
When is a boundary actually reached? When is “small” so small, that anything smaller is simply not possible? Today’s smartphones are a never-ending fountain of information, they compare prices in realtime, network us with friends, guide us through unfamiliar areas, and easily replace the digital camera. Tomorrow’s smartphone? It might be on your wrist, on the bridge of your nose, maybe in your ear, or even on the retina. In any case, it will be linked with and to the body, controlled by gestures and speech. It sounds a bit like science fiction, but it is an emerging reality.
To actually bring this vision of the future – now not so distant – to market, the chip at the heart of the smartphone will have to become even more powerful. And that will be possible only if its circuits can be made even smaller. Frequently quoted in this context is Gordon Moore.
Co-founder of Intel, one of the world’s leader in semiconductors, he realized as early as 1965 that the number of transistors on a given surface area of a chip would double every 18 months. This forecast, which has come to be known as Moore’s Law, continues to drive the industry. It is waging a battle, costing billions of dollars, for every square nanometer on the chip. But to pack ever more transistors on the semiconductors inside the chip sets, we need – in plain and simple terms – more light!
Ten billion transistors on a chip
The life of a microchip is born in the light of a photolithography machine. There, the miniaturized image of a circuit is projected onto a silicon wafer, exposing a photoresist layer. What is known as Abbe’s resolution limit dictates that a light source cannot replicate any structures smaller than the length of its own wave. This does not mean, however, that this boundary is insurmountable.
At the present time, lithography units work with a wavelength of 193 nanometers but generate structures circa 20 nanometers in size and thus achieve performance well beyond this resolution limit. This is done with a variety of tricks and gimmicks.
However, with the light sources now in use we are, slowly but surely, approaching the limits of technical feasibility. It was more than 20 years ago that the semiconductor industry called the EUV Lithography Project into being, with the intention of engraving the tiniest of structures on the various levels of the microchip.
The objective of the project was to develop a stable source for extreme ultraviolet light (EUV) with a wavelength of 13.5 nanometers. This was because – with the assistance of this technology – it would be possible to produce structures less than ten nanometers in size. This means, in turn, that more than ten billion transistors could fit on a single microchip.
Flashes of light in a vacuum
But it’s not all quite so simple. An essential challenge in EUV lithography is to generate light at just this 13.5 nanometer wavelength. The EUV source has to reach several hundred watts of power and make it available for further processing within the optical system. Plasma sources have proven to be the only solution available to date.
