The laser metal fusion process starts with the virtual 3D model of the component. During data preparation, the design data is converted into a build job file that can be read by the machine. The components are positioned on the substrate plate and, if required, support structures are attached. For the printing process, the components are broken down into individual layers (slices) and the corresponding laser paths are defined (hatching). The workpiece is finally built up layer-by-layer in the process chamber under shielding gas on a substrate plate. In the chamber, the supply cylinder, build cylinder, and overflow cylinder are next to one another in one axis. The recoater shifts the powder from the supply cylinder to the build cylinder (1). The laser then melts the first layer of powder according to the part contour in a way that is firmly bonded with the layer below (2). In the next step, the build cylinder is lowered by one layer (3). The component is, in a manner of speaking, constructed in the powder bed. The excess powder lands in the overflow cylinder. This process is repeated until the component has been generated completely. In order to increase productivity, TRUMPF uses multiple lasers that work simultaneously in its systems. This is referred to as a multilaser principle. Metal powder is finally removed from the finished part in an unpacking station. The component is then separated from the plate, the support structures, if present, are removed, and, if required, the workpiece is reworked.
Laser metal fusion – benefits, working principles, and applications of the additive technology
Laser metal fusion (LMF) is an additive manufacturing method where a workpiece is built up gradually in a powder bed. To do so, a laser melts down the metal powder in material layers precisely at the points specified by the component's CAD construction data. The process is therefore often known as metal 3D printing/3D metal printing; the terms laser sintering and