Material range
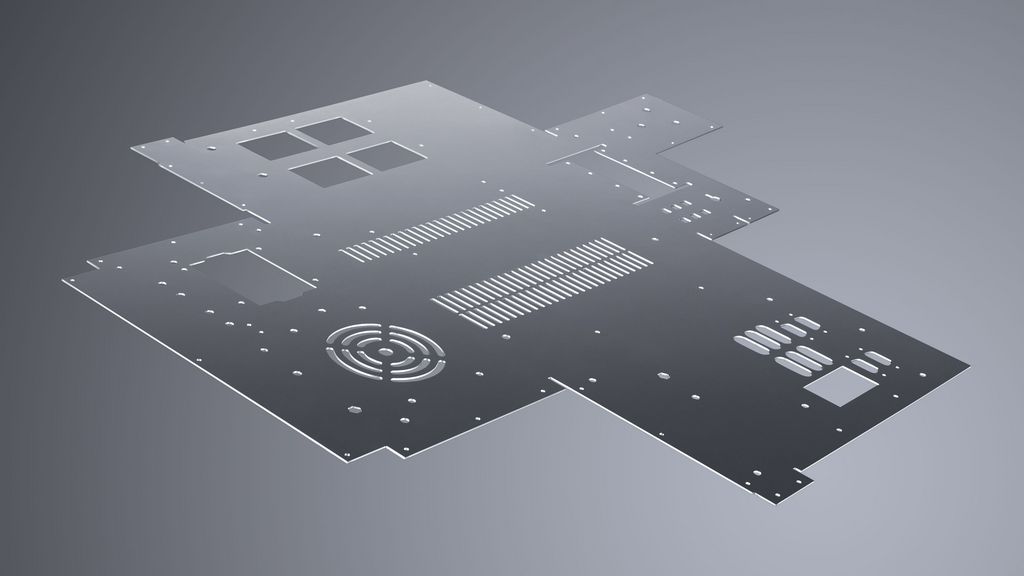
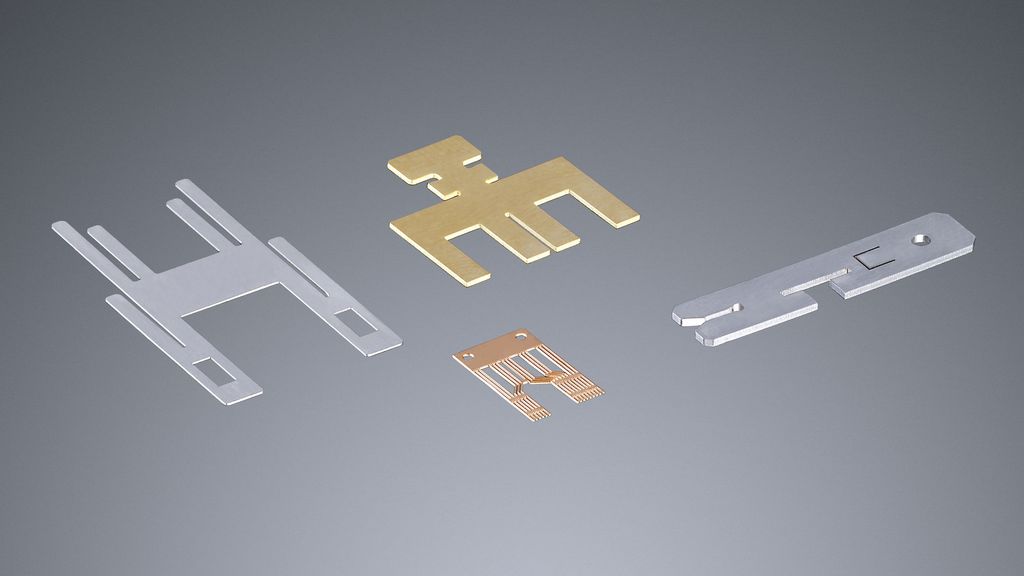
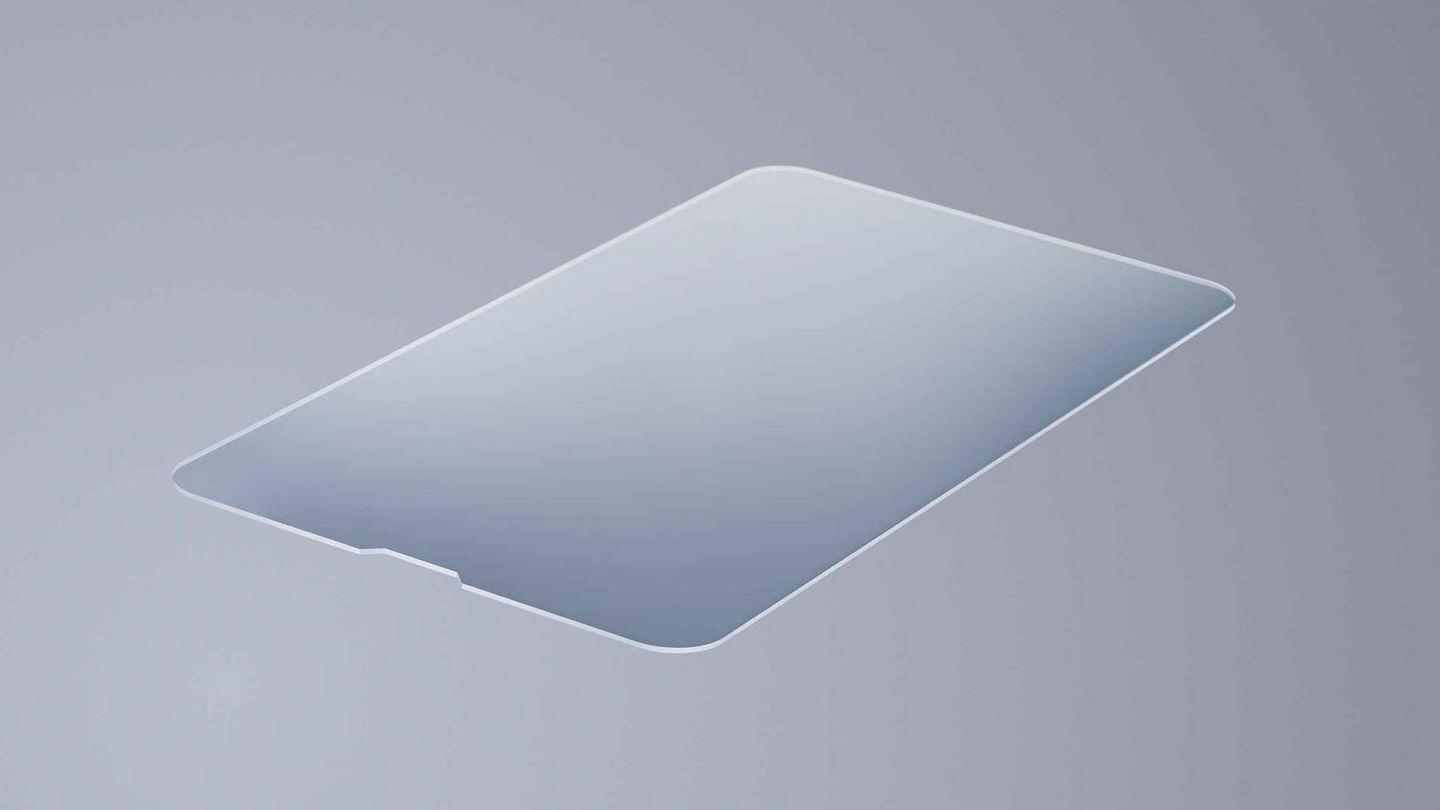
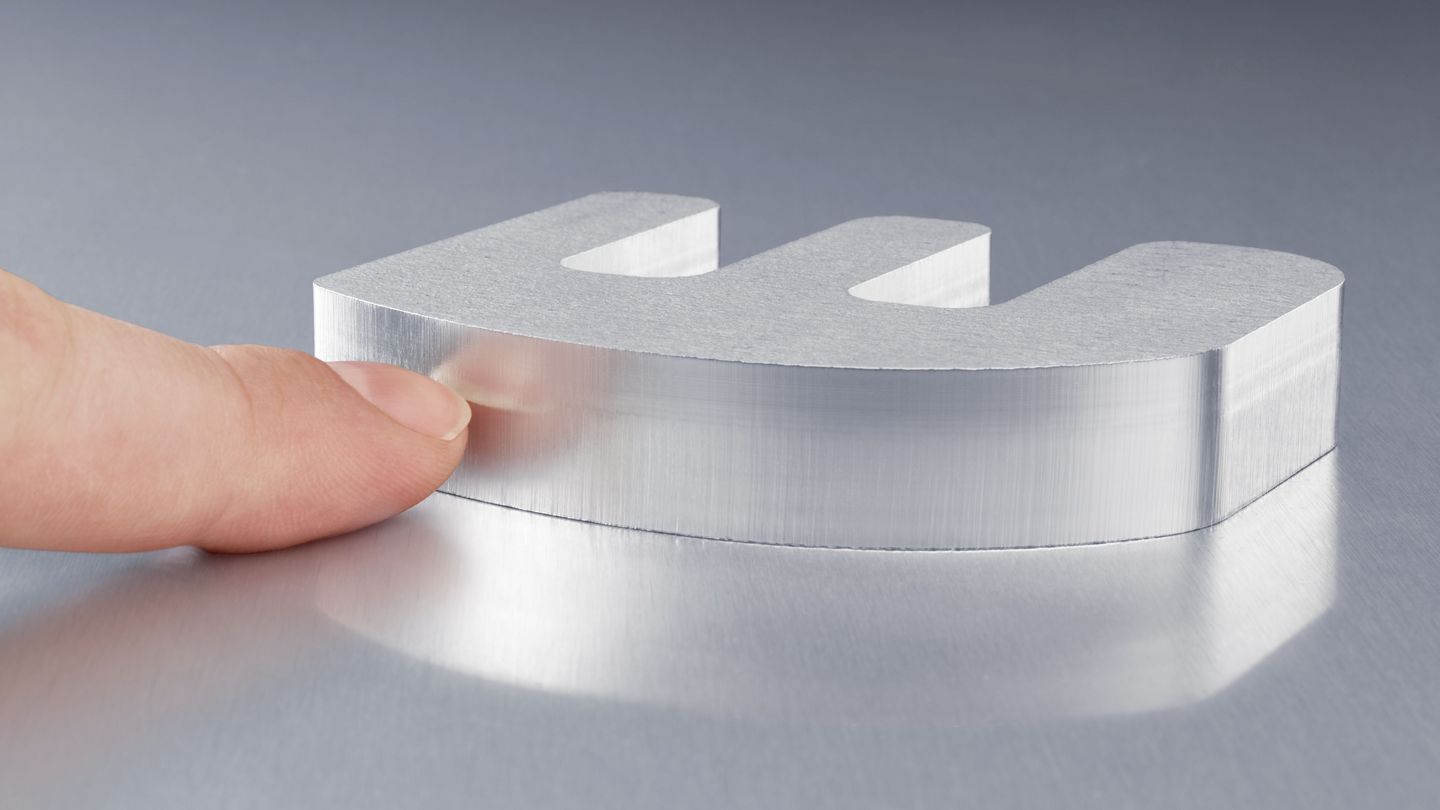
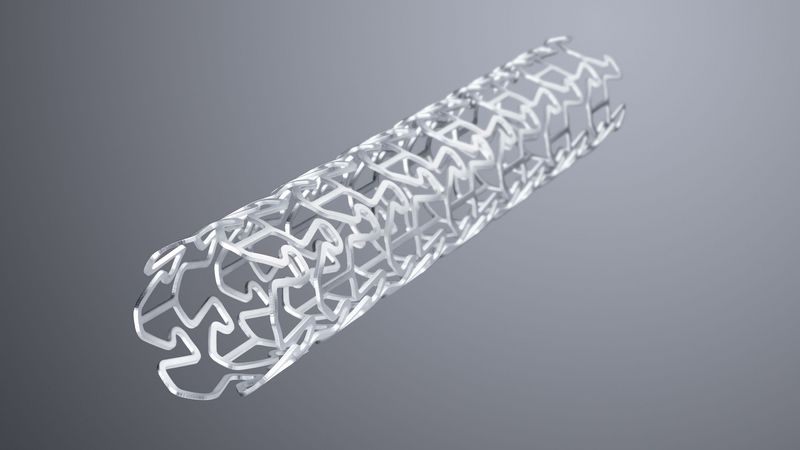
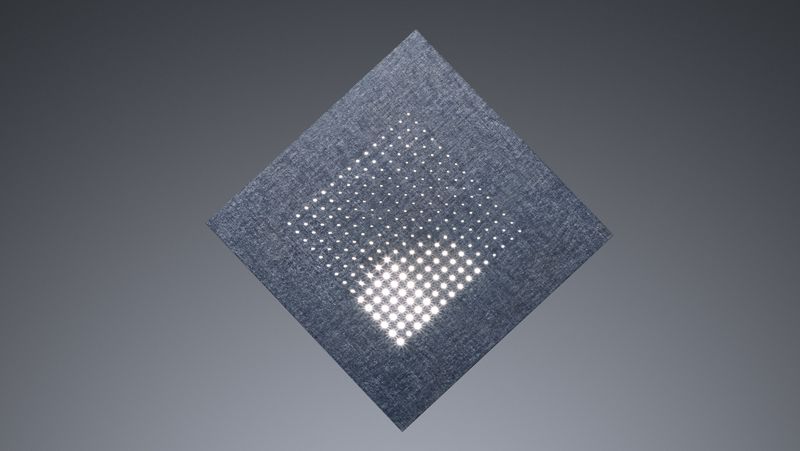
All materials common in industrial processing – from steel to aluminum, stainless steel, and non-ferrous metal sheets, all the way to non-metal materials such as plastics, glass, wood, or ceramics – can be cut safely and in high quality with the laser. Very different sheet thicknesses of 0.5 to over 30 millimeters can be cut using the tool. This extremely wide material range makes the laser the top cutting tool for many applications in the area of metals and non-metals.