Using light to machine glass. Initially, this seems like an absurd thought. The most obvious property of glass is, in fact, being transparent to light. The beams produced by a solid-state laser, usually in the infrared spectrum, thus simply pass through panes of glass.
When using ultra-short pulsed laser light in the picosecond or femtosecond range, this is not the case. The massive spatial and temporal density of the photons in the pulse modify the absorption mechanism in transparent materials. This makes it possible to use laser beams to process synthetic sapphire and glass.
Turbocharger for material modifications
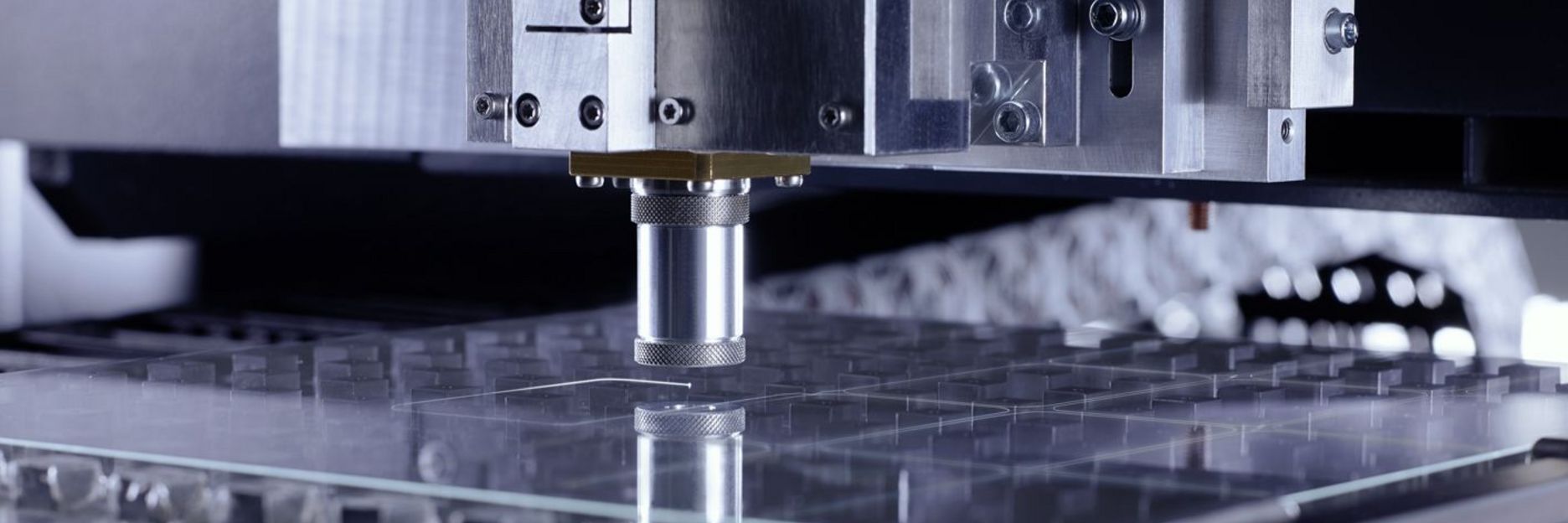
Instead of cutting glass by ablation, working one’s way down pulse-by-pulse, an elegant technique was recently developed to cleave thin, hardened glass such as that used in smartphone displays. Material modification is the keyword.Ultra-short pulsed laser beams are focused inside the glass and there they modify a narrow zone along the desired cleavage line.
The modification generates intrinsic tensions; the glass fractures in a controlled fashion. The surface is smooth as a mirror and accurate to a hundredth of a millimeter – no matter whether straight or curved. TRUMPF has developed a new optics which can accelerate this procedure a hundred-fold: TOP Cleave.
