In de plaatbewerking is ponsen een scheidingsproces, waarbij een plaat met één slag wordt gescheiden. Door enkele, elkaar zeer snel opvolgende slagen maakt de machine bijvoorbeeld ronde gaten in een plaat. Ook buitencontouren kunnen met ponsmachines worden bewerkt.
Ponsen van plaatstaal
Ponsen

Geponste vormen zijn geometrisch perfect: zo is een geponst gat volkomen rond. Een ponsmachine werkt daarbij zoals een papierperforator. De stempel drukt het papier tegen de steun van het gat en uiteindelijk in een ronde opening. Zo snijdt hij een cirkelvormig gat uit. In een opvangbak onder het gat worden de geponste restanten verzameld. Het ponsen van metaal werkt precies hetzelfde: het plaatstaal bevindt zich tussen de stempel en de matrijs. De stempel beweegt naar beneden en duikt in de matrijs. De randen van de stempel en de matrijs bewegen parallel naar elkaar toe en maken zo het plaatdeel los. Daarom rekenen we ponsen onder de procesgroep 'schuiven'.
In vier stappen naar perfect geponst metaal
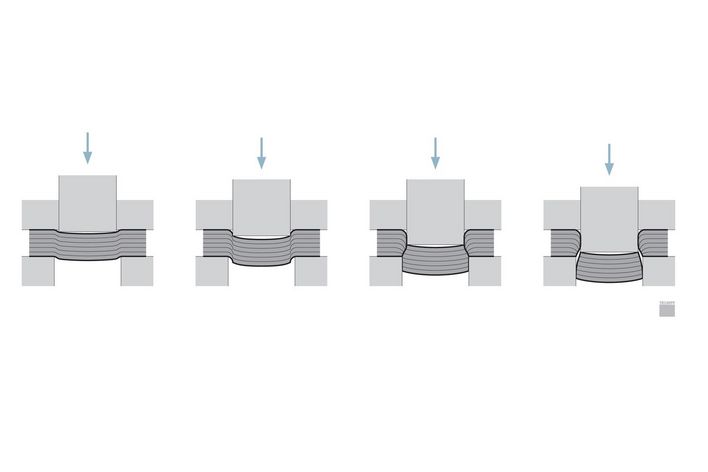
Ponsen verloopt exact in vier fasen. Als de stempel het plaatstaal aanraakt, vervormt hij dit eerst. Dan wordt het gesneden. Uiteindelijk is de spanning in het metaal zo groot, dat de plaat langs de snijcontour afbreekt. Het geponste plaatdeel – de zogenaamde ponsafvaldop – wordt naar beneden uitgestoten. Als de stempel weer naar boven beweegt, kan het voorkomen dat hij de plaat met zich meetrekt. In dit geval verwijdert de afstroper de metalen plaat van de stempel. Hoe meer van het ponsgat is gesneden, hoe beter de randkwaliteit is. Bij passingen wordt bijvoorbeeld eerst een vooropening gemaakt, die daarna met een groter cirkelvormig gereedschap op de definitieve diameter wordt nageponst. Het snijaandeel van zulke randen bedraagt in die gevallen 100%.
Nog meer flexibiliteit: ponsen en lasersnijden combineren
Ponsen is perfect voor herhalende vormen. Bij complexe geometrieën, waarbij vaak van ponsgereedschap moet worden gewisseld of die niet vaak na elkaar voorkomen, komt er nog een aanvullend gereedschap kijken: de laser. Met een pons-/lasermachine kunt u, afhankelijk van de toepassing, het snelle ponsgereedschap met hoge herhalingssnelheid of de langzamere, maar in contouren volledig onbeperkt laserkop gebruiken. Hoe dat kan, ziet u in de video.



Contact