Neumann, now 54 years of age, is a mover and a shaker and his efforts have been crowned with success. For more than 22 years he has managed his own company, CBV Blechbearbeitung in Laasdorf, Thuringia. His dedication earned his company the Thuringian State Prize for Quality in 2004 and the Grand Prize for Middle-Market Firms in 2005. One of his great objectives is to modify his company to achieve energy efficiency and thus reduce costs. Beyond this, Neumann continuously invests in machines matching the wide variety of the parts he makes. A part of this businessman’s formula for success is that he is glad to strike out on unconventional paths so as to satisfy the market’s demands for ever more flexibility.
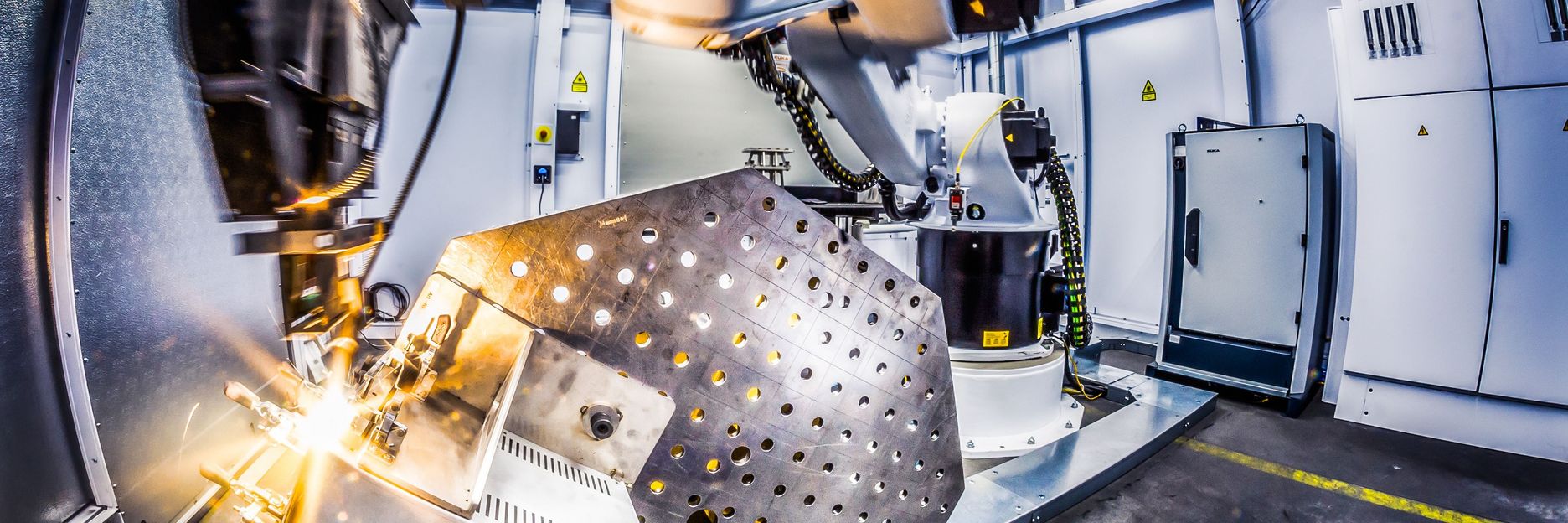
A good example is his rather unusual laser network, comprising the high-productivity 2D TruLaser 5030 fiber and a TruLaser Robot 5020. It is energy-efficient, boosts productivity, and offers an option for entering the field of laser welding at relatively low investment costs.
One laser source, two applications
It was in 2011 that Neumann decided to purchase the TruLaser 5030 fiber, equipped with a 3-kilowatt TruDisk laser. The machine is flexible enough to cut thick and thin-gauge material like copper and brass along with mild steel, stainless steel and aluminum. This diversity in utility is important for Neumann. “We have approximately 1,000 regular customers and, on average, serve about 330 clients in parallel, manufacturing a total of about 100,000 different items. The TruLaser 5030 fiber is just right for our needs, since it cuts extremely fast and has very low non-productive times, even for our short runs,” he explains. The fiber-guided, solid-state laser offers two outputs and this was definitely a factor in his decision. “This way we can use the beam source with an additional machine. And this was when we first thought about making our debut in laser welding.”
Working together with his contact at TRUMPF, Gerhard Kasel, Neumann analyzed his range of parts. They soon determined that about 80 to 90 percent of the items he assembled would be suitable for laser-based welding using the robot. The decisive step followed in 2014: Neumann bought a new TruLaser Robot 5020 and had it attached to the second beam output.
Healthy respect, but no anxiety
Neumann had a healthy respect for the challenges of laser welding. “We had thought about ficture construction and the necessary redesign of parts,” Neumann admits. But visits to two users allayed these concerns. “You need to see at firsthand how a robot actually works. It’s something you can’t take your eyes off of. We realized after our visits that our fears of supposedly complex fictures were unfounded,” he explains.