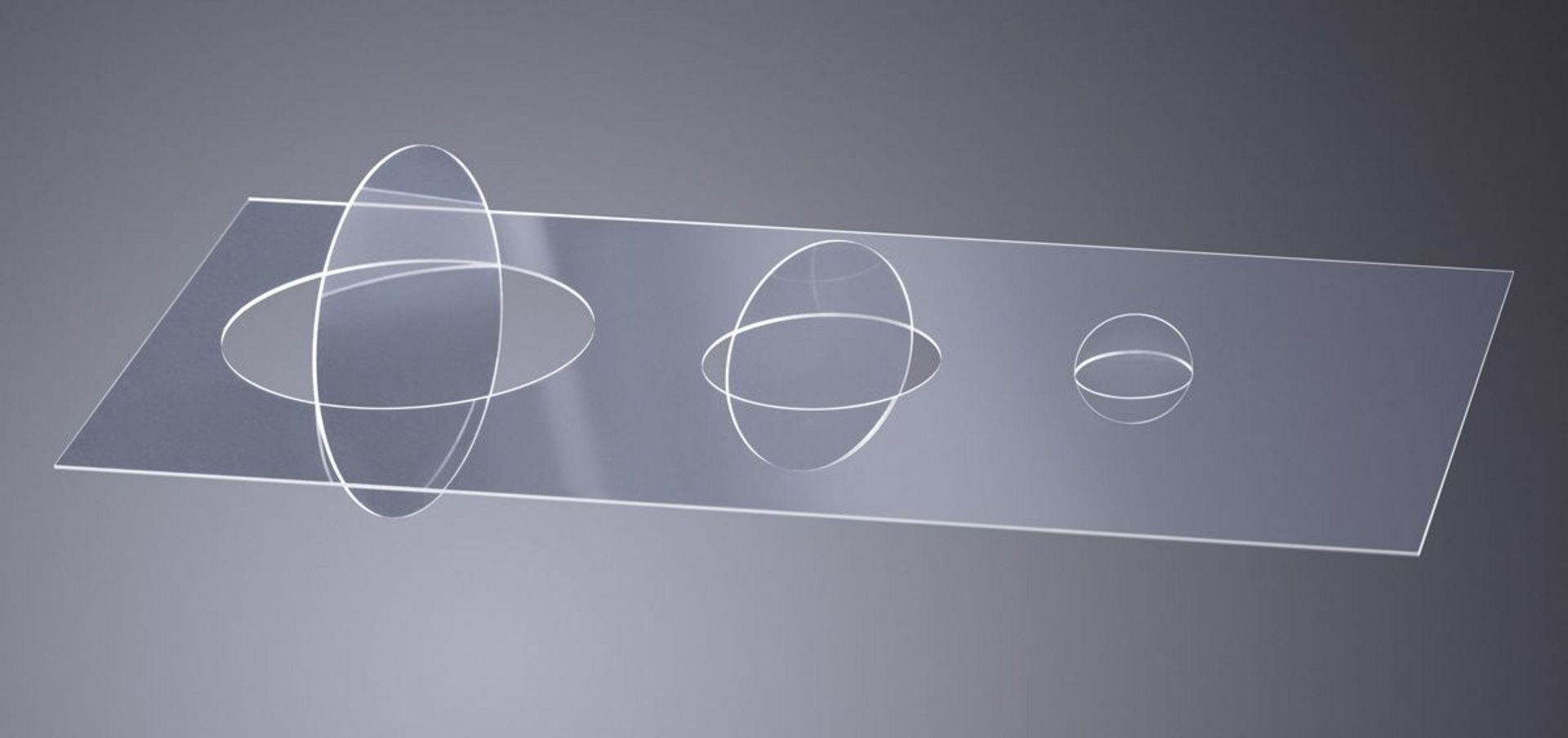
The TOP Cleave optics spread the power of an ultra-short pulse laser along the beam axis, creating a focus line. This increases by a hundred-fold the speed of separating glass using material modification, to one meter a second.
