“Everything we do here is big,” says Björn Krämer. “From the thickness of materials to the size of parts and machines, it’s all on a grand scale!” He works at the Nuclear Advanced Manufacturing Research Centre (Nuclear AMRC), in Rotherham, on the outskirts of the English town of Sheffield and part of the University of Sheffield. In his role as Technical Lead – Laser Welding, Krämer is responsible for developing new laser methods. His job is to help British suppliers win contracts in the nuclear sector. One way to do that is by offering metal containers for the temporary storage of intermediate-level radioactive waste from nuclear power plants. The problem is that these containers are in short supply. Although they come in various designs, all of them are welded by hand, which is a time-consuming process. It can take as long as a week to complete just one container using traditional arc welding methods. The integrity and resilience of the weld seam is critical: radioactive waste must be packaged safely to ensure that absolutely no leakage occurs.
Containers are rare – but the demand is huge
Demand for these products is high: “The UK market will need thousands of these containers over the next few years,” says Krämer. As part of its efforts to reduce CO2 emissions, the UK is keen to transition away from coal, and the government regards gas and nuclear power as suitable alternatives. The UK currently has 15 operational nuclear reactors, with one further reactor under construction. That means radioactive waste will continue to accrue over the years ahead – so providing appropriate temporary storage will be crucial. Some countries – Germany for instance – already have suppliers that can produce suitable containers using lasers, but Krämer’s customers are hesitant to follow their lead. “Companies working in this sector in the UK are still some way behind in the laser technology stakes,” he says. “They are skeptical as to why they should invest in a laser if they are already successfully using other methods to weld the containers.” He argues that an automated laser process is faster and more economical and that it creates higher-quality weld seams.
Those are certainly persuasive arguments: even the most experienced welder needs several passes to build up an airtight weld seam in stainless steel or duplex steel that is between six and 15 millimeters thick – but a laser can do the same thing in just one pass at speeds of up to two meters a minute. Laser welding also generates less heat input in the metal than manual welding. That reduces thermal stress and results in less distortion.
Previous laser welding cells are too small for nuclear containers
There is a catch, however. Currently, it is not possible to get hold of a laser welding cell that can accommodate containers measuring 1.3 by 1.6 by 1.6 meters – and in the future the market will require even bigger containers measuring 2.5 by 2.5 by 2.5 meters. Those dimensions are simply out of the question for traditional systems. In fact, no commercially available system has enough space for parts of that size. So Krämer needed help – and he found it at Cyan Tee Systems. Together with the systems integrator, he began working on a design for a laser cell that could cope with these super-sized demands.
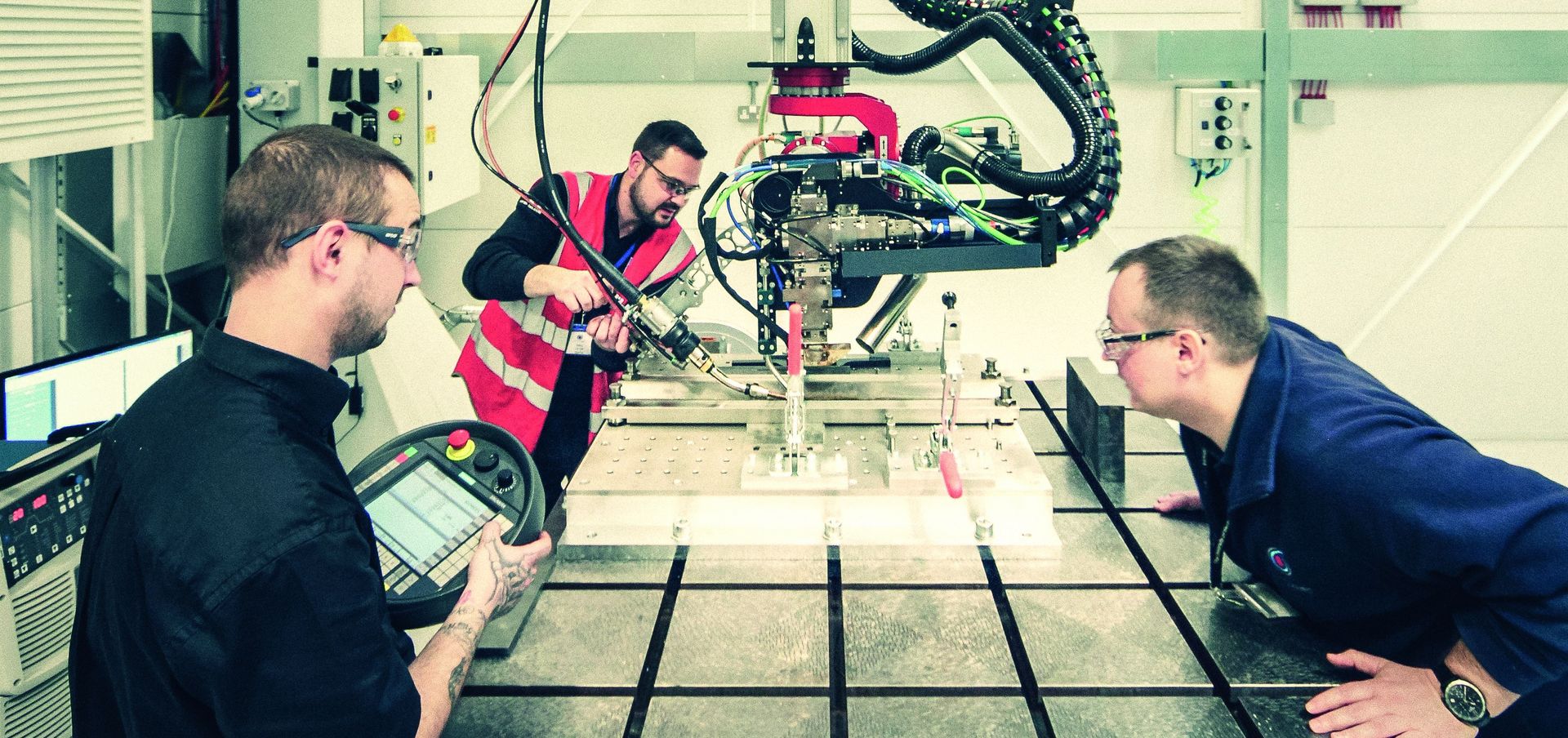
Does the process work? Björn Krämer (right) and his team tried it out in a series of tests on small parts. That provided the proof they needed — but they will have to do a lot more welding to convince potential customers.
