
The sheet metal fabrication business is in a constant state of flux, so staying ahead of the curve is essential. That has been Günter Schink's motto ever since he decided to found a business in 1995. Right from the start, the engineer knew he didn't want to join the crowded ranks of sheet metal fabricators that make their living from “standard” jobs. “In my previous position as a factory manager I supervised the introduction of some brand-new laser cutting systems from TRUMPF, so I knew how powerful they were,” he says. “That's why I felt sure that we could build a viable company of our own on the basis of that technology.” His son Stephan – a graduate in business administration – agreed and immediately joined the fledgling business. Today, he runs the successful medium-sized company alongside his father.
Headquartered in the Bavarian town of Bad Rodach, the company grew surely and steadily right from the start. Stephan Schink attributes this in large part to the dedication shown by his employees, most of whom he trains himself. But he also understands the importance of regularly investing in new machines and systems. Drawing on this solid combination of in-house expertise and technology, his sheet metal fabrication company is able to offer a broad range of services. As well as advice on the design itself, that includes laser cutting, bending and folding, application of the required welds, and finishing work such as surface treatment. “Our customers are also increasingly asking us to assemble entire modules that they can simply put straight into their machines and systems,” says Schink.
He cites examples of turnkey contracts for various types of dough mixer housings and flour dusters that are used in the baking industry. Stainless steel is the material of choice in this sector due to the strict hygiene requirements. But when it comes to food preparation, achieving the necessary levels of cleanliness comes down to more than just choosing the right material. It is equally important to avoid any hollows, openings or rough edges that are difficult to clean and consequently prone to bacterial contamination.
Higher quality standards for visible weld seams
In fact, the manufacturers and users of machinery in the food industry have plenty of good reasons to scrutinize the components of all the systems they use – and they pay particular attention to typical problem areas such as the weld seams on the housing. Customers in this sector will not tolerate uneven surfaces and discolorations, especially in visible areas, and cavities or gaps in the weld seam are equally unacceptable. In the past, Schink met these demanding standards by having professionals perform inert gas welding by hand and then employing pickling as a surface treatment. He continues to use this method in some cases today, primarily for short seams.
Yet all the signs suggest that the quality standards for visible weld seams are set to get even stricter in some industries. That will eventually mean this time-consuming method is no longer feasible, so the company has decided to stay ahead of the curve by taking action now. Midway through 2017, the company installed a TruLaser Weld 5000 laser welding cell from TRUMPF in its factory. This wasn’t the first time that Schink had invested in technology from the Ditzingen-based company, and he knew it was the best option: “We’ve had a great relationship with TRUMPF ever since we founded our company. I'm always impressed by the quality of their machines and the support we get from their sales and service staff.”
He was particularly enthusiastic about the suggestion from sales consultant Jürgen Henkel to lower the price of the laser welding cell by incorporating a TRUMPF Laser Network (TLN). Now his TruLaser Weld 5000 shares the use of a 4-kilowatt TruDisk 4001 solid-state laser source with the TruLaser 3040 fiber laser-cutting system – and it takes just a fraction of a second to switch from one machine to the other. So while technicians are busy setting up the TruLaser 3040 fiber, the TruLaser Weld 5000 uses the laser for welding, and the moment the time comes to retool the welding robot, the laser immediately switches back to cutting. This proved to be the perfect way for Schink to slash his initial investment in laser welding. As soon as the system reaches full capacity, he will consider acquiring another laser source.
Laser welding cell reduces time taken to produce parts from 110 to 10 minutes
Laser welding offers all sorts of advantages over conventional inert gas welding. It is significantly faster, and produces neat and consistent seams in a reproducible manner. It also minimizes heat input, which almost completely prevents distortion and warping. In many cases, these benefits eliminate the need for subsequent finishing work.
The Schink sheet metal experts point to the example of the flour duster to illustrate the dimensions of the productivity gains they have achieved. Welding the housing by hand takes about 110 minutes, including some laborious preparations and various finishing steps. With the TruLaser Weld 5000, Schink has introduced a reliable process that gets the same job done in just 10 minutes, including set-up time – and with no finishing work required!