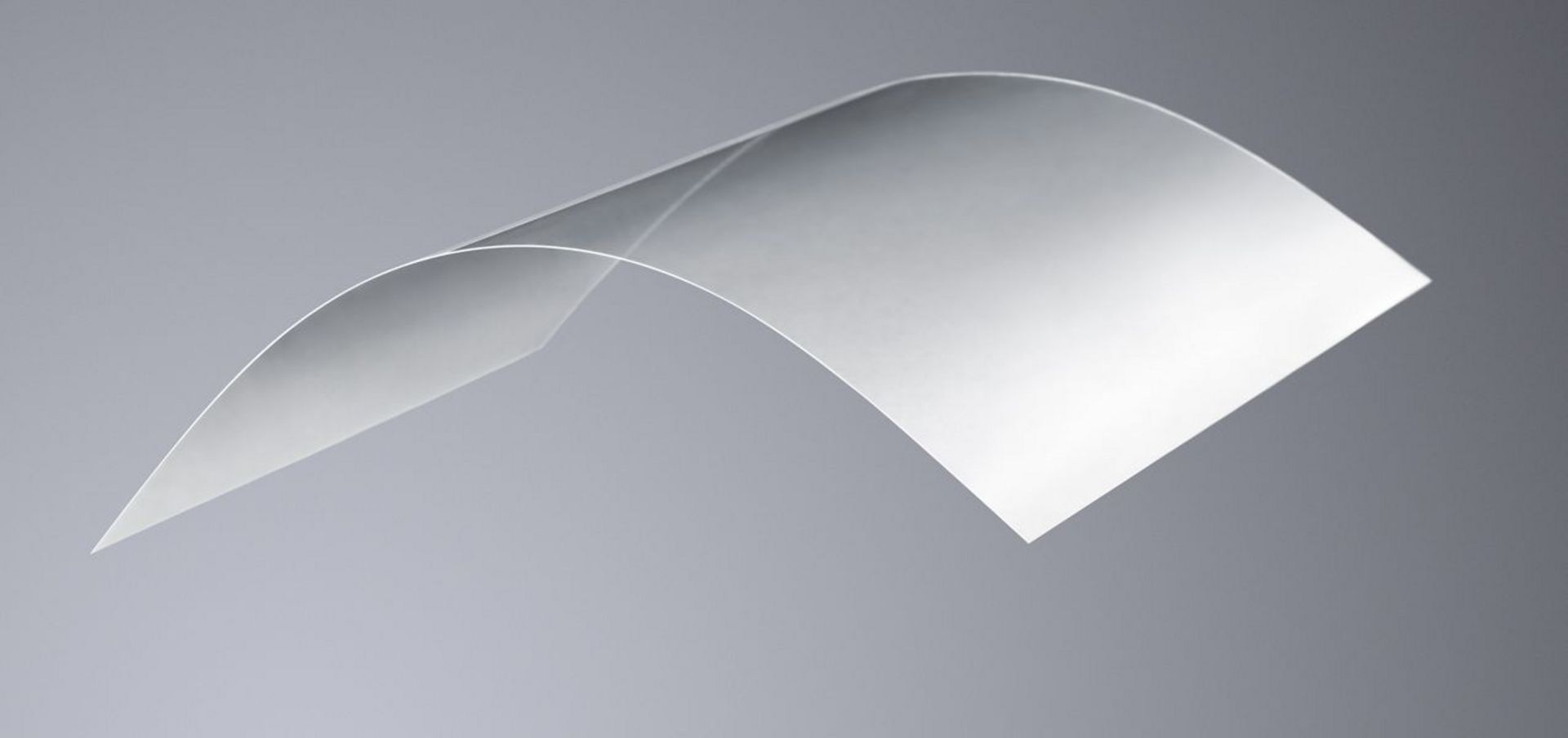
Outstanding edge quality in ultra-thin glass.
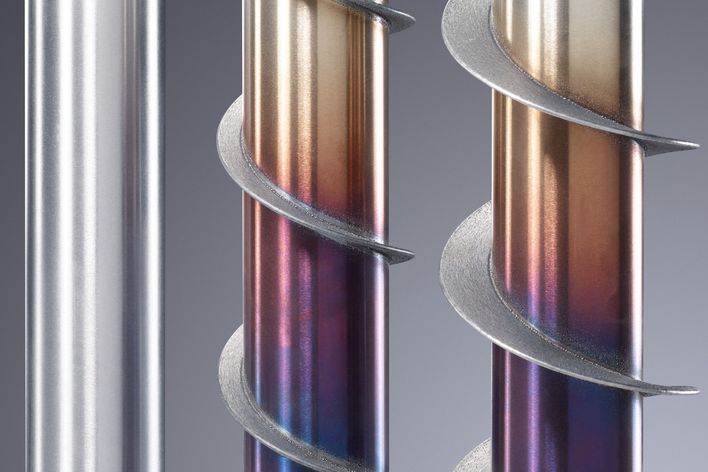
Ultra-short pulse lasers induce intrinsic tension in the glass. This results in a controlled fracture through the plane, along the stress line.