laser metal fusion are also common in the industry. The process is optimally suited for series production of geometrically complex parts with delicate internal channels and cavities that cannot be produced using conventional processes such as turning or milling or can only be produced ineffectively. Components which exhibit high stability as well as a low weight are created using industrial 3D printing – this is particularly beneficial for lightweight design or customized implants and prostheses. Furthermore, laser metal fusion is a sustainable production method, as, compared to ablative processes, no chips (and therefore little excess material) are generated. With almost two decades of experience in additive technology, TRUMPF provides complete packages for powder bed processes that are mature for industry – consisting of machines, services, and digitalization from a single source. From part identification to the finished product and beyond – we cover the entire process chain for you.
Users can directly create functional components – e.g. flexible or rotatable structures – from 3D CAD models using LMF.
Using LMF, components with conformal cooling can be produced. They dissipate the heat right where it is created.
Additive manufacturing enables the construction of delicate structures in a complex arrangement.
Freedom in design: During 3D printing, the design determines the production of the component – unlike in conventional production processes.
Practically no setup time is required for 3D metal printing. Due to the multilaser option and the automation components, you can further increase the efficiency of your production.
The industrial part and powder handling from TRUMPF increases the productivity of your production.
A closed powder circuit ensures a clean and safe production environment.
The laser metal fusion process explained in brief
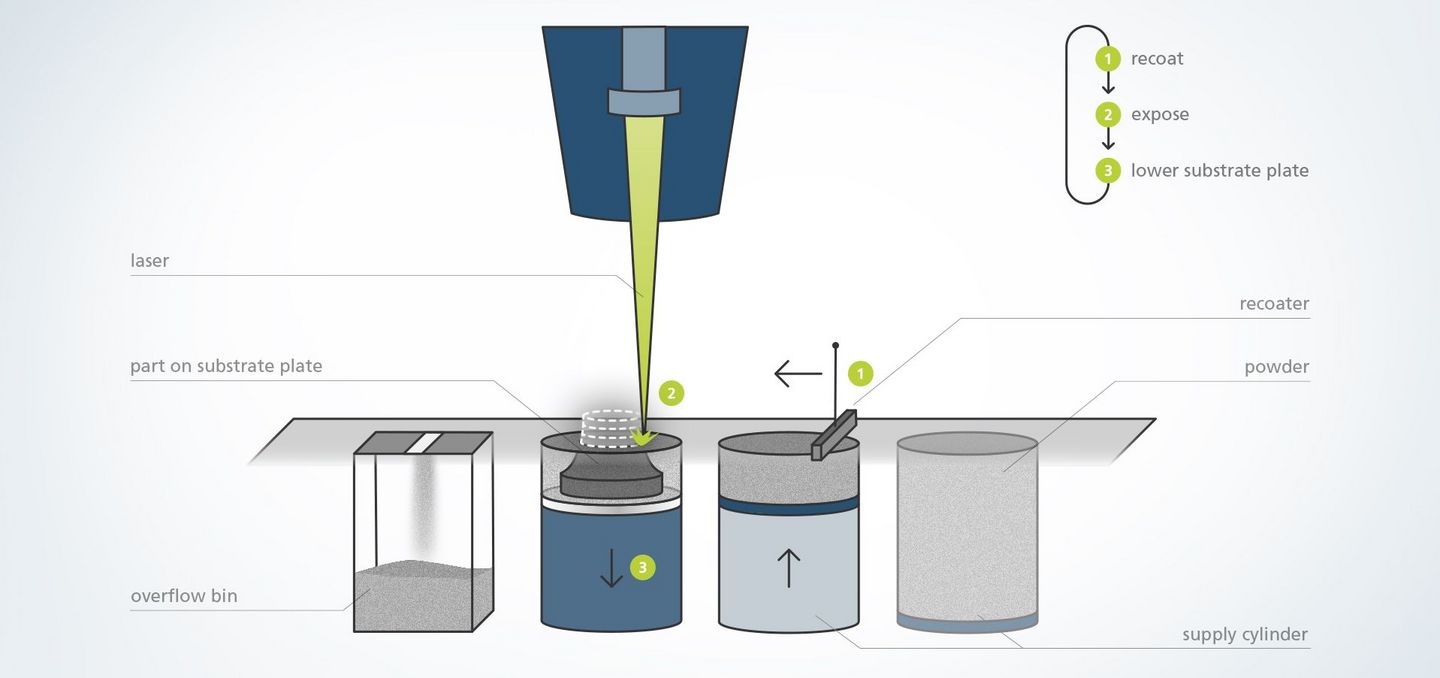
The operating principle of metal 3D printing explained in brief.