Plasma is generated either by focusing high-intensity laser radiation or with high energy discharges; tin and xenon are suitable for use as the input materials. Laserproduced plasma (LLP) has established a lead here. The idea behind this process sounds quite simple at first. A generator shoots tin droplets with 50-kiloherz into a vacuum chamber while a laser pulse impacts those droplets as they speed by.
The laser thus strikes 50,000 tin droplets per second. The tin atoms are ionized and a high-intensity plasma is created. A collector, using a multi-reflection configuration, catches the EUV light emitted by the plasma, focuses it, and ultimately transfers it to the lithography system to expose the substrate.
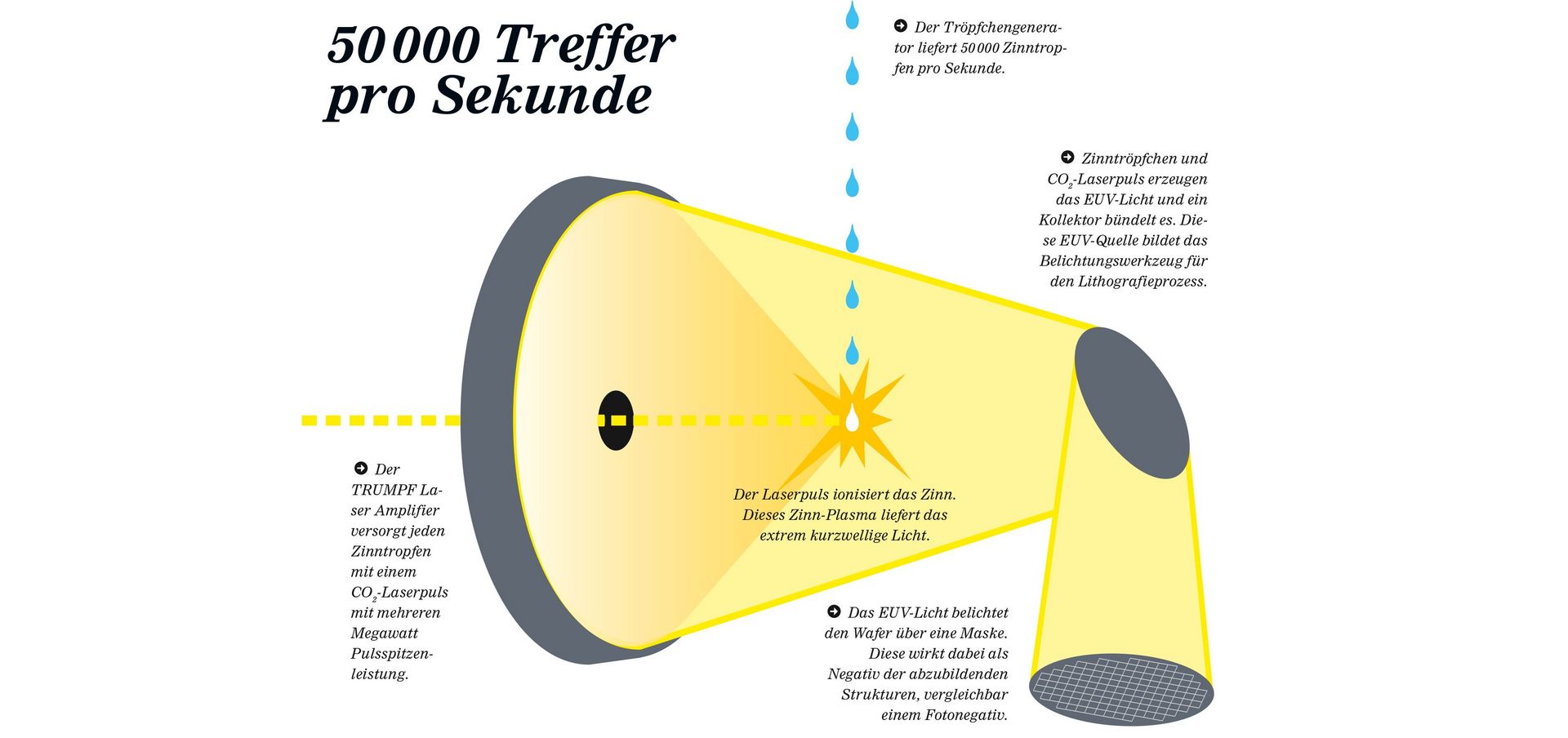
Functional principle of EUV lithography
The laser pulse for this purpose is delivered by a pulse-type CO2 laser system – the TRUMPF laser amplifier. This system is based on the technology used for the continuous wave CO2 laser and operates in a performance range exceeding ten kilowatts. In five amplifier stages it boosts a CO2 laser pulse of just a few watts of mean power more than 10,000 times, outputting more than 30 kilowatts of mean pulse power. Pulse peak power, however, can reach several megawatts.
To achieve perfect results, the laser pulse has to strike the tin droplet across as broad an area as possible. But the tin droplet is smaller than the laser’s focus spot. Consequently, the laser cannot transfer its full 30 kilowatts of power to the tin droplet. To achieve this, the laser amplifier employs a clever ruse.
It emits a pre pulse and a main pulse, one immediately after the other. The pre pulse strikes the tin droplet with low laser power; the tin atoms ionize and the plasma thus created expands. The main pulse, following close behind, strikes the plasma cloud with the whole pulse power. Bull’s eye!
The wavelength was selected with care
But why was this seemingly arbitrary wavelength of 13.5 nanometers chosen? There are two reasons. Firstly, at this wavelength the source beam exhibits intense lines, which means that the radiation output is especially high. This is due to the fact that, at this wavelength, the lines in tin plasma are very strong. Here it is important to remember that plasma radiates discrete lines.
Secondly, it is only the wavelength of 13.5 nanometers that makes it possible to manufacture the layer systems required for optical imaging at sufficiently high reflectivity. Refractive optical elements – such as lenses – absorb this wavelength. That is why EUV systems work exclusively with mirrored optical elements. The very short wavelength is also the reason why the entire process has to take place in a vacuum, since air would also absorb the EUV radiation.