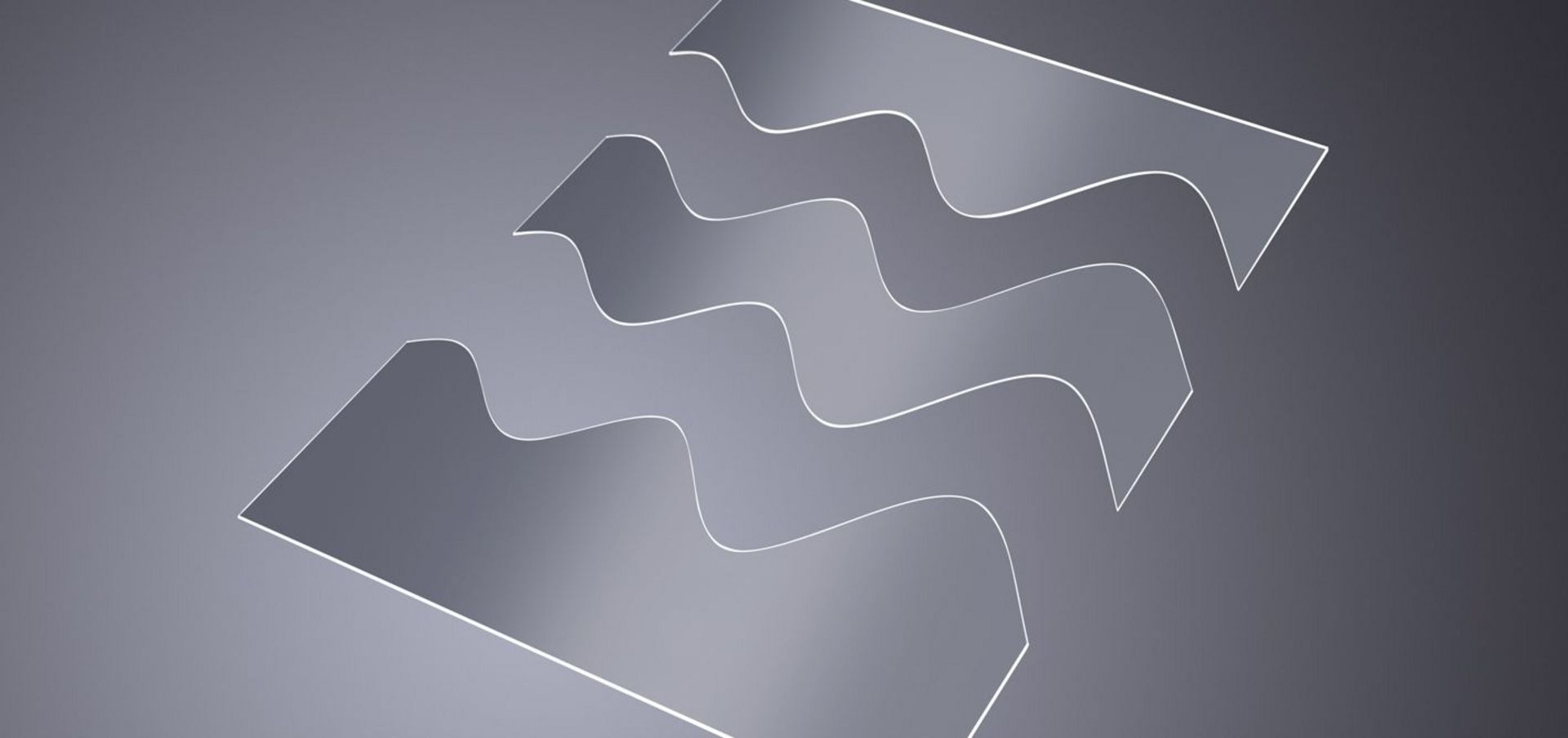
All outlines are possible: no matter whether straight or curved. Inside curves are no problem, either.
It distributes the intensity of the laser light uniformly along the axis of the beam. In this way the focus is stretched in length; the beam spot becomes a focus line. The laser pulses no longer scan the glass level by level, but instead modify – in a single pass – the complete interior separation surface.
Depending on the pulse energy, this glass may be up to 700 microns thick. When working this thickness, the high-performance TruMicro lasers equipped with TOP Cleave achieve cutting speeds of up to one meter per second – a hundred times faster than without the option.
