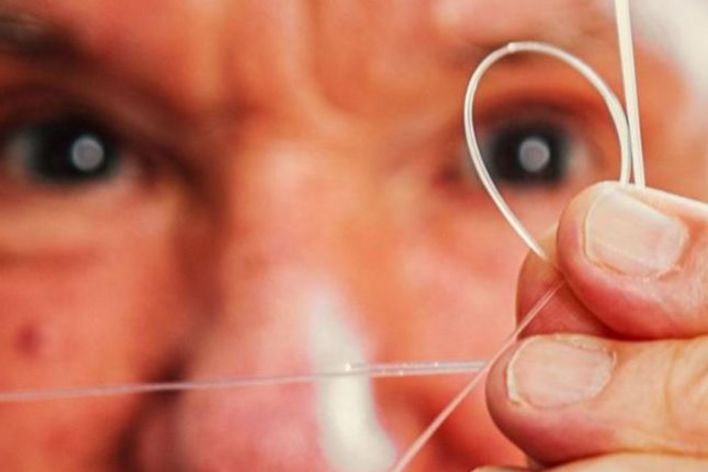
Beim Drehen rotiert das Werkstück, ein Meißel fährt an seiner Kontur entlang und trägt Material ab. Die Kraft, die auf das Bauteil wirkt, ist die sogenannte Zerspankraft. Und genau darum geht es Lendner. Die GFH-Maschinen machen keine fingergroßen Ventile oder dicke Kolben. GFH baut Maschinen zur Mikrobearbeitung und zerspanende Kräfte kann man in der Mikrobearbeitung nicht leiden. Seine Kunden wollen mikrometerdünne, winzige medizinische Pinzetten produzieren, kunstvolle Mini-Armbanduhrzeiger oder feinste Elektronikmodule. Kommt da die etwas grobe Zerspankraft daher, droht ständig Ausschuss durch Verformung. Deshalb ersetzt in den GFH-Maschinen der Laser die mechanischen Zerspanungswerkzeuge für Bohren, Fräsen und Oberflächenbearbeitung. Nur Drehen geht eben noch nicht per Laser. Dabei gibt es auch hier das altbekannte Problem mit mechanischen Werkzeugen in der Mikrobearbeitung. „Wenn die Drehmeißel immer feiner werden, verschleißen sie sehr schnell. So werden viele Werkzeugwechsel nötig“, sagt Lendner. „Und zum anderen erreichen auch die winzigsten Drehmeißel irgendwann schlicht eine physikalische Grenze.“
Lendner und sein Team tun also, was sie die letzten 20 Jahre taten: Sie überlegen sich, wie sie ein mechanisches Werkzeug durch ultrakurz gepulste Laser (UKP) ersetzen. Beim Strukturieren, Schneiden und Bohren auf Mikroebene ist ihnen das schon gelungen. Mehr als das: GFH packt alle drei UKP-Laser-Bearbeitungsverfahren in Kombimaschinen. Das Werkstück braucht man so nicht einmal umzuspannen. Lendner ist stolz. Und genau jetzt kommt ein Kunde aus der Medizintechnik und will auch noch Laserdrehen obendrauf.