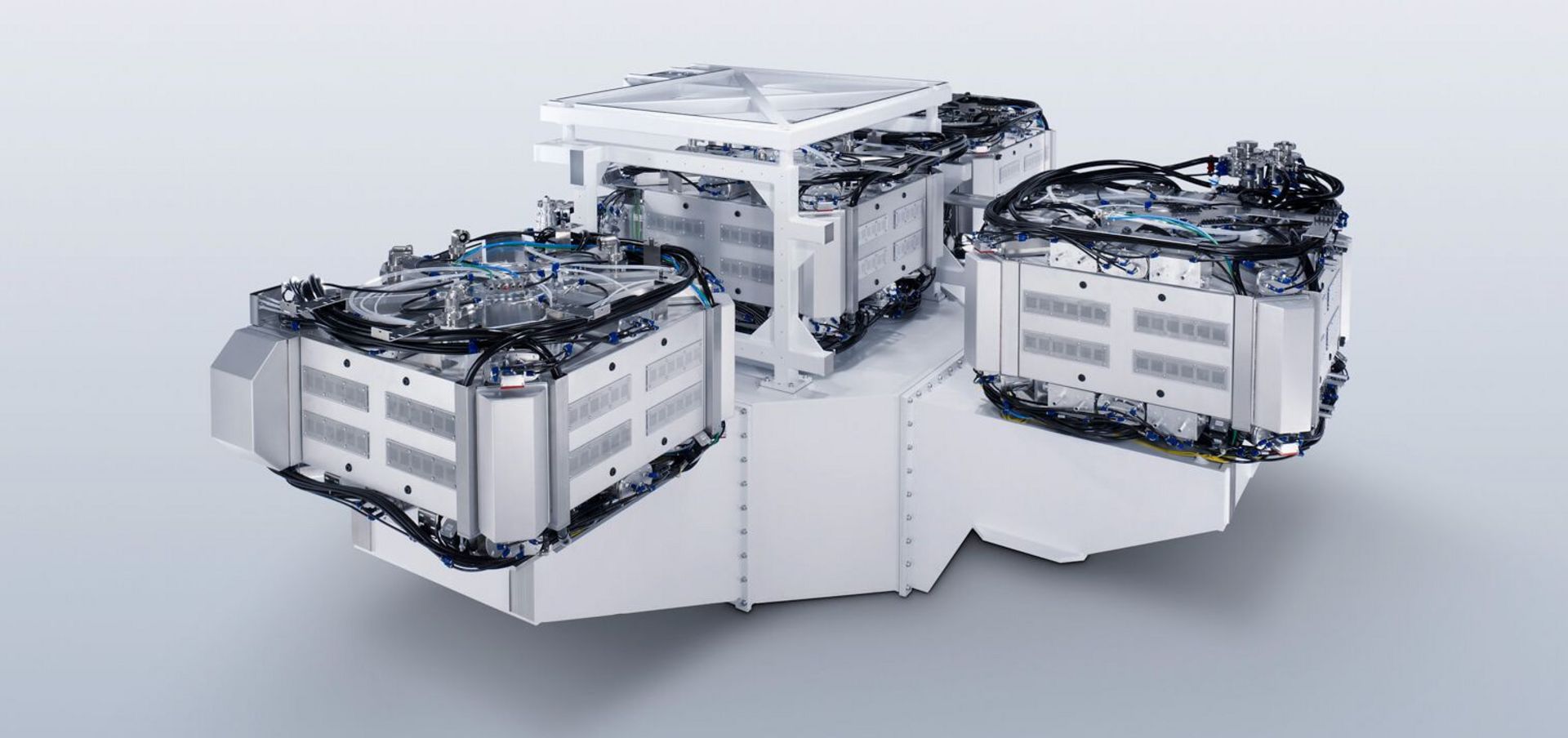
Since the beginning of 2014 TRUMPF has delivered its third-generation laser systems to ASML in Netherlands, the only manufacturer of EUV photolithography systems in the world.