Separating glass one millimeter thick
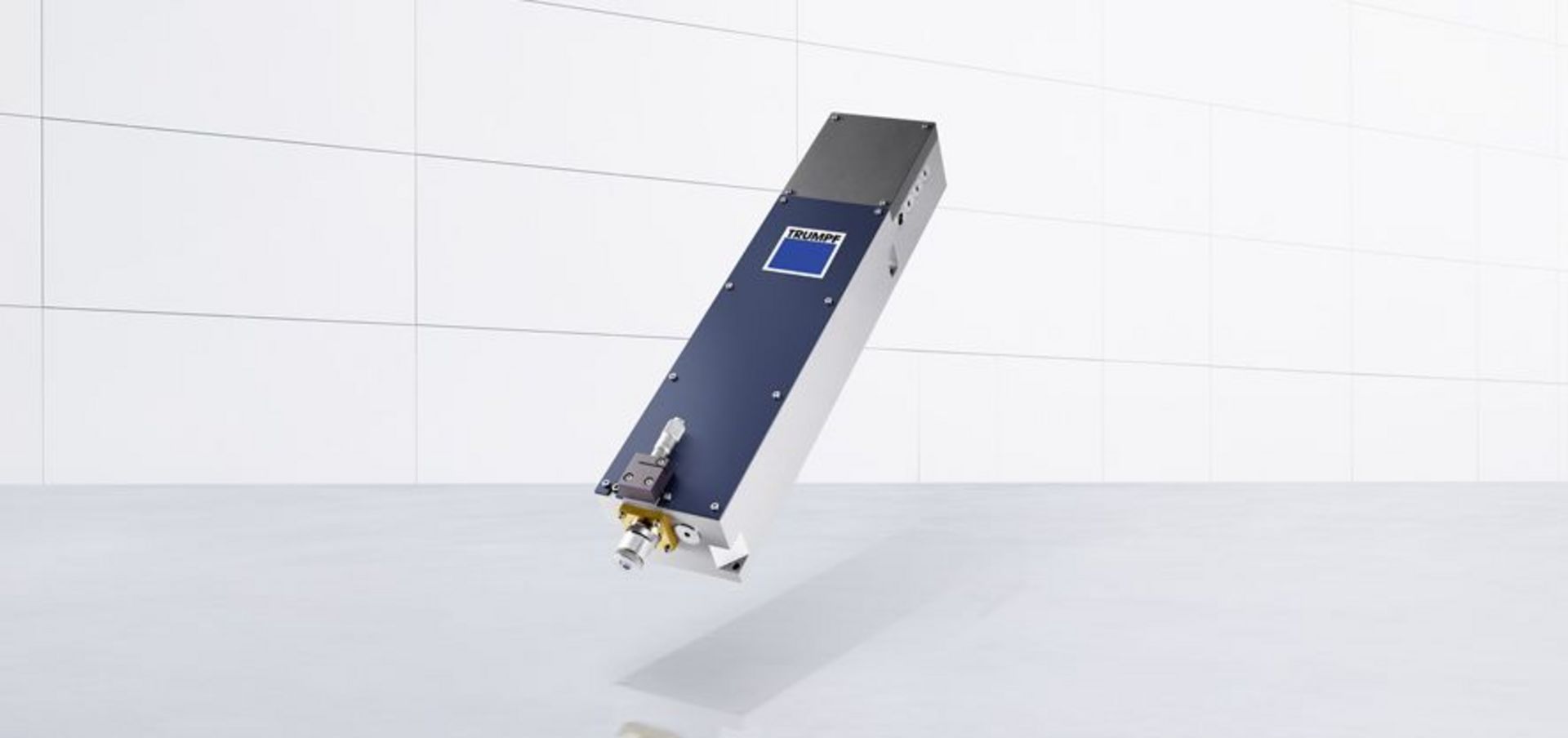
The new flagship among the TruMicro lasers is the TruMicro 5080. It delivers, at up to 1,000 kilohertz, the highest repetition rate and with a maximum of 500 microjoules the highest-energy pulse in the world of ultra-short pulse lasers for industrial use. The laser produces average power exceeding 150 watts – making it extremely powerful in every application.
The TOP Cleave optics can distribute the high power of the TruMicro 5080 along such a long focus line that the laser light can use modification techniques to separate glass more than one millimeter thick. The TruMicro 5080 is also available in the femto edition. It is the first industrial laser that can produce femtosecond pulses in the green spectrum.
In this way it joins the best of two worlds. In spite of high peak intensities, the femtosecond laser pulses inject even less thermal energy into the workpiece in comparison with a picosecond pulse. This makes them suitable especially for extremely delicate processing of metals or thermally sensitive materials like special films.

The new flagship among the TruMicro lasers. With average power of 150 watts, repetition rate of up to 1,000 kilohertz and maximum pulse energy of 500 microjoules, this is at present the most powerful ultra-short pulse laser for industrial use.
Green light can be focused down to a very small spot. Green radiation has a larger Rayleigh length than infrared light and, as a consequence, greater depth of focus. This makes the TruMicro 5080 especially well suited for drilling extremely fine and precise holes such as those found in injection nozzles.
A further advantage of the TruMicro 5080 is that it can easily be integrated into industrial machinery and can be maintained while still inside the equipment. This eliminates troublesome removal and the subsequent readjustment of the beam path. A new technical concept is responsible for this.
All the relevant components for maintenance and exchange – like power cables, cooling lines, the electronics and the optical area – are easily accessible from a single side. This lowers the downtime for machine tools and boosts their economy considerably.