Materialvielfalt
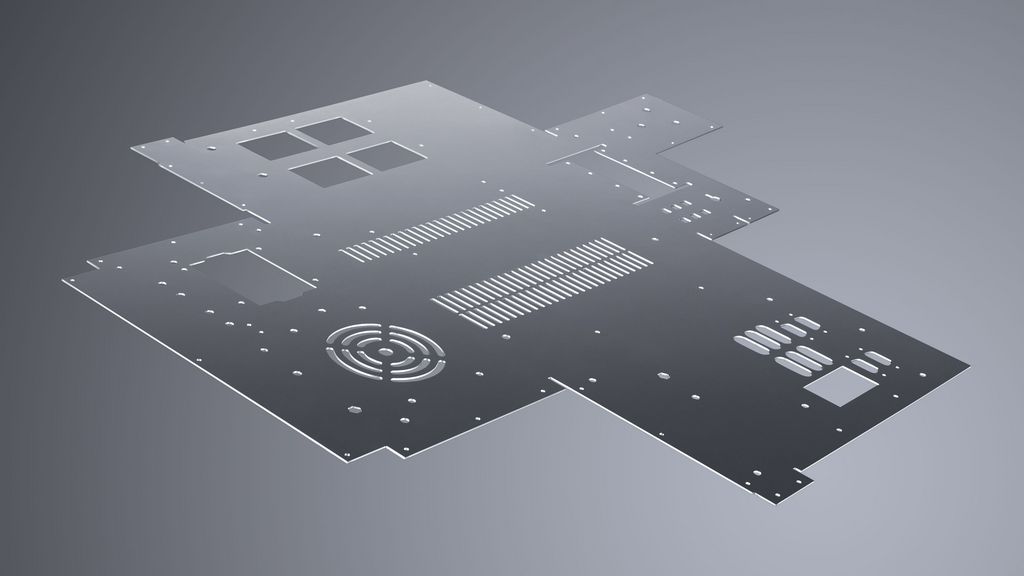
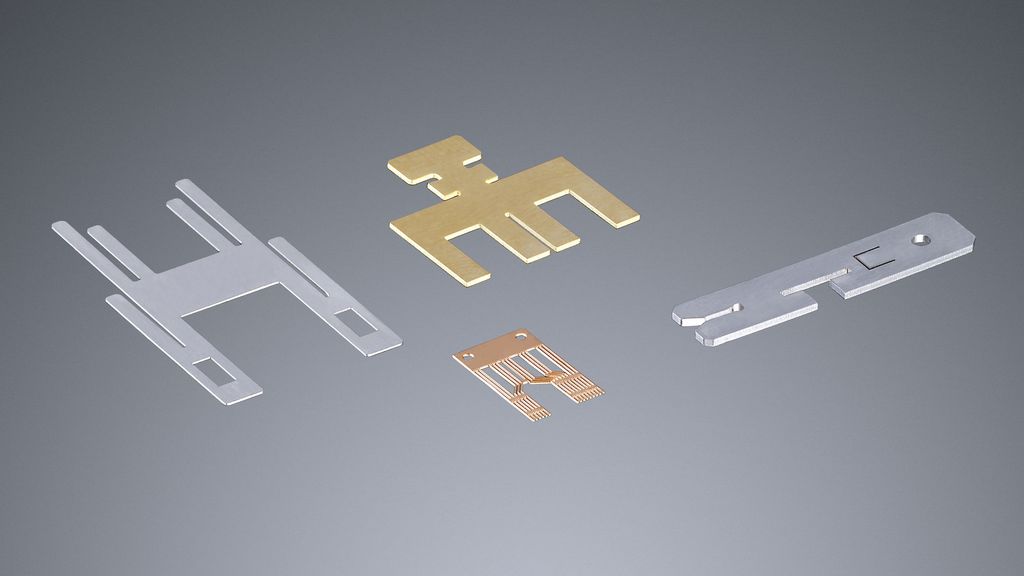
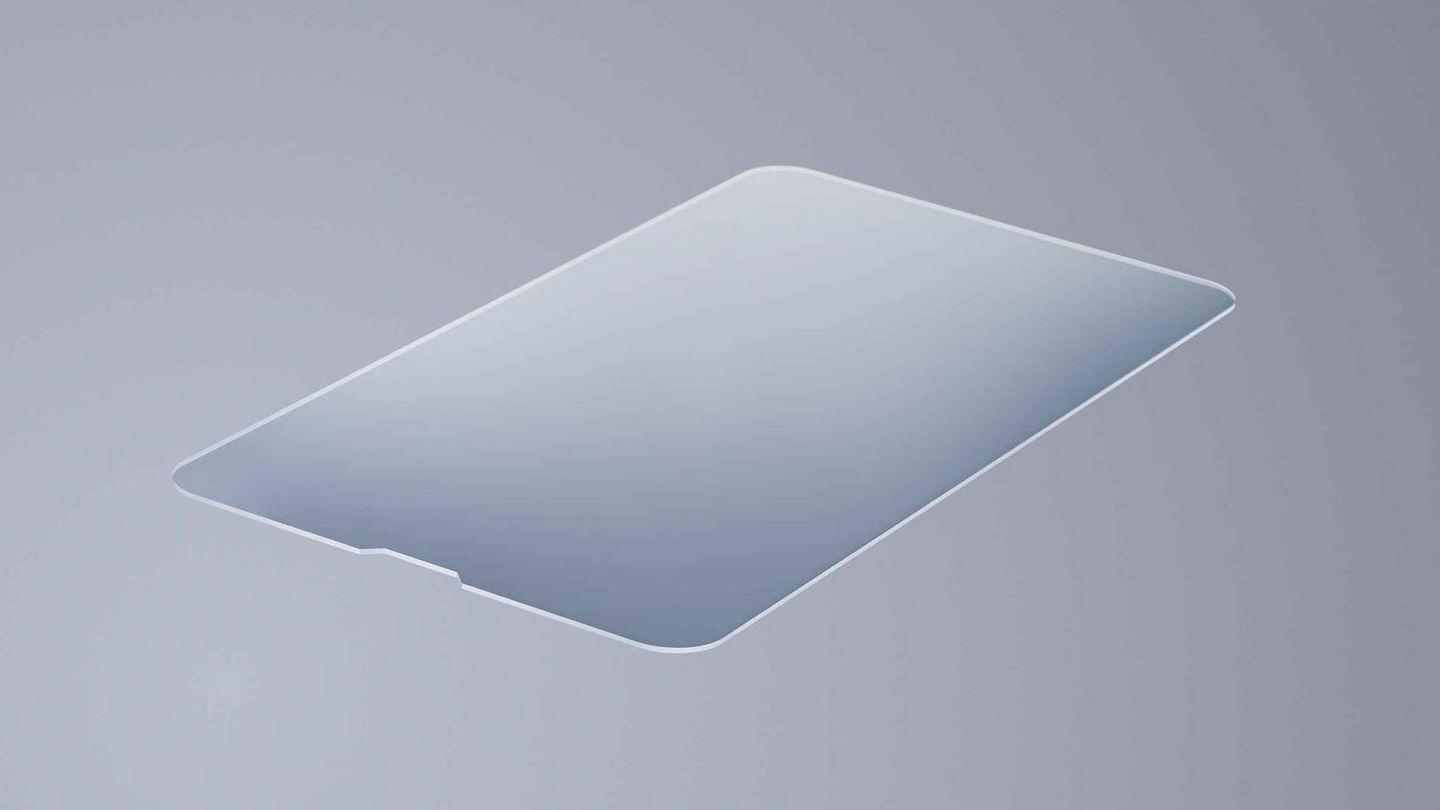
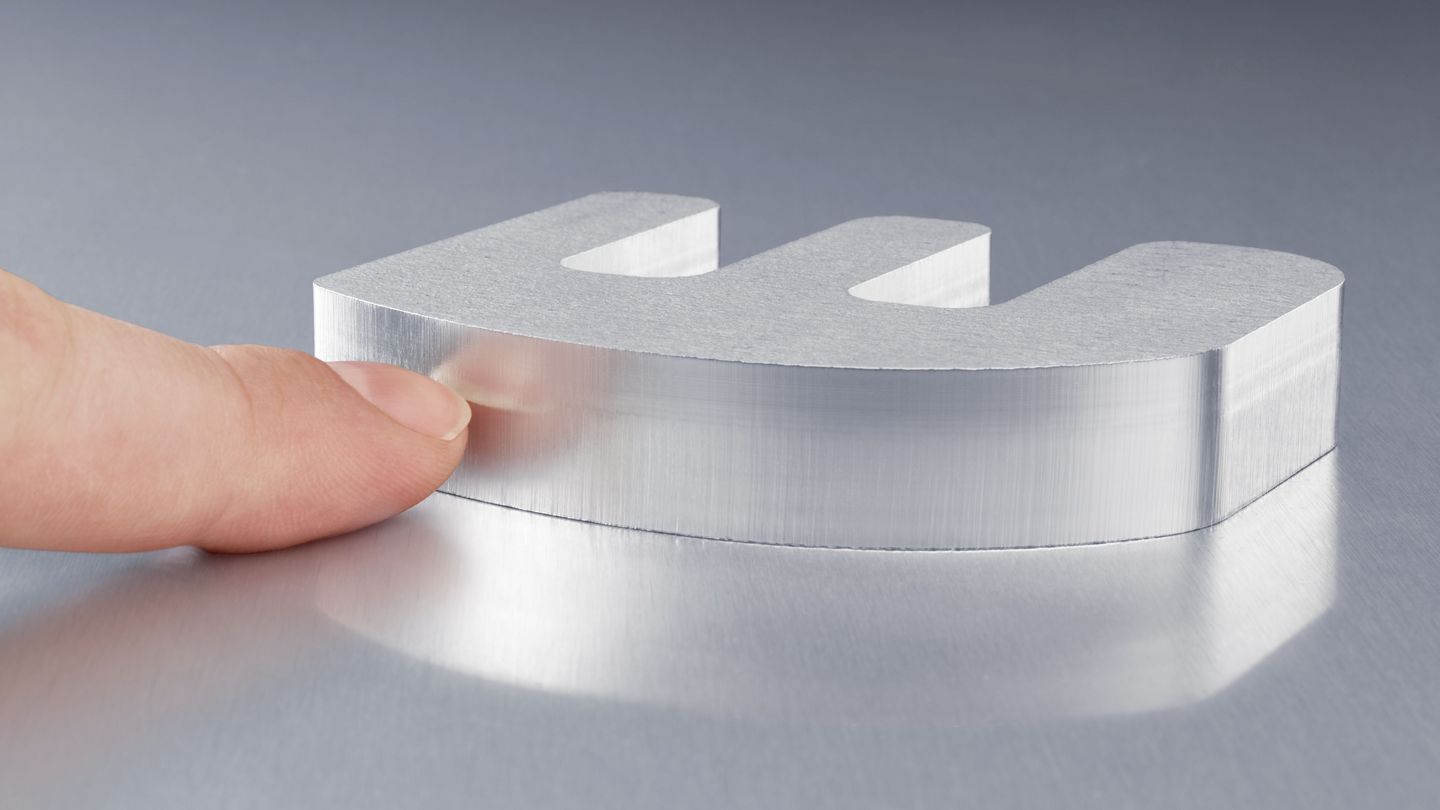
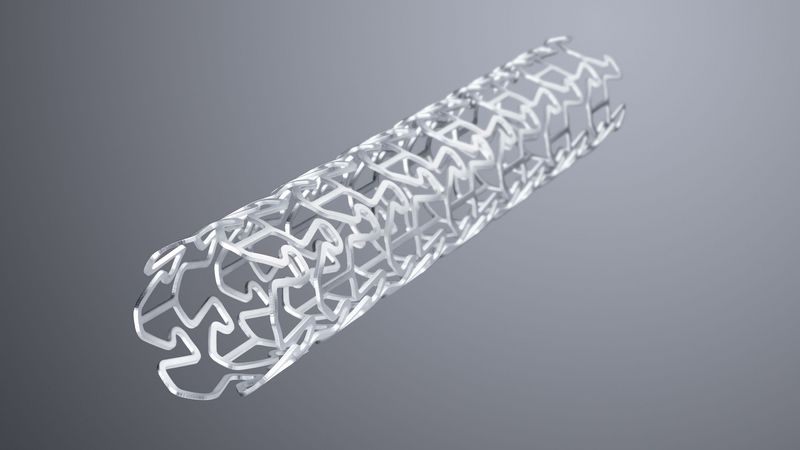
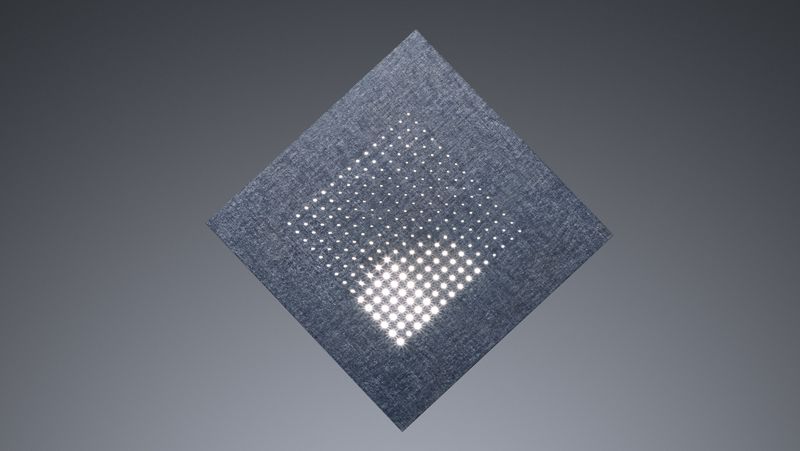
Alle in der industriellen Bearbeitung gängigen Materialien – von Stahl über Aluminium, Edelstahl und Buntblechen bis zu nicht-metallischen Werkstoffen wie Kunstoffe, Glas, Holz oder Keramiken – können mit dem Laser sicher und qualitativ hochwertig geschnitten werden. Mit dem Werkzeug lassen sich sehr unterschiedliche Blechdicken von 0,5 bis über 30 Millimeter schneiden. Dieses extrem breite Werkstoffspektrum macht den Laser zur Nummer 1 unter den Schneidwerkzeugen für viele Anwendungen im metallischen und nicht-metallischen Bereich.