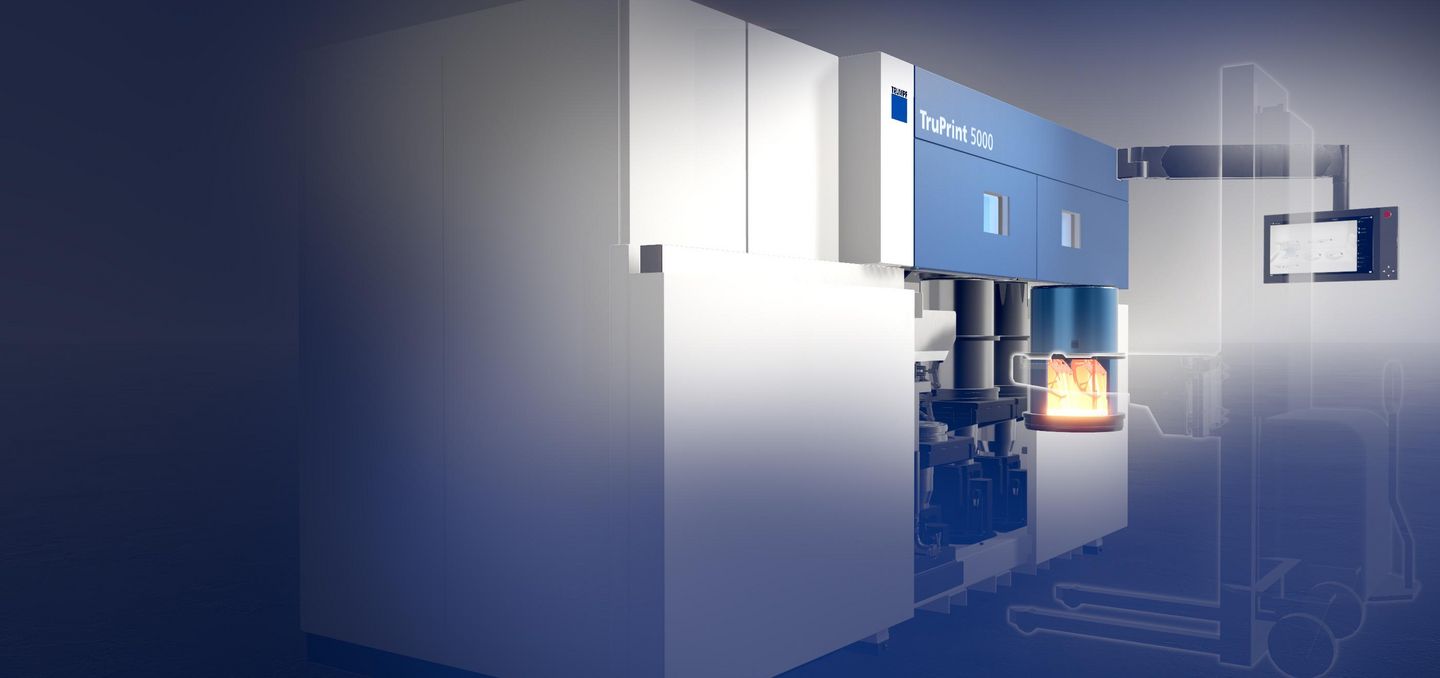
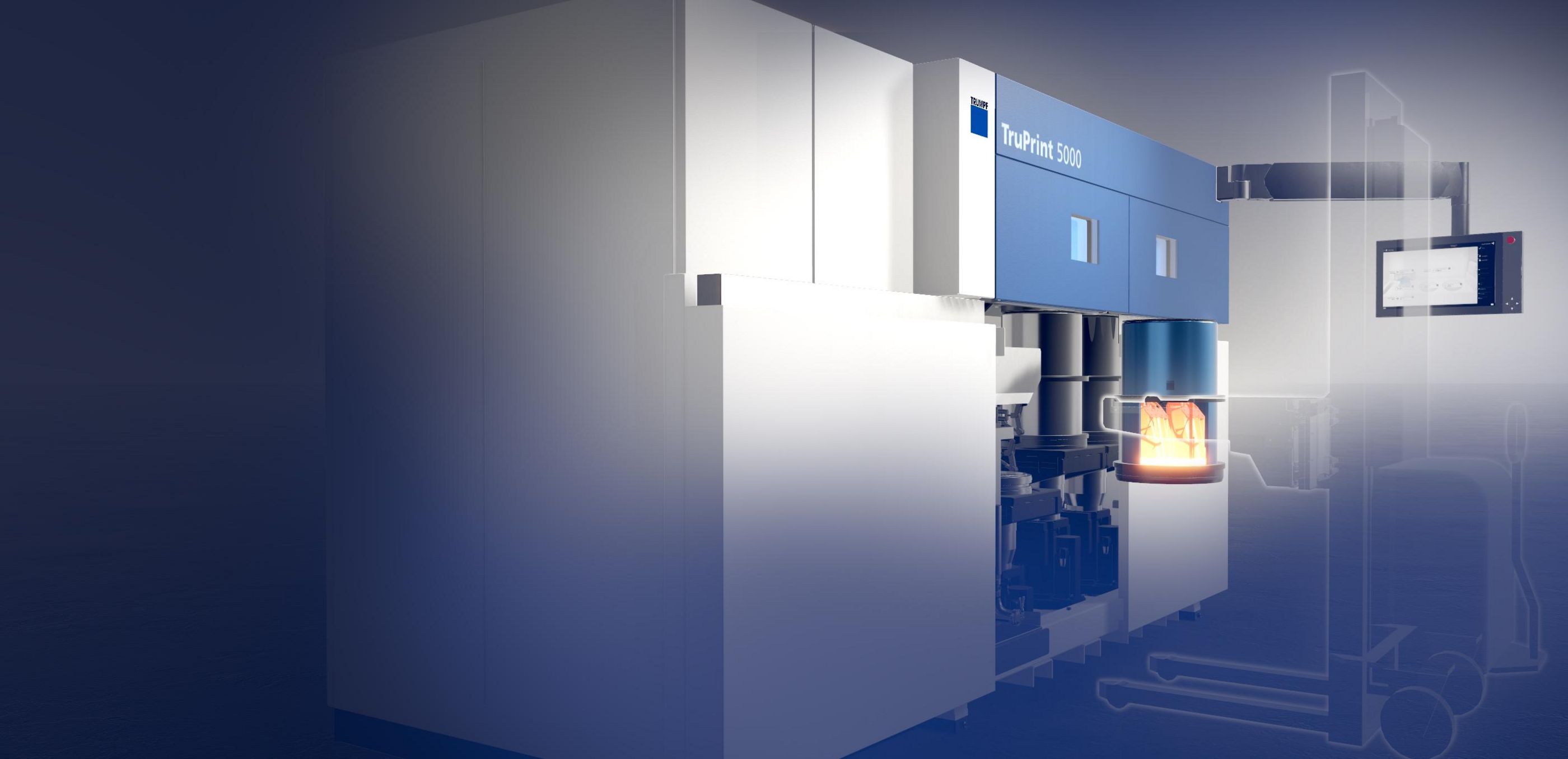
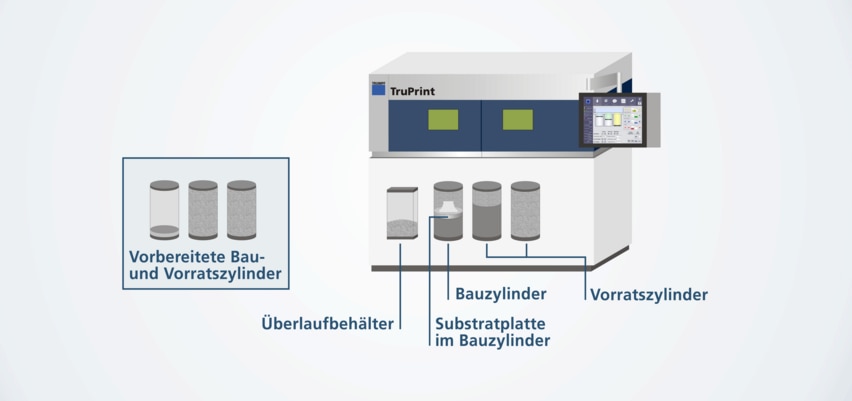
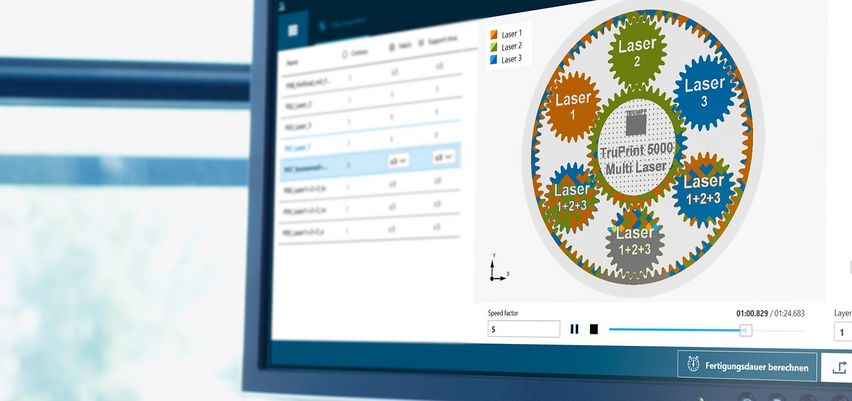
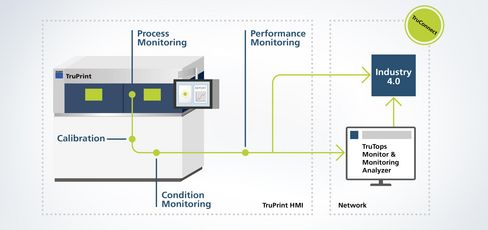
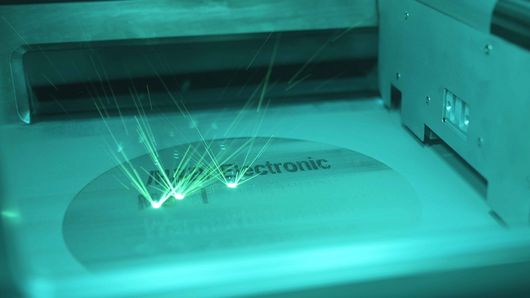