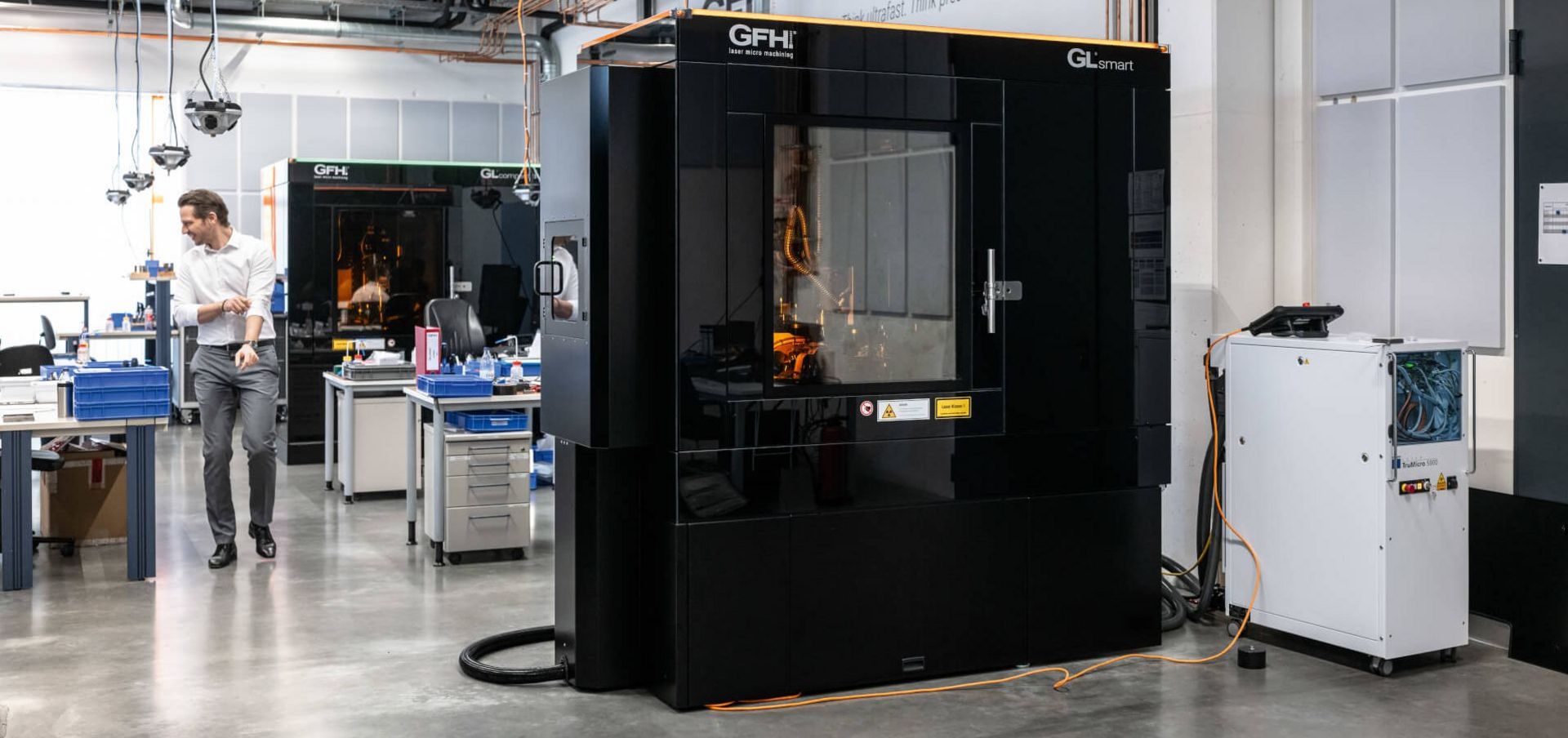
Die GL.smart kombiniert vier UKP-Laser-Bearbeitungsschritte im Mikrobereich: Schneiden, Bohren, Strukturieren und Drehen. Das Werkstück kann die Anlage durchlaufen, ohne auch nur einmal umgespannt zu werden. Die patentierte Trepanieroptik arbeitet flüssig jeden Bearbeitungsschritt hintereinander ab bis zum Finish.