Applications and areas of use – as diverse as the technology itself

Cranial implant
Laser metal fusion meets the high quality and safety requirements when it comes to the production of medical devices and implants. The shown customized cranial implant made from titanium was produced in 8 hours and 45 minutes and with almost 5,000 layers, for example.

Mounting bracket
In aerospace engineering, lightweight design while maintaining a good flow of forces within the workpiece is of utmost importance. This topology-optimized design can be produced easily using powder bed processes – as with the mounting bracket for airplane doors shown here. It was built up within 8 hours and with almost 2,700 layers.

Hydraulic block
The hydraulic block shown is used for coupling between the control valve and the hydraulic cylinder. When produced with the laser metal fusion method, its total volume can be reduced by 80% and the pressure loss can be reduced by 93% – without any loss of function. The construction process was carried out without any support structures and was completed in eleven hours.

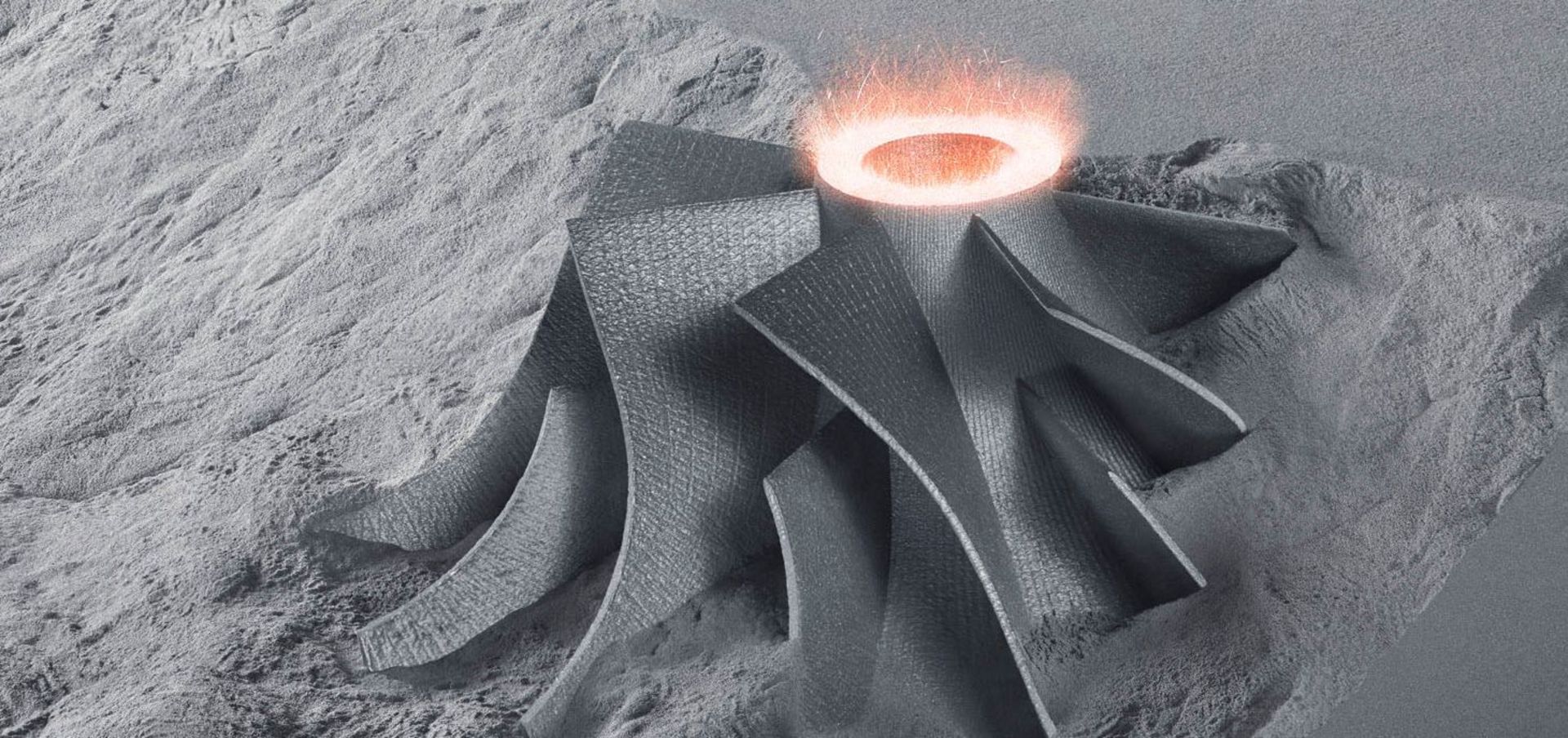
Runner
Five single parts would conventionally be required to produce this runner. In the case of laser metal fusion, you produce the finished component directly. Conformal, complex tempering channels can be generated easily using LMF. Moreover, customers benefit from cycle time reduction and thermally stable production processes with a minimal reject rate. The runner in the image was produced within 70 hours.

