
Fifty years ago, cars were made of steel. End of story. The little bit of wood, leather, rubber and glass for the interior and electrics accounted for only a small fraction of the overall weight. Nowadays, steel makes up just a little more than half the weight of most cars; the rest is a mix of aluminum alloys, plastics and fiber-reinforced composites such as CFRP. And even steel has long since become more versatile: more and more special alloys are finding their way into lightweight vehicles.
The automotive industry, aircraft construction and other sectors are all asking the question: how can we join all these different materials together – or split them apart? And second, how does this growing bundle of processes fit into a lean, modern factory?
There’s no shortage of answers: companies can opt for the simplest of processes, the most specialized, the most precise, the most flexible. And more and more of these answers contain the word “laser”.
Separating
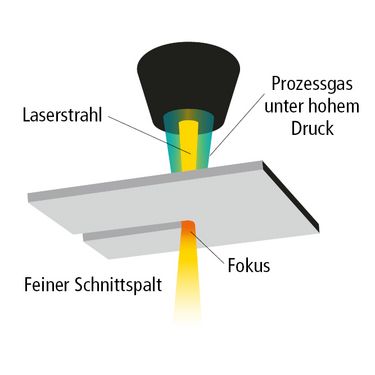
The high thermal conductivity and reflectivity of aluminum make it necessary to cut more slowly and with higher energy input than for steel. For this reason, using lasers to cut aluminum was, for many years, seldom a profitable option. However, the wavelengths and beam quality of modern solid- state lasers have made possible highly productive industrial cutting applications, such as the deburring of die castings.

Laser processing of plastics with a wide variety of beam sources has become standard industrial practice. Lasers not only separate parts, but also score and perforate work pieces in order to create features such as breaking points, air cavities, and transparency effects. Ultra-short pulsed lasers separate and perforate even ultra-thin, high- performance plastics such as Kaptonfilms.

Differing light coupling behaviors in fibers and matrix materials were long thought to impede using laser cutting for fiber-reinforced composites. This seemed to counteract the advantages over mechanical methods, even though the latter also struggled with the fibers. But in the meantime the zone affected by the heat can be controlled precisely or reduced to a few microns through “cold processing”.
Joining – same materials
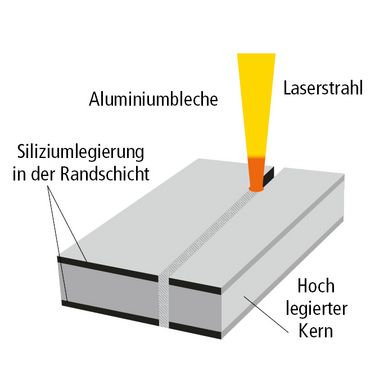
When processing aluminum, laser- based methods also had to rely on filler materials. Currently there are two strategies to avoid using a third component in the process. One way is to use composite materials which incorporate the filler material as a coating, for example. The other is to influence the cooling behavior by manipulating the molten material with an oscillating beam.
Here, lasers are increasingly taking care of preparations for bonding. What’s more, laser transmission welding is becoming increasingly common when making housings for electronic components. In this process, the beam passes through the upper part, manufactured from a plastic that is transparent to the beam’s wavelength, and melts the material in the lower part. Thermal stress is minimal and the surface is not affected.
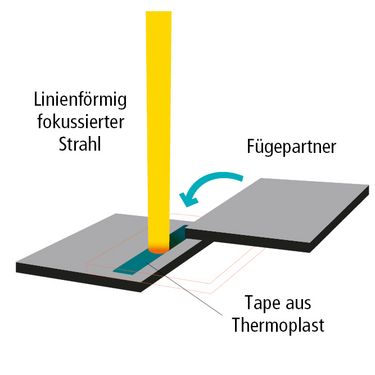
Two of the primary techniques for joining fiber-reinforced composites are bonding and taping. When bonding, high-performance nanosecond lasers – often in the UV spectrum – are increasingly being used to carefully clean the adhesion surface and carry out pre-structuring. When taping, on the other hand, lasers create the adhesive effect. Their light melts the “tape” — a thermoplastic film — directly before the join is made.
Joining – different materials
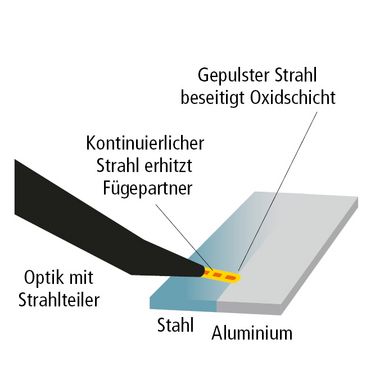
Aluminum and steel cannot be welded by conventional means. Using laser technology, however, makes it possible to create a solid lap joint. The laser fuses the steel in the focus of the beam, and the molten material heats up the aluminum beneath it. When it hardens, the steel forms a bond with the aluminum that is similar to brazing.
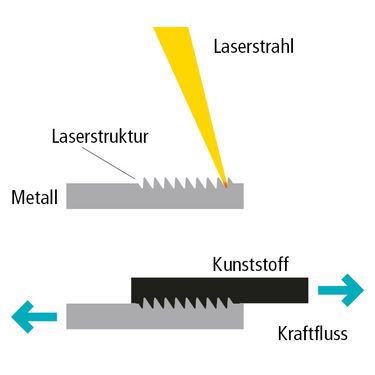
The laser again plays two roles. Acting as a “bonding agent,” high-performance nanosecond lasers pre-structure even large-scale adhesion surfaces – creating undercuts, for instance, by raising areas before material is cast around the component or a thermoplastic is injection molded. As a joining tool, laser light can heat up the metallic part along the seam — directly or by the transmission method — so that the plastic part melts and sticks.