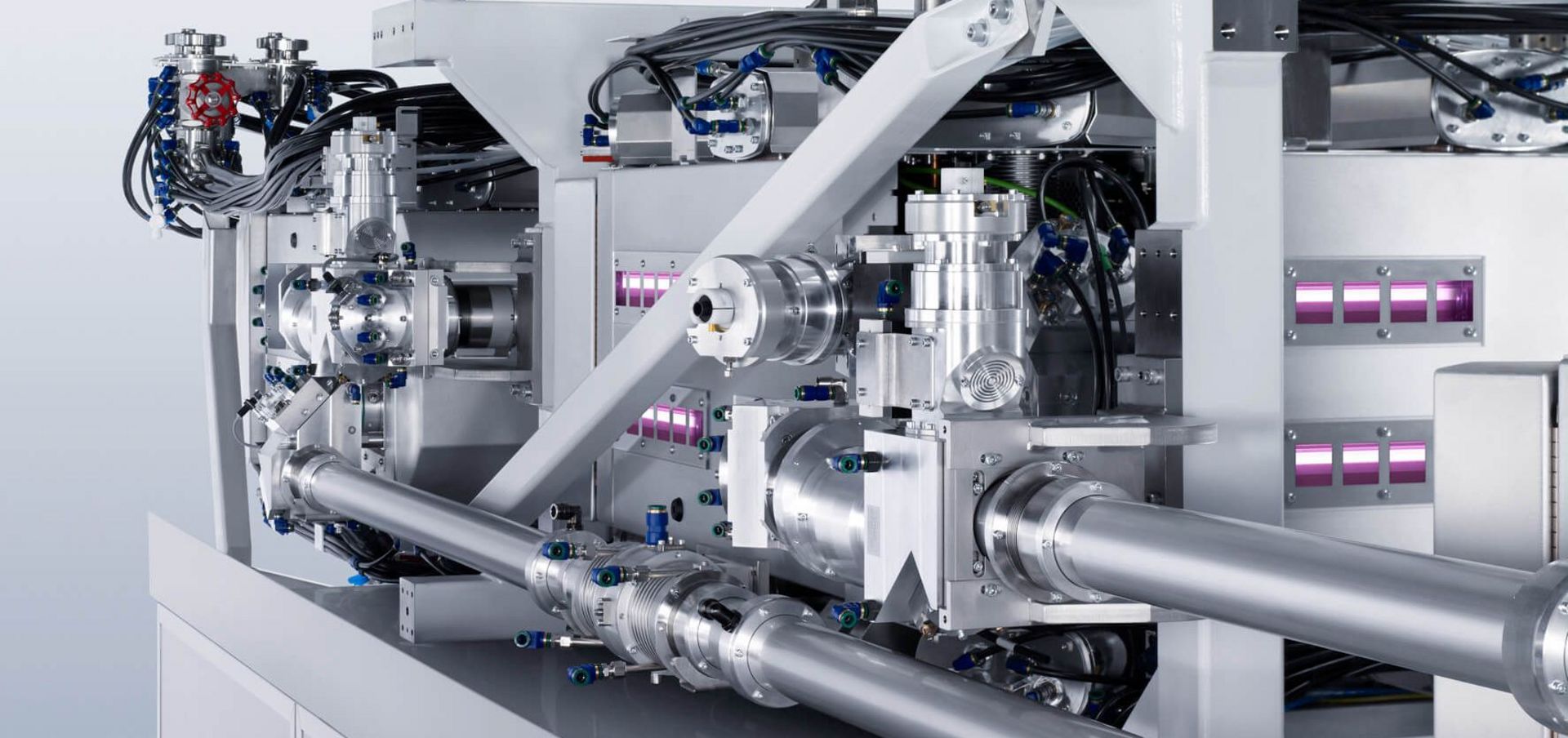
The TRUMPF Laser Amplifier is based on the technology used for the continuous wave CO2 laser and operates in a performance range exceeding ten kilowatts. In five amplifier stages it boosts a CO2 laser pulse of just a few watts of mean power more than 10,000 times, outputting more than 30 kilowatts of mean pulse power.
Anyone searching for an alternative to the demanding technology associated with EUV lithography will find that there really isn’t one. The optimization of previous technology, based on a laser beam with a 193-nanometer wavelength, has made it possible to image even smaller structures when exposing the substrate. This is done, for instance, by multiple exposure – multiple patterning – where each exposure step is carried out twice or four times. The effort for the many steps is high and therefore increasingly uneconomical.
Another option is immersion, whereby the higher refractive index of water is utilized. In the meantime it is possible, using conventional procedures, to create structures as small as circa 20 nanometers – which also represents the economical boundary. In plain text this means: For the semiconductor industry, lasersupported EUV photolithography will continue to be the only way to create even smaller structures – and thus attain even higher performance for the chips.
The goal is within reach
The groundwork for this future has been laid. Since the beginning of 2014 TRUMPF has delivered its third-generation laser systems to ASML in Netherlands, the only manufacturer of EUV photolithography systems in the world. These systems can now process more than 100 wafers per hour, enough for mass production applications that are being prepared by several chip manufacturers worldwide. After all, EUV lithography must be a success for the customer not only technically, but also economically.
This means that structures in single-digit nanometer ranges are drawing ever closer. And to once we’ve done that, we still will not have reached the end of miniaturization. That is why we want to postpone the question of when “small” is so small, that simply nothing smaller is possible – and we are coming ever close to squaring the circle.