Before getting started, Neumann sent two of his best welders to TRUMPF for training. He quite consciously built on their experience in conventional welding and this strategy turned out to be right. “These two translated their learning into action right after they got back. On the very first day we transferred a complete customer order – a series that would be repeated several times – to the new robot cell.”
Since starting work in June of 2014, the number of different production series parts welded on the TruLaser Robot has risen to more than 20. Utilization of the beam source, now used in tandem, rose from 50 to over 85 percent.

Werner Neumann, CEO at CBV Blechbearbeitung, embarks on unusual paths whenever flexibility is the goal. One example is the laser network serving an unusual combination: the TruLaser 5030 fiber, a high-productivity 2D laser cutting machine, and the TruLaser Robot 5020.

Daniel Voss, a welder at CBV, and design mechanic Marcus Hüttenrauch found their own ways to get the best from the TruLaser Robot, after a training session at TRUMPF. They shorten set-up times and costs by manually tracing the components in advance with the robot.

The TruLaser 5030 fiber is powered by a three-kilowatt TruDisk laser and cuts thick and thin sheets of copper and brass, as well as mild steel, stainless steel and aluminum. “It is extremely fast and the non-productive periods, even for our short production runs, are very low,” says Werner Neumann.
It can be simple, too
As unconventional as the arrangement for the laser network might be, its use at CBV is both easy-going and at high productivity. Due to the wide range of high-precision parts that have to be cut in the shortest of times with the TruLaser 5030 fiber, process control is one of the greatest challenges for this all encompassing sheet metal shop in Thuringia. “The established method would have been to bring the cutting order to a close and, during the subsequent set-up procedure for the cutting unit, use the laser for welding. But that’s not how we do things around here,” Neumann explains.
His operators insert carefully spaced “pauses” in the job orders for cutting work. Every few minutes the cutting unit then comes to a standstill and the robot starts welding. Then the beam source is diverted back to the TruLaser 5030 fiber. This changeover takes only milliseconds and certainly doesn’t affect productivity. Quite the opposite! Once the welding robot has been set up, no specially trained operator is needed there.
“We had some misgivings that laser welding would be worthwhile only as of a high piece count. In the meantime, we even weld single items. And I can also use a trainee there, while the skilled laborer sets up for the next operation,” Neumann relates.
And in this aspect, too, pragmatism is prime. “My inventive workers quickly learned that they can save a huge amount of set-up time and cost when they use manual procedures to teach the robot when and where to weld. And before the welding itself starts, a measurement cycle under control of the TeachLine option detects variations of up to 20 millimeters and counters them to achieve dimensional precision. That works great,” he notes. About seven assemblies are worked completely without fixtures. The operators look for a zero point, use the symmetry of the hexagonal table, and simply trace along the parts.
Convincing facts and figures
Excited by all the possibilities, daring to try new things, and spurred by many new ideas, the CBV employees worked their way, step by step, into laser-based welding.
There are many examples of how productivity is increased. A batch of 100 parts, made of 0.8 millimeter aluminum – a material that is difficult to weld – required about twelve hours of touch-up work after manual welding. The TruLaser Robot reduced this to just 90 minutes. Then an edge, 30 millimeters wide, needed to be welded to a crowned housing panel made of stainless steel 2 millimeters thick. Here the touch-up time could be reduced by 90 percent. Neumann’s hopes of shortening touch-up periods have been completely fulfilled by laser welding.
Infectious enthusiasm
Neumann regularly stages demonstrations to whet the customers’ appetites. “We not only want to get the purchasing agents involved and enthusiastic, but the design engineers, as well.” He is more than successful here. Among our customers, we spark the willingness to explore the possibilities offered by the technology.
Here they count on our expertise right from the part design phase,” says Neumann. The best example is a U-shaped aluminum profile with close fit areas, holes and notches. In the past this was milled from solid material. “Now we cut the parts with the laser and deep-weld them at the base. Thanks to the low degree of thermal input, there is no distortion. We brush over the seams and thus save 95 percent of our previous costs. It goes without saying that the customer is thoroughly satisfied,” Neumann reports.