Significant savings: sheet metal fabricator Schink operates its TruLaser Weld 5000 laser welding cell and TruLaser 3040 laser cutting machine in what's known as a laser network. That means the two systems share a 4-kilowatt TruDisk 4001 solid-state laser source. Image: Peter Klingauf
“Tolerant” laser welding is essential for components that have gaps or awkward overlaps. The TruLaser Weld 5000 offers this capability with its optional FusionLine feature. Image: Peter Klingauf
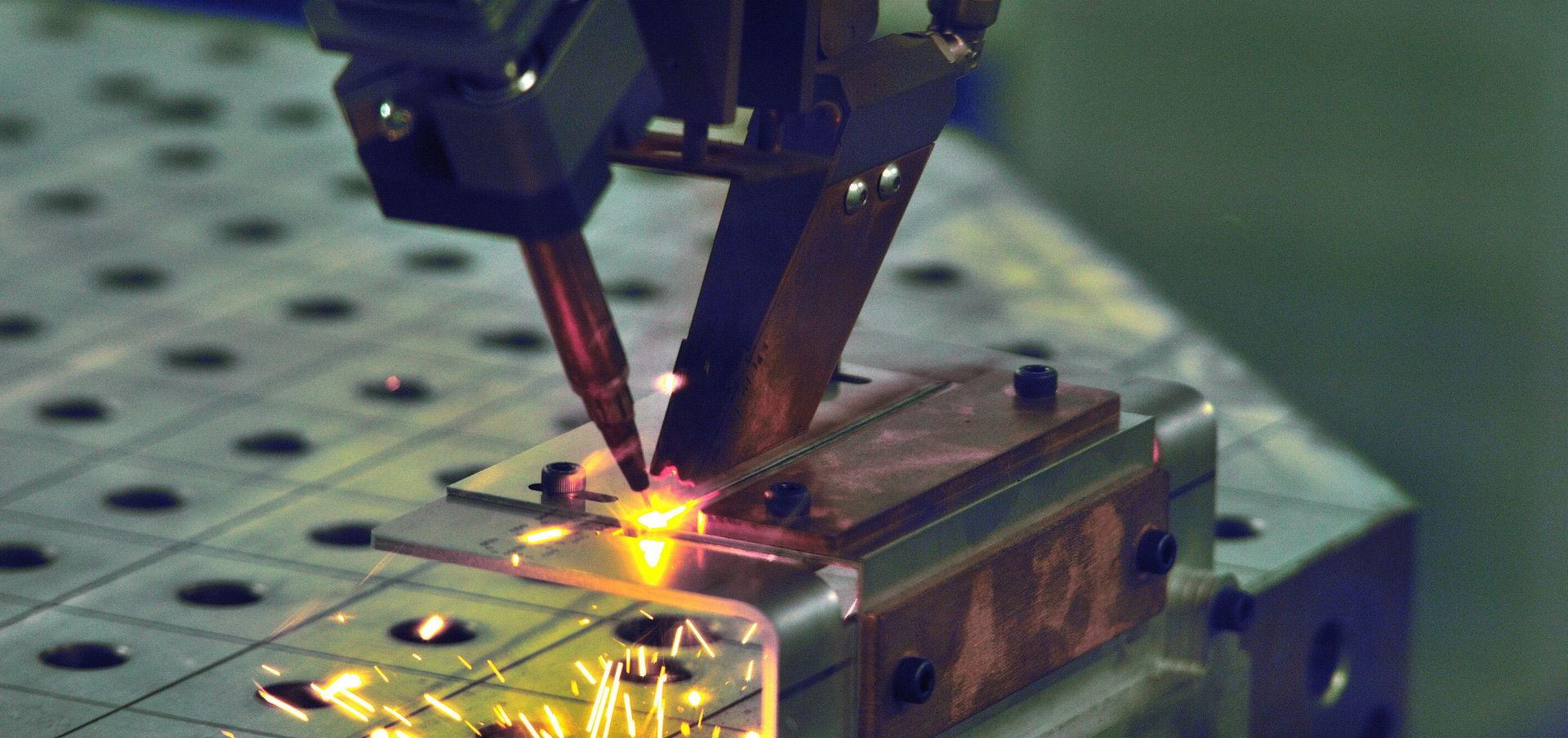
The FusionLine option incorporated in Schink’s TruLaser Weld 5000 makes it possible to weld components by bridging gaps up to one millimeter wide. That allows the company to compensate for any lack of precision in the components themselves and bridge gaps that occur by design. Image: Peter Klingauf

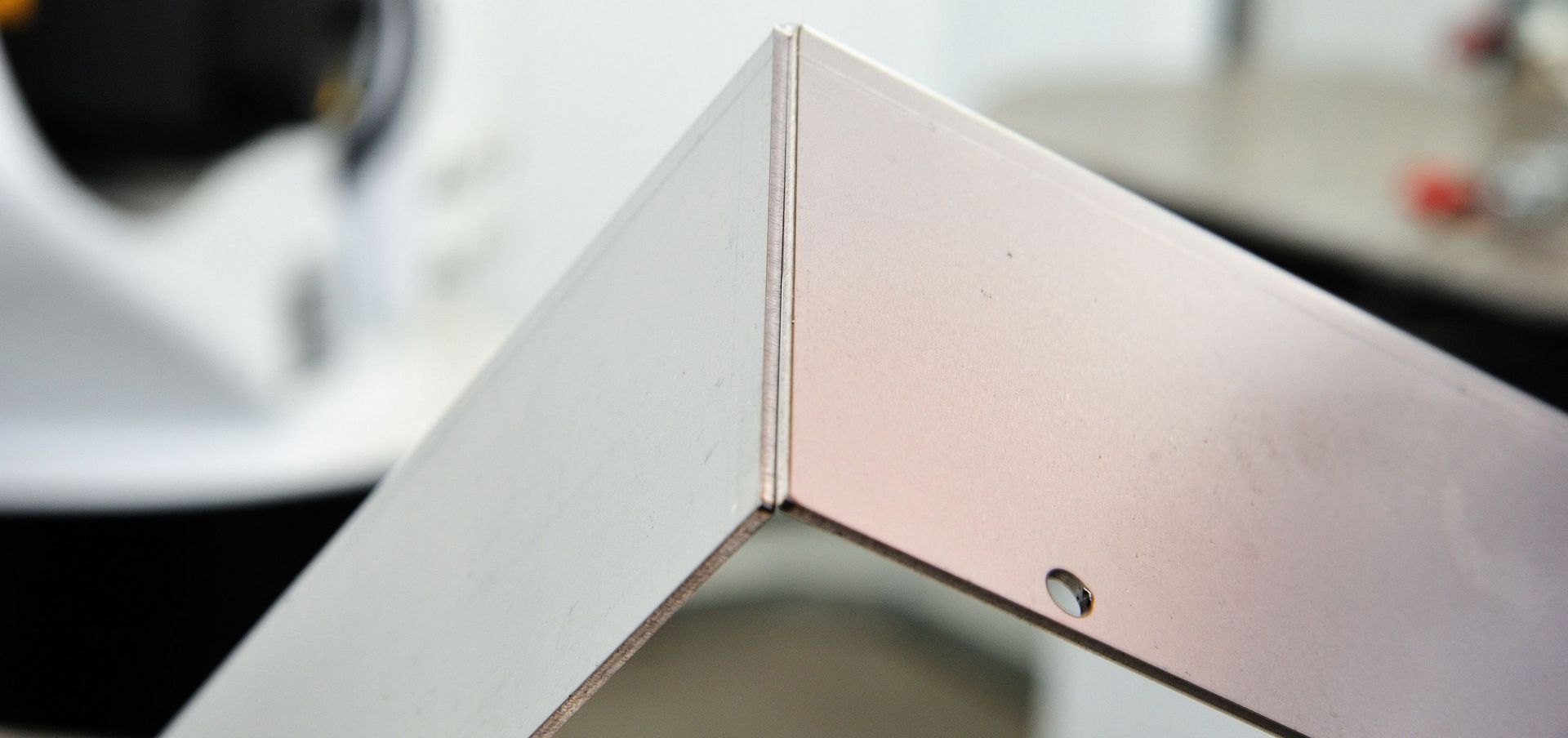
Stephan Schink, Managing Director of Schink Blechbearbeitung und Metallbau GmbH & Co. KG, is delighted with his TruLaser Weld 5000: “Welding together the flour duster (B02a) by hand takes us around 110 minutes. With the TRUMPF welding cell we can get it done in just 10 minutes.” What's more, Schink is confident that the reliability of the process and the high-quality weld seams (B02b) will open up new areas of business. Image: Peter Klingauf
Schink's regular customers are delighted with the welding results the company can offer with this new method. And Schink is confident that laser welding will help him gain new customers in the not-too-distant future, too: “Reliable processes and reproducible quality are hugely important to medical device manufacturers and automakers, and we’re perfectly equipped to offer both those things. We've already received some initial requests and orders from those industries, and I'm sure people will be spreading the word about what we can offer.”
Tolerant laser welding as an option