Axle support
In the automotive industry, complex, functional prototypes can be constructed quickly and without any tools using laser metal fusion. Additive manufacturing of the design and topology-optimized axle support shown took five hours.
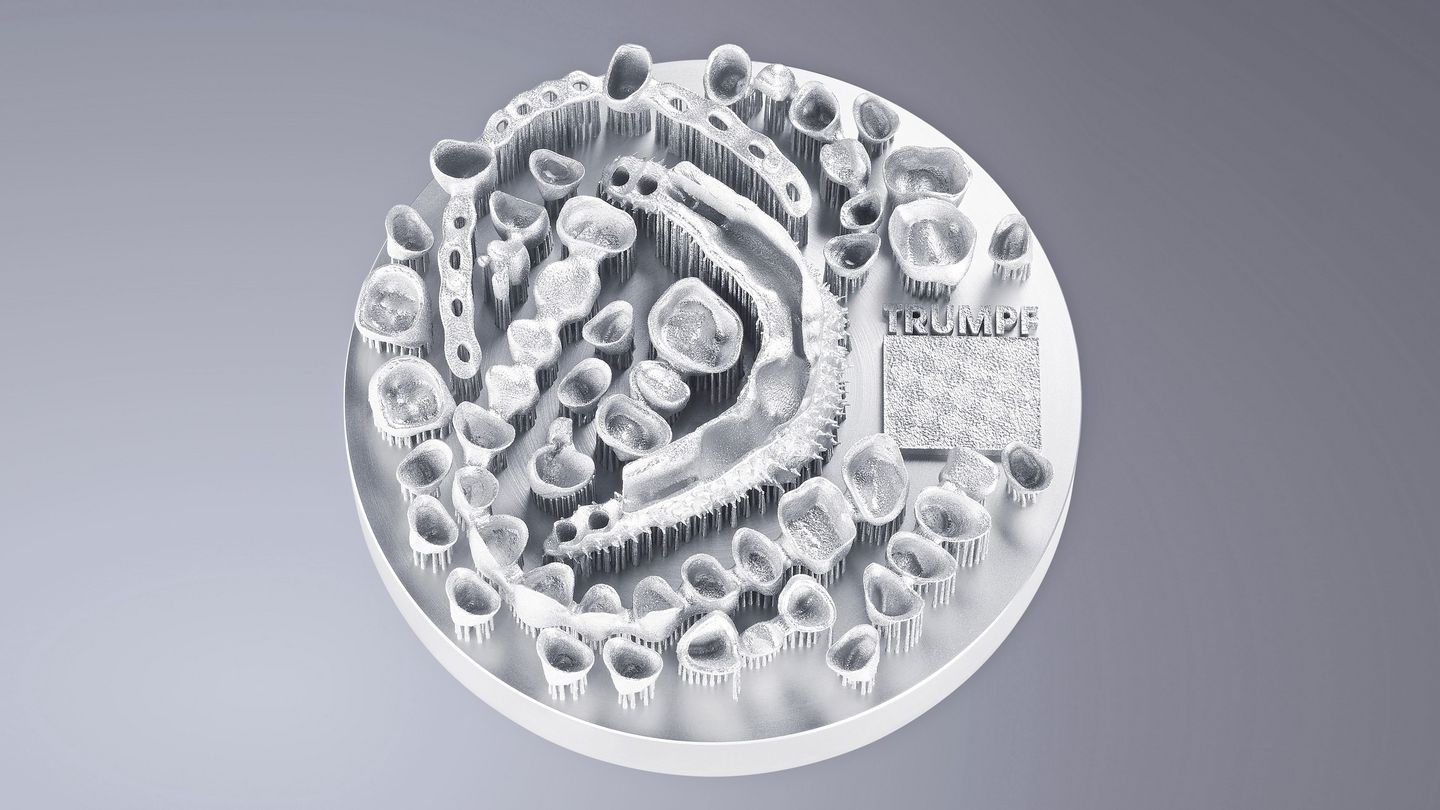
Dental plates
The dental industry also benefits from the many advantages of additive manufacturing. Any desired complex indications can be constructed highly precisely and in record time layer-by-layer with bio-compatible material. The dental pad with dental crowns shown was produced within approximately three hours with around 1,200 layers.

Component from the R&D field
During application or parameter development, the build job shown is used. In doing so, the long rods are processed to form tensile test specimens after they have been cut from the substrate plate. They can be used to inspect the strength and deformability of the component. After cutting and grinding, the other square components are checked for potential fine defects under the microscope. In both cases, this is in order to assure the quality of the components.
3D printing amorphous metals
Which products are suitable for laser metal fusion?

Do you want to produce small series or prototypes using laser metal fusion? If so, our compact TruPrint 1000 machine for 3D printing of metal components is the ideal choice for you.
Are you looking for a profitable machine concept with outstanding printing results? The TruPrint 2000 meets these requirements exactly. With its full-field multilaser, consisting of 2 x 300 W (optionally 2 x 500 W) lasers, a beam diameter of 80 µm and a short recoating time, it delivers excellent results.
Are you looking for a flexible LMF solution for industrial production? Then find out more about our TruPrint 3000 with automation and integrated Industrial Part and Powder Management.

Are you aiming for maximum productivity for industrial series production using powder bed processes? You can achieve this with semi-automated LMF processes in the TruPrint 5000 with three 500-watt fiber lasers.

The TruPrint 5000 Green Edition is the medium-format 3D printing system for processing reflective materials such as copper. As such, the 3D printer opens up new opportunities for additive manufacturing of large components, induction coils or components for complex cooling applications.