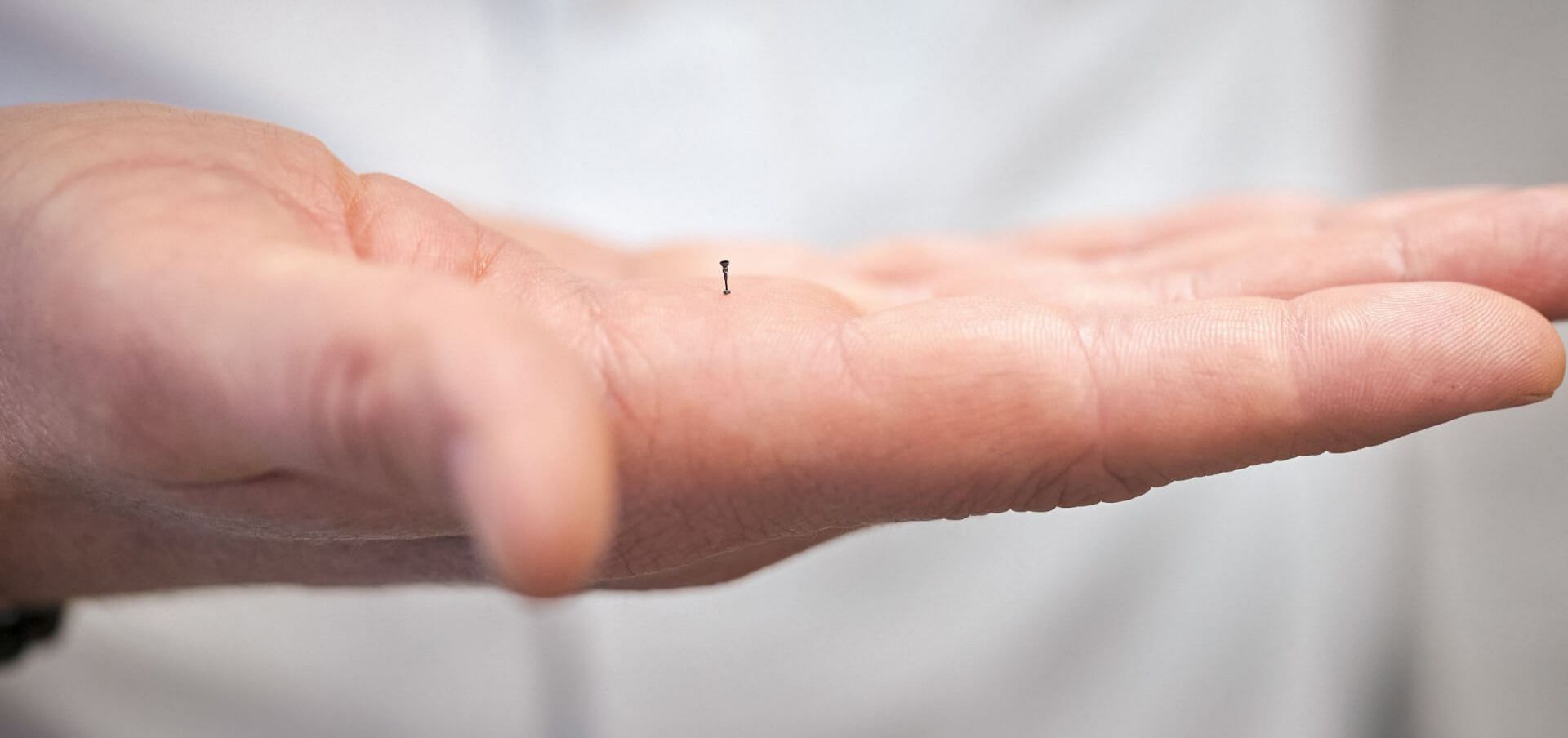
Bei solch winzigen Präzisionsteilen kommt man mit mechanischem Drehen nicht weit.
Die zweite Luft
„Der UKP-Laser ist ein universelles Werkzeug. Sein Licht berührt nicht, erwärmt nicht. Er nimmt mikrometergenau genau das Material weg, das wir weghaben wollen. Also gibt es eigentlich keinen Grund, warum man mit Laserpulsen nicht auch drehen können sollte“, sagt Lendner.
Doch die Realität ist härter als gedacht. Schon die ersten Versuche an Musterteilen fordern das gesamte Know-how und die geballte Frustrationstoleranz seines Teams. Lendner erzählt: „Ich kam an den Punkt, wo ich mir überlegte, ob das der Mühe überhaupt wert ist. Darum haben wir die ersten Ergebnisse veröffentlicht, um mal zu schauen, wer überhaupt Interesse am Laserdrehen hat.“ Die Resonanz ist riesig und geht weit über die Medizintechnik hinaus. „Wir sahen, der Bedarf ist da, mit dem Laserdrehen könnten wir echt was reißen!“ Ein Energieschub für das GFH-Team – es kriegt die zweite Luft.
Dreht euch beide!
