celsius in just three minutes – without stresses or structural changes.

The molded gripper forces the blanks into a defined position, aligning them with the laser machine’s reference system.

Following contour cutting, the blades wait for pins to be fitted and then go for grinding and hardening.
All down to the handling
So far, so good. But Nieweg couldn’t position his workpiece in the clamping fixture using the shape of the bolster, as the cutting path passes directly along the bolster. “Visual positioning isn’t precise enough in this special case. We want to align a long workpiece using closely spaced points.
Small measurement tolerances add up to deviations of several millimeters over the length of the piece,” explains Nieweg. “It was only once we stopped racking our brains about the set-up in the laser machine and took a look at automation as a whole that we hit on the solution.”
This was to consist of three steps with two handover points. At handover point one, a robot takes the 1,200-degree blank out of the screw press and deposits it on a cooling section.
At handover point two, the robot takes the blank, which has cooled down to 200 degrees, and places it in the clamping fixture. “Normally it would be the clamping fixture that aligns the workpiece so the laser can reliably cut it,” explains Nieweg. “That wouldn’t work for us, so now it’s the robot’s job.”
Positioning via the robot co-ordinate system
The robot deposits the workpiece in an exact position at a precisely defined angle — with-out cameras or sensors, using only its hand, which consists of a gripper molded to the exact negative form of the bolster. Since the gripper forces the bolster — and the whole workpiece along with it — into a defined position, this position can now be deemed fixed when programming the process. To let the robot grip blindly at the end of the cooling section and still catch the workpiece exactly on the bolster, a cylinder first shoves the blank to a programmed position.
Next, the robot places the blank in the clamping fixture on the rotary shuttle table of the TruLaser Cell 3000, and the fixture closes. Only then does the mold gripper open, since the blank is now clamped in the position in which the robot deposited it. Again, the programming can work with a defined position — with no need for additional communication between robot and machine. Nieweg explains: “The robot picks up something positioned at x-y-z. It swivels and deposits it at position x1-y1-z1. Then the table rotates and the laser machine runs blindly through the programmed cutting coordinates.”
The city of Solingen, near Düsseldorf, has been famous for its sharp knives and top-quality blades since the 13th century. Alongside other Solingen knife manufacturers, Zwilling J. A. Henckels AG upholds the reputation of this “City of Blades”. In addition to manufacturing high-quality knives and scissors, it also makes cooking pots and cutlery. The company was founded on June 13, 1731, and its zodiac sign supplied the name: “Zwillinge” is the German name for Gemini. Zwilling is one of the world’s oldest brands.
The TruLaser Cell 3000 offers 5-axis laser machine for two- and three-dimensional cutting and welding operations.
Fast changeovers
Nieweg is impressed by the flexibility and programmability. “Previously, we had to make and set up a new punching tool for every little variation in blade shape. Today we just send over a new data set and the job’s done.”
In the summer of 2013, the Zwilling team integrated the laser machine and automation into the line. Now they are running at full capacity. The line produces around 100 blades an hour in 15 versions. “It now takes us half an hour less to change the line over,” says Nieweg. “That means 50 extra blades every time!”
Ulrich Nieweg was on summer vacation during the final installation phase. “When I came back and saw the thing in action, I felt proud to have become a member of the laser club.”