The highly productive, partially automated TruPrint 5000 3D printing system provides the ideal basis for industrial series production. With optional features, including 500°C-preheating and the fullfield multilaser with three 500-watt TRUMPF fiber lasers, you are perfectly equipped to handle even the most demanding industrial applications. The machine quickly and reliably produces high-quality components made of different metallic materials – and in doing so meets the high quality requirements in tool and mold making, including by means of 3D printing on preform blanks, in aerospace and medical technology. As an option, the entire process chain can be carried out in a shielding gas atmosphere: sieving, printing, cooling, depowdering. Combined with external part and powder management and the monitoring solutions from TRUMPF, it is predestined for industrial additive series production.
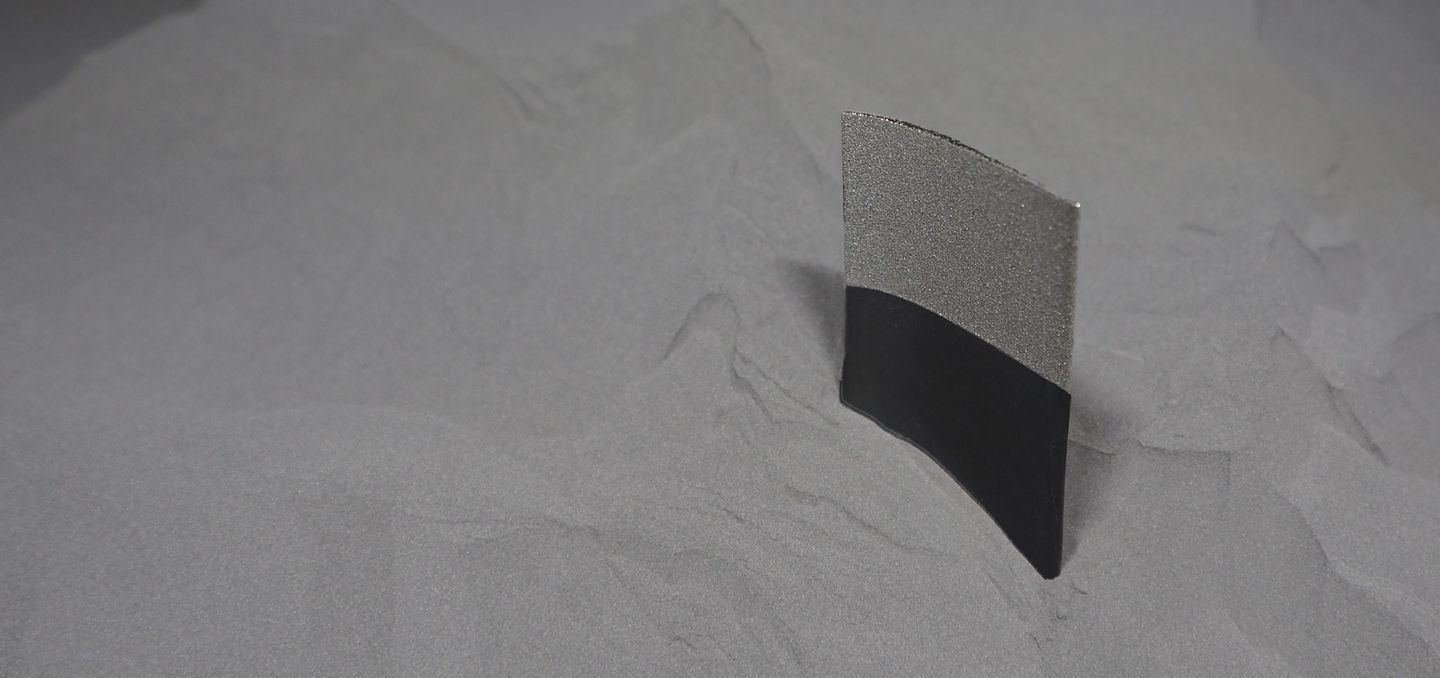
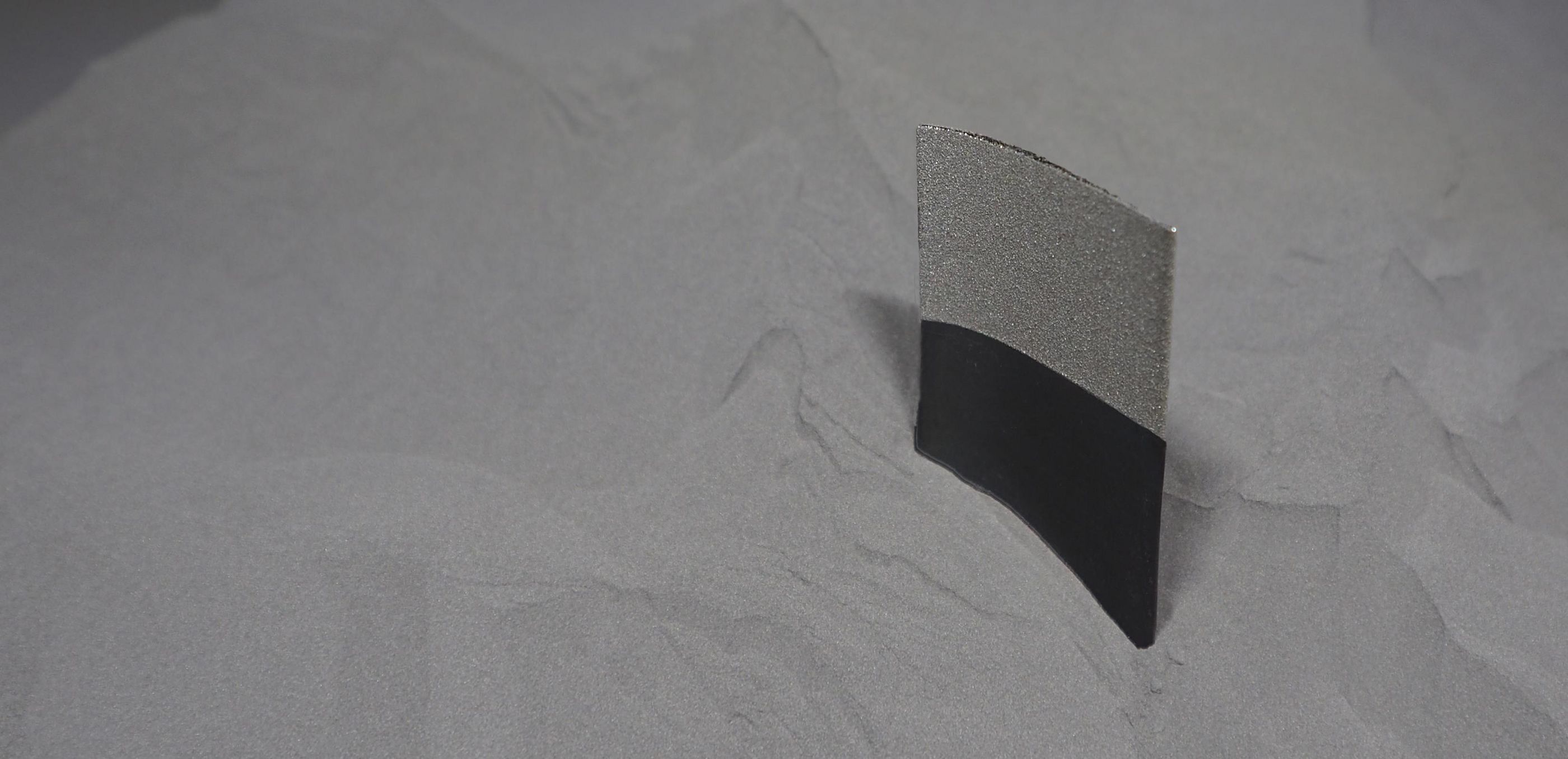
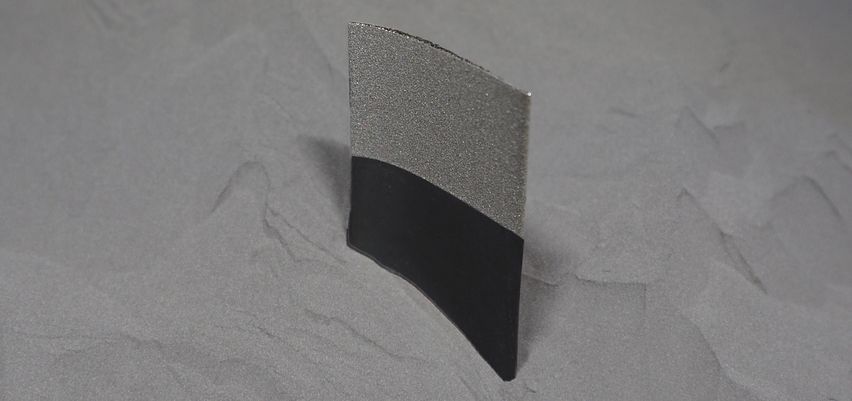
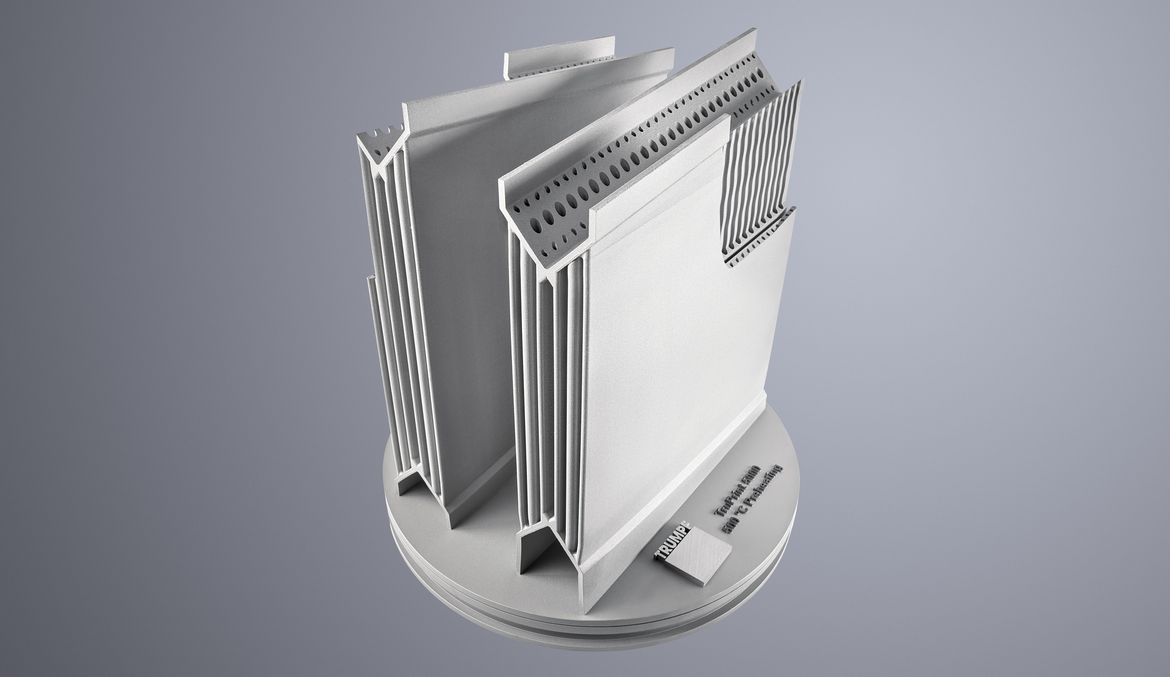
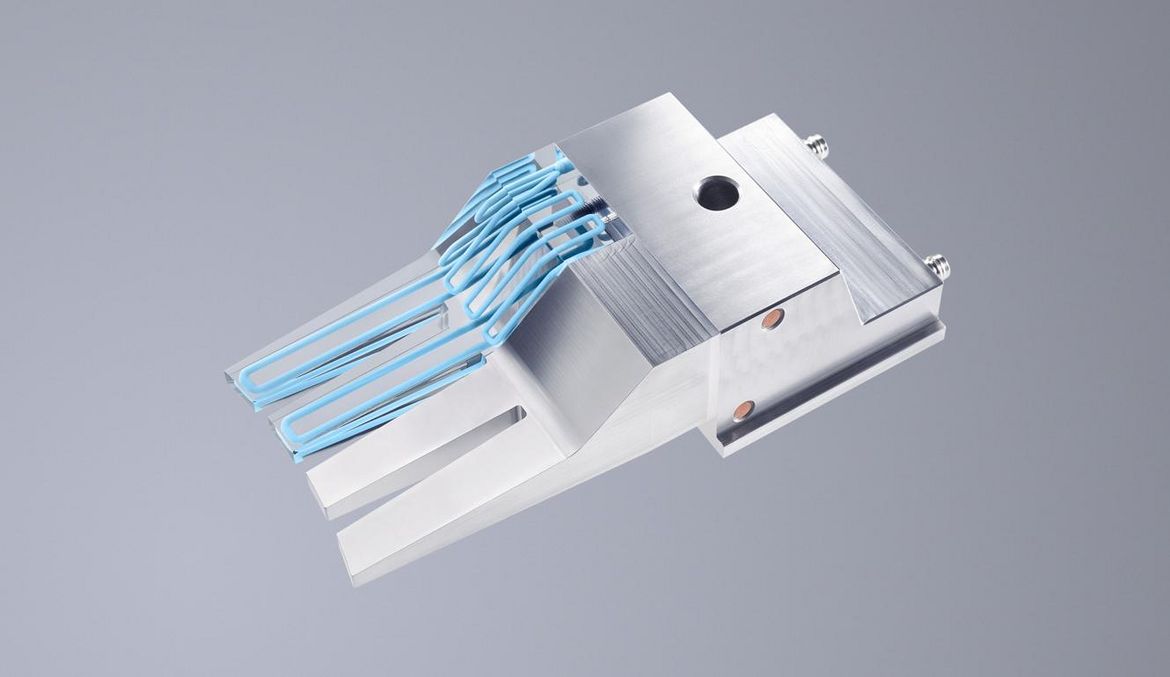
Thanks to the Preform option, the TruPrint 5000 supports hybrid component production. For this purpose, the component structures to be additively manufactured are applied to a blank. The innovative option is particularly well-suited for simple handling in tool and mold making.