It's not just the high quality of the weld seams that will boost his business, says Schink, but also the versatility of the TruLaser Weld 5000. As well as tackling conventional laser welding, the welding cell is also designed for tolerant laser welding. Known as FusionLine, this option allows users to weld components by bridging gaps up to one millimeter wide, a technique that Schink says is invaluable: “It basically means we can compensate for any lack of precision in the components themselves. And it also means we can bridge gaps that occur naturally by design, for example when you bend the sides of stainless steel housings.”
Mechanical design engineer Jürgen Schröder can simply switch between FusionLine and conventional laser welding methods such as heat conduction welding and penetration welding without even having to retool – if necessary while working on a single component. To make optimum use of the machine’s wide array of features, Schink taps into TRUMPF's experience through the range of workshops it offers. Schröder has already learned all the key aspects of working with the machine over a series of workshops and now knows how to get the very best out of the new system: “Every day I look forward to putting what I've learned into practice – and our results clearly show that it’s worth the effort.”
… employs some 45 people and has an annual turnover of around 4.5 million euros. Headquartered in the Bavarian town of Bad Rodach, the company was founded in 1995 by Günter Schink, who still runs the business alongside his son Stephan. The family-run company focuses primarily on fabricating a variety of components and assemblies that can be produced from steel and stainless steel sheets, applying techniques such as bending, cutting, welding, and various types of finishing work. As an experienced industry partner, Schink also helps its customers find the most economical way to design their sheet metal assemblies.
Schink Blechbearbeitung und Metallbau GmbH & Co. KG
Dorfstrasse 20
96476 Bad Rodach (Breitenau), Germany
Phone + 49 95 64 80 48-0
Fax + 49 95 64 80 48-20
E-mail: mail@schink-blechbearbeitung.de
www.schink-blechbearbeitung.de