It may sound like a mammoth undertaking, but Krämer says that it has so far been “astonishingly easy”. By the beginning of this year, he had a system up and running in the Nuclear AMRC laboratory that exceeded all previous dimensions. The laser cell measures seven by ten meters, is eight meters high, and is equipped with a Class 1 laser. And things are just as impressive on the inside. A six-axis gantry drive moves the laser head across the two-axis table, which can support components weighing a total of up to 15 metric tons.
Disk Laser offers scope for creativity
Choosing the laser beam source was a fairly simple matter. A CO2 laser was not an option due to the complex beam guidance requirements. That left the team with the choice between a disk or fiber laser. Krämer opted for the disk laser: “Our goal here is research, which involves trying out lots of different things. That means there is always a chance of something going wrong. One false step and we could get a back reflection that would damage the laser. But that can’t happen with a disk laser.” So the cell is now equipped with a 16-kilowatt TRUMPF TruDisk laser – the most powerful disk laser in the whole of the UK, Krämer notes. “Twelve kilowatts would have been enough to start with, but since we work with such thick materials, we wanted to be ready to tackle whatever the future might bring. Now we can be confident of being able to weld whatever we set our mind on.”
Nuclear industry makes demands on the quality of welding seams
On the hunt for suitable welding methods for extremely thick seams, the researchers followed some leads in the shipbuilding industry. One method that particularly interested the welding experts was hybrid welding. That’s why the team decided to add a MIG welding head to their research cell at Nuclear AMRC to tackle material thicknesses in excess of 15 millimeters. Compared to MIG welding, the process causes less distortion and warping due to the lower heat input – and that makes the whole welding process a lot more flexible. Stable laser power output was another prerequisite for achieving the high seam quality dictated by the nuclear industry. The TruDisk 16002 provides this stability with a plus/minus of just one percent. “That’s extremely good, and it sends an important message to end customers.” In fact, Nuclear AMRC believes in getting these end customers on board early on in all its research projects, Krämer says: “We can’t tell suppliers to use a laser that is perfectly suited to this process if their customers, the companies that operate the nuclear power stations, subsequently refuse to certify the manufacturing process.”
So does it work
The welding cell certainly checks a lot of the right boxes, but Krämer cautions that even the most experienced experts can find it challenging to handle the sheer power involved. “Because the system is a prototype, we have an enormous number of options available to us. Right now we are working out how to program it properly, seeing what it can actually do, and testing its limits.” Tests carried out on smaller parts in different welding positions have already demonstrated that the process works. The idea now is to gradually increase the size of the parts and the thickness of the materials. But Krämer stresses that there is still a long way to go. The contract manufacturers that will subsequently use the method – and indeed their end customers in the nuclear industry – are still waiting for conclusive proof. Krämer knows that it will take a huge amount of welding experiments to convince them. “The only way to show that our method works is to build up the biggest possible database of process parameters.” Obtaining certification for a manufacturing process in the nuclear industry is a particularly time-consuming business. After all, nobody wants to take any chances with the safe storage of radioactive materials.
It doesn't always have to be the strongest laser
When it comes to helping companies in the supply chain to enter the realm of laser processing, the team of researchers need to know exactly how to make the most of the machine’s capabilities in order to pass that knowledge on. But isn’t a system with a 16-kilowatt laser and such enormous dimensions a little bit over the top for most companies? “Absolutely,” says Kramer. “In those cases it’s our job to say: You don’t need a 16 kilowatt laser and you don’t need a 5 x 7 gantry drive to move the process head. It’s possible that all you need is a robot and a different laser. We simply decided to think big so that we would still be able to use the cell for research in ten years’ time.”
Laser should also help to open the containers again
Krämer is already mulling over another job his laser could do in the future: “At some point, it will be necessary to open the containers to transfer the radioactive waste to lower-security facilties. Since the containers are contaminated, special measures must be taken when they are cut apart. We call that ‘cutting for decommissioning’.” Equipped with a special cutting head, that’s another job the TruDisk would be capable of handling. Mobile applications that use robots to dismantle nuclear power stations might also be an option in the future. Krämer and his team are already working on the process.