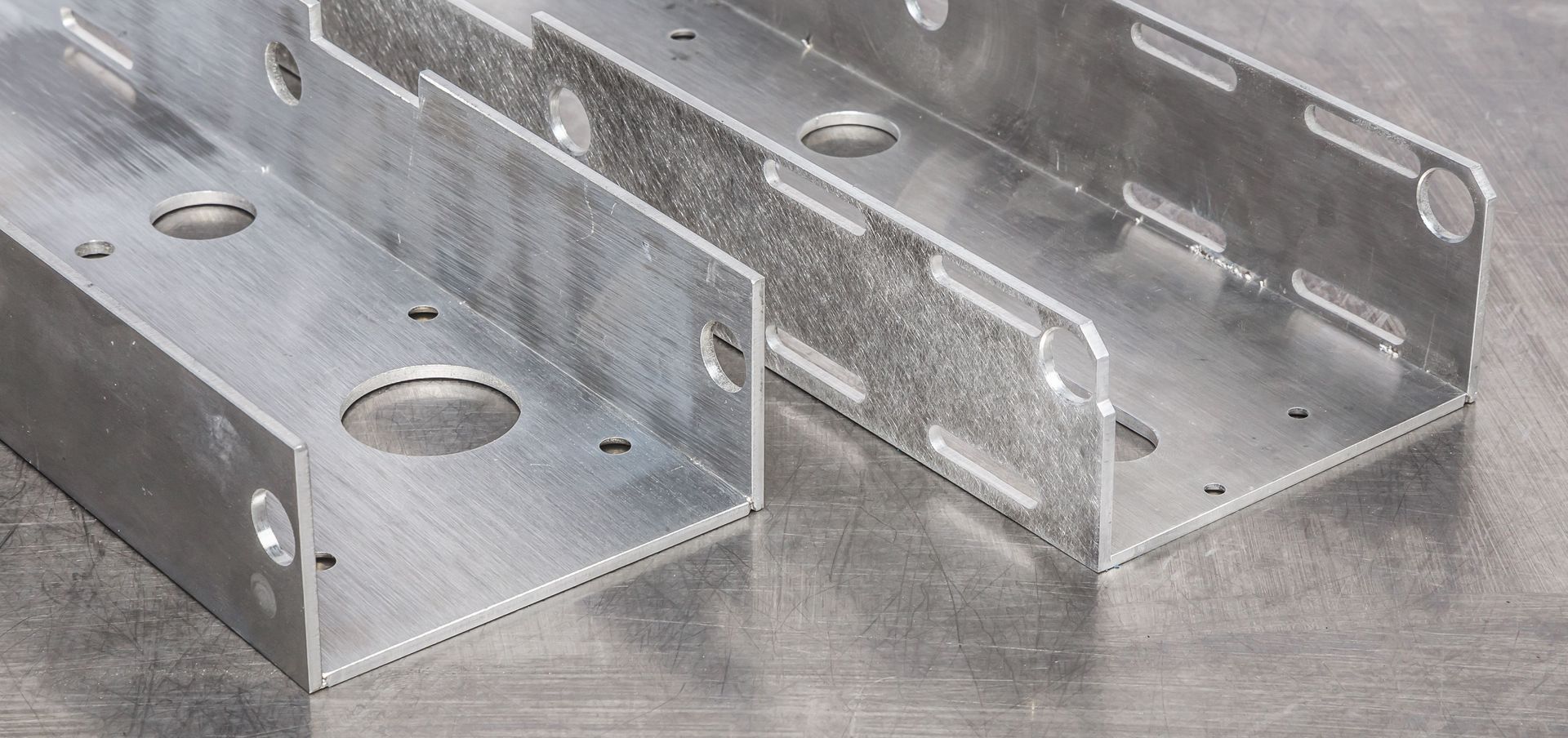
An aluminum U-shaped profile with close fit areas, holes and notches. In the past this was milled from solid material but now it is cut with the laser and joined at the base with deep welding. The savings, when compared with the previous costs, come to 95 percent.

Werner Neumann’s expectations in regard to the reduction in retouching work were satisfied completely by laser welding. For some parts the touch-up time could be reduced from twelve hours to just 90 minutes.
Knowledge network
The cooperation with TRUMPF caused Neumann to bubble with praise. “Everyone works hand-in-hand when searching for solutions,” he reports. In one example it was a question of electro-galvanized steel sheets, which caused problems during manual welding. In a workshop attended by CBV welders, TRUMPF experts, and employees from the Linde industrial gas company, a solution was devised. With the correct parameters and the right mix of gases, containers made from this difficult material can now be welded almost without any retouching. “Laser welding offers huge opportunities. Applying enthusiasm and ingenuity, even the most remarkable challenges are sure to be solved,” Neumann sums up.
CBV Blechbearbeitung GmbH, Laasdorf, Germany. Founded in 1992, 38 employees.
CBV supplies customers in the fields of microelectronics, special-purpose mechanical engineering, analysis and medical technology, as well as the auto industry suppliers. Included in the line are complete, ready-to-use sheet metal components, small and large production runs, special use components, component assemblies, and welded designs.
TruLaser 5030 fiber, TruLaser Robot 5020, TruLaser 2530, TruPunch 2000, TruBend 8050 und TruBend 5050