Die brauchen sie auch, denn es liegen immer noch Jahre der Entwicklung vor ihnen. Das Hauptproblem ist die Bearbeitungsgeschwindigkeit. „Bei einem rotierenden Teil bearbeitet der Laser immer nur einen schmalen Streifen Oberfläche, nämlich den, der der Optik gerade zugewandt ist. Es kommt also darauf an, wie schnell die Maschine eine neue, unbearbeitete Oberfläche ins Licht drehen kann.“ Mit einer luftgelagerten, hochgenauen Drehachse erreicht das Werkstück 3.500 Umdrehungen pro Minute. Für das menschliche Auge ist das zwar irrsinnig schnell, aber aus Sicht eines in Pikosekunden gepulsten Lasers dreht sich das Teil in quälender Zeitlupe. Der Laser kann nur eine Linie bearbeiten. Also ein, zwei Kaffee trinken, ein Buch lesen, Mittagspause machen, die Star-Wars-Trilogie im Director’s Cut schauen und dann mal nachsehen gehen, ob es wieder was zu tun gibt. „Auf diese Weise ist der Materialabtrag einfach zu langsam, um wirtschaftlich zu sein.“
Doch dann kommt dem Team der entscheidende Gedanke: Für ein rotierendes Stück Metall gibt es zwar allerlei physikalische Grenzen. Für körperloses Licht gibt es die jedoch nicht. Also sagten sich die Entwickler: Lassen wir doch auch den Laserstrahl rotieren, und zwar rasend schnell! Wird der Strahl auf das sich drehende Werkzeug gesetzt, erhöht sich die Bearbeitungsgeschwindigkeit durch die gegenläufigen Drehungen signifikant. Mit der frischen Idee kommt die dritte Luft. Die GFH-Ingenieure greifen jetzt zu einer sogenannten Trepanieroptik, die sie eigentlich für ein anderes Projekt entwickelt haben. Kernstück der Trepanieroptik sind rotierende Zylinderlinsen, gefasst in einer extrem fein ausgewuchteten Präzisionsspindel. Sie lässt den Fokus bis zu 30.000-mal pro Minute um das Werkstück kreisen und feuert dabei blitzschnelle Salven ultrakurzer Pulse ab. Im ersten, gröberen Schritt, dem Schruppen, dampft das Licht mit hohem Energieeintrag möglichst viel Material weg. In der anschließenden Feinbearbeitung, dem Schlichtprozess, sorgt es dann mit weniger Energie für die finale Oberflächenqualität. Das Projekt „Laserdrehen“ ist geschafft!

„Auch die winzigsten Drehmeißel erreichen irgendwann eine physikalische Grenze. Da kommt man nur mit Laserlicht drüber“, sagt Florian Lendner, GFH-Geschäftsführer.
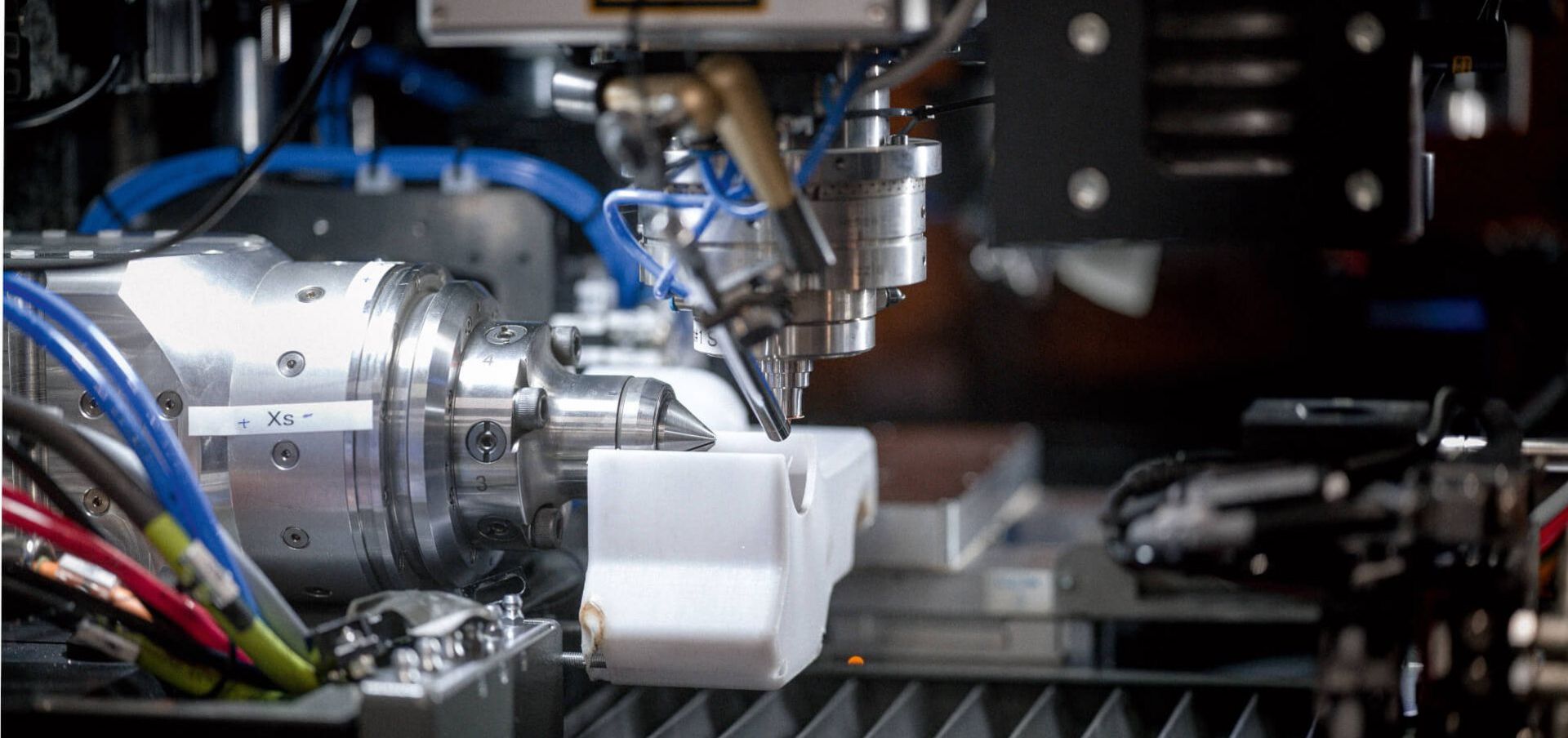
Prinzip des Laserdrehens: Links die luftgelagerte Drehachse, die das Werkstück hält; von oben arbeitet die Trepanieroptik. Das Werkstück rotiert mit 3.500 Umdrehungen pro Minute, der Fokus kreist 30.000-mal pro Minute.
Und noch ein Triumph
Die Trepanieroptik hat aber noch mehr drauf. Denn mit einem Strahl, der in vielen Winkeln auf die Oberfläche trifft und kreisen kann, schneidet und bohrt es sich auch besser im Mikrobereich. „Wir können nun die Wandschrägen von Ausschnitten und Bohrungen exakt bestimmen und sogar Löcher erzeugen, die sich nach unten weiten“, sagt Lendner. „Machen Sie das mal mit einem mechanischen Bohrer!“
Und die Euphoriekurve des Teams geht steil, als sich – wie insgeheim erhofft – zeigt, dass sich jetzt auch Saphirglas, Keramik und Diamant ruck, zuck bearbeiten lassen. Das sind Werkstoffe, die sich sonst jedem mechanischen Zerspanen hartnäckig widersetzen und ein Werkzeug nach dem anderen killen. Lendner kommentiert etwas nüchterner: „Hier zeigt sich ein ganz entscheidender Vorteil der Lasertechnologie gegenüber konventionellen Fertigungsverfahren: keine Last auf dem Teil, kein Verschleiß am Werkzeug. Das macht die Technologie so wirtschaftlich.“
Seit 2020 steht die Mikrobearbeitungsmaschine GL.smart bei mehreren Kunden – auch aus der Medizintechnik, woher die Initialidee kam. Sie ist die erste Anlage, die alle vier spanenden Verfahren im Mikrobereich per Laser kombiniert: Bohren, Strukturieren, Schneiden – und Drehen. „Naja, von ‚Spanen‘ kann man beim Ultrakurzpulslaser ja eigentlich nicht wirklich sprechen, eher von ‚Verdampfen‘, aber so versteht halt jeder sofort, was gemeint ist“, sagt Lendner und strahlt